LCD光固化3D打印机的改造与研究
2019-07-04 07:37尤子峰王子阳
安徽电气工程职业技术学院学报 2019年2期
金 洁,尤子峰,李 铭,3,王子阳
(1.安徽电气工程职业技术学院,安徽 合肥 230051;2.合肥第二发电厂,安徽 合肥 230006;3.国网安徽省电力公司培训中心,安徽 合肥 230022)
0 引言

图1 装配好的DLP光固化3D打印机
光固化快速成形是以液态光敏树脂为原料,通过控制紫外光束扫描液态光敏树脂,使其有序固化并逐层叠加成形[1]。数字光处理(Digital Light Processing,DLP)是一项使用投影仪和背投电视中的显像技术,该技术使用一种较高分辨率的数字光处理器来照射液态光聚合物,逐层的进行光固化,每层通过幻灯片似的片状固化,直至最终模型的完成[2]。本工作室鉴于研究实验的需要,考虑到实际经济情况,购买了一台简易DLP光固化3D打印机配件,师生配合自行装配成整机,如图1所示。
1 缺陷分析
经过一段时间的组装与调试,这台打印机已经开始正常运转,而随着调试工作的进一步深入,发现这台机器也存在诸多的缺陷,具体有以下几点:
(1)本机装配过程中,是通过改装普通投影仪来充当光源,成像原理如图2所示。而DLP光固化3D打印机对于投影仪光源有着严格的的要求:首先必须是短焦的DLP投影仪以实现在短距离内将图像清晰地投影到料槽底部,其次是光源的光强不能低于2600lm。由于投影仪发出的是汞灯泡产生的白光,需要去除镜头里面的滤光部分,使更多的紫外线穿过。对于专业级别的3D打印机都会使用专业的光机作为光源,这种光机去除了普通DLP投影仪中的滤镜部分,只保留了光源以及光路,对于工艺和光源的要求也更高,价格高昂。
同时,这种光源耗电量很大,但是真正起作用的光却很少,只有3%左右,对于光的利用率很低;而且在这种方案下,打印过程中灯泡全程都是打开状态,而汞灯泡寿命很短,若经常使用,不到半年就需要换一次灯泡。
此外,投影仪镜头的中心光和外围光的强度有不小的差别,为了有匀光参数可调,因此这种打印机大都使用B9的开源方案做。但是换过镜头之后参数就得重新调整,没有专业的测量仪器,根本无法完成。
(2)这台打印机在结构方面也存在很多问题,其中一个就是Z轴在移动时极度不流畅,时而卡涩,这样在结束每一层的曝光之后,每一层材料都会由于卡涩而与上一层材料或者底板分离脱落。打印时模型依旧会从成型面板上脱落下来,造成打印失败,图3为打印失败作品。
鉴于以上种种缺点,笔者工作室多名成员共同动手,对此台3D打印机进行改造。

图2 LCD光固化3D打印机成像原理图

图3 初代DLP光固化打印机打印的成品
2 改造原理概述
2.1 LCD光固化技术介绍
LCD打印技术,就是DLP技术中的光源用LCD来代替,指的是利用UV光做光源,上位机控制屏幕生成具体打印模型每一层的图像,成型部分为白色,空白部分为黑色。利用LCD屏幕偏振成像的原理,让UV光从白色部分通过照射到光敏树脂材料进行固化,黑色部分则阻断UV光源,防止多余的曝光,图4为LCD光固化3D打印机设计组织图。

图4 LCD光固化3D打印机设计组织图
2.2 LCD光固化技术的优势
采用了LCD成型原理,可以满足DLP结构所满足不了的优点,具体如下:
(1)精度高。很容易达到平面精度100微米,具体取决于采用屏幕的像素,和目前桌面级DLP技术有可比性。
(2)光源利用率高,405nm波段的UV光正好是市面上大部分光明树脂的固化波段,可以全部被利用。
(3)价格便宜。主要对比前代技术的SLA和DLP,性价比极其突出。
(4)结构简单。相较DLP结构,没有了激光振镜或者投影模块,结构很简单,容易组装和维修。
(5)树脂通用,由于采用405nm UV光,所有DLP类的树脂或者大部分光固化树脂理论上都可以兼容。
(6)可以同时打印多个模型。因为这个和DLP技术一样,是面成型光源。
3 改造方案设计
3.1 光路部分
大体上保留原先DLP打印机的结构,LCD成像部分放置于原先放置投影仪的那部分区域,依旧选择采用下曝光的上升式成型结构;将成型部分改为LCD光固化,对成像部分进行改造,将原先成像部分的DLP投影仪改为LCD+UV灯配合的成像方式。图5为简化后的成像原理图。

图5 LCD光固化3D打印机成像原理图

图6 标准光谱波长分布图
3.1.1 光源
UV(光敏聚合物曝光),是一种化学反应。在进行光敏聚合物曝光时,材料经过某特定波长的光线照射后,现有的聚合物(光二聚交联抗蚀剂聚肉桂酸酯类光刻胶)会结合在一起成为固体的三维的基体。这个反应会在硬化剂混入聚酯时开始,反应后,仍然有机会把正确的形状还原给聚酯。
基于这个特性,衍生出了光固化3D打印这项技术。目前市面上大部分的光敏材料的固化波长为405nm,对比可见光线的光谱,如图6所示,发现紫色的光的波长正好包含了405nm。
3.1.2 光照结构
UV光源照射的位置有两种,一种是上曝光,一种是下曝光[3]。
上曝光结构类似于SLA,将DLP投影机放置在料槽上方,从下向上打印成型。上曝光结构难以对每一层的层厚进行准确的控制,难以保证每层成型面的平行度和平整度。一般来说当打印零件尺寸较大时,采用上曝光的结构形式。
下曝光结构是将DLP投影机布置在料槽下方,完成一层截面的固化后,打印平台在步进电机的驱动下上升一段的距离,液态树脂将凭借自身的重力和流动性自动在料槽底部铺平,为下一层的打印做好准备。
鉴于原先结构的光固化打印机光照结构采用了下曝光的方式,考虑到经济性以及设计施工复杂程度,决定在光照结构部分依旧保持原有的下曝光形式。
3.2 结构部分
对于整体结构不做大的变动,将原先的Z轴光杆机构全部拆除,重新更换Z轴部件,需要注意螺杆的牙距和电机型号与原机型数据必须匹配。同时设计新Z轴的固定件,全部采用3D打印,需要注意强度和稳定性。
4 改造过程
4.1 补充配件
在原有打印机配件的基础上,需要补充的配件有:(1)光源——UV灯(包括驱动电源);(2)菲涅尔透镜;(3)液晶屏(包括驱动板);(4)一些必要的结构件。
4.1.1 UV光源
考虑到LED发光达到额定亮度时所消耗的能量只有15瓦左右,而传统的灯达到同样亮度要消耗1500瓦的能量,即使与UV卤素灯相比,也可节省80%的能源;同时LED灯的寿命可以超过2万小时。因此,光源选用405nm波段的LED灯板,如图7、图8所示。

图7 购买的UV灯/405nm/ 30W/十串三并/驱动电压36V
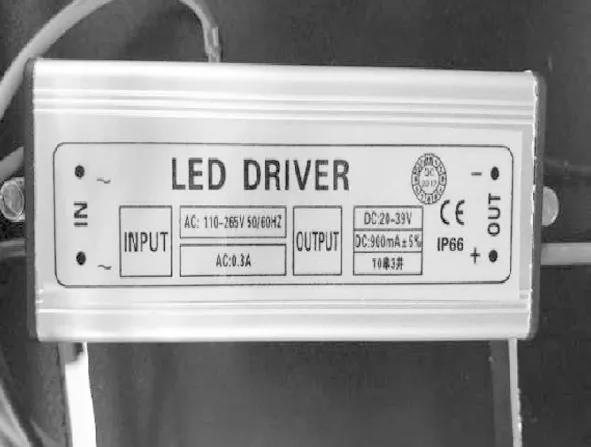
图8 UV灯电源 / 36V
4.1.2 菲涅尔透镜
菲涅尔透镜的原理是将透镜连续表面部分“坍陷”到一个平面上,如图9所示。从剖面看,其表面由一系列锯齿型凹槽组成,中心部分是椭圆型弧线。每个凹槽都与相邻凹槽之间角度不同,但都将光线集中一处,形成中心焦点,即为透镜的焦点。每个凹槽都可以看做一个独立的小透镜,把光线调整成平行光或聚光。我们需要利用菲涅尔透镜将UV灯的点光源变为平行光。需要注意的是需要匹配好与液晶屏的尺寸,图10为匹配的菲涅尔透镜。
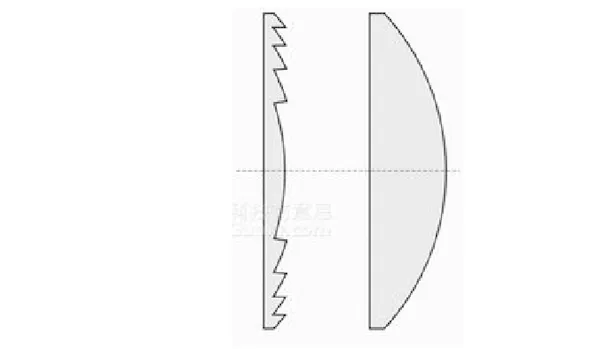
图9 菲涅尔透镜和普通透镜剖面图对比

图10 购买的菲涅尔透镜/七寸/焦距120mm
4.1.3 液晶屏
液晶屏是以液晶材料为基本组件,在两块平行板之间填充液晶材料,通过电压来改变液晶材料内部分子的排列状况,以达到遮光和透光的目的来显示深浅不一,错落有致的图象,而且只要在两块平板间再加上三元色的滤光层,即可实现显示彩色图象。
LCD特点之一是必须将液晶灌入两个列有细槽的平面之间才能正常工作。这两个平面上的槽互相垂直(90度相交),也就是说,若一个平面上的分子南北向排列,则另一平面上的分子东西向排列,而位于两个平面之间的分子被强迫进入一种90度扭转的状态。由于光线顺着分子的排列方向传播,所以光线经过液晶时也被扭转90度。此时由UV光源发出的UV光线就会扭转方向,不会透过屏幕照射到固化材料上,而当液晶上加一个电压时,分子便会重新垂直排列,而不发生任何扭转,此时UV光线便可以直射出去,照射到固化材料上引发固化。
液晶屏的选择,直接影响到最终的成型面积以及精度,此处选用了7寸1080P的液晶显示屏作为成像部分。
4.2 光路部分的第一次改造
光路部分由液晶屏、菲涅尔透镜、屏幕驱动板、UV光源及其电源组成,每一部分都需要固定在打印机结构上,考虑到现有的打印机结构,正好可以将所有光路部分放置在机器的底层。此部分需要注意的是整体必须无漏光。
4.2.1 液晶屏及菲涅尔透镜定位
一方面,液晶屏需要与菲涅尔透镜贴的足够近,这样以保证UV光源的强度;另一方面,两者又不可以直接接触,需要给光路留一点空间,如图11、12所示。(中间留出了一定的厚度)
由于最终的光源是UV灯,需要将原本屏幕的LED背光源拆除,只留下最上面一层屏幕。同时LED背光的电源是从40pin的排线上接出来的,也需要将其拆除,图13为屏幕排线接口位置。

图11 透镜固定位置

图12 液晶屏固定位置
图13 屏幕排线出口
4.2.2 遮光罩
利用FDM型3D打印机打印出遮光罩并进行整体避光处理,如图14所示。考虑在遮光罩最外面再缠绕一层黑色绝缘胶带,同时保证与上面透镜固定结构连接处一定不可以有漏光。
为了防止光能量的流失,还需要对四周进行避光处理,先在内层喷涂了一层银色喷漆,外层填上一层原子灰填缝,最后在最外层缠上一层黑色电工胶带封口,如图15所示。
4.2.3 显示屏和遮光罩的组合
由于菲涅尔透镜的焦距非常短,屏幕距离透镜越远,聚光的效果就会越差,因此需要尽可能将屏幕和透镜贴近以保证透光的强度,但又不能直接接触。由于透镜是从下部固定于遮光罩顶面的底部,所以这里就将屏幕直接贴合在遮光罩的顶面的顶部,这样就隔出一定距离,图16为贴合后的成品。

图14 打印好未进行避光处理的遮光罩

图15 避光处理后的遮光罩

图16 贴合之后的屏幕与遮光罩
4.2.4 第一次光路点亮测试
对改装后的光路系统进行第一次点亮,结果发现,遮光罩顶部屏幕四周的漏光还是比较严重,这将严重影响最后的成型效果,甚至可能固化不该固化的部分,如图17、18所示。于是对此处进行下一步改进。
4.3 光路部分的完善
经过第一次测试,发现由于遮光罩为3D打印件,顶部还是存在有漏光的现象,如果在打印过程中发生漏光而置之不理,必然就会导致光线照射到不需要固化的区域,严重时就会导致打印失败。于是,利用黑色泡棉胶和绝缘胶带对顶部漏光部分进行二次遮挡,图19为最终成品。这样,便可以完全的杜绝漏光的现象,也就不会发生因为漏光而造成的打印失败事件。

图17 初步连接后的光路

图18 给显示屏供电之后的光路

图19 二次遮挡完成的遮光罩
4.4 结构改造

图20 变形的Z轴
通过仔细观察,发现由于Z轴滑块与丝杠固定件结构设计缺陷,引起结构变形,导致两边的光杆并不平行,使得滑块在光杆上移动时阻力越来越大,从而引起移动卡涩,图20为缺陷部位。鉴于此,特提出改造方法。
4.4.1 整体拆除并更换其整个Z轴(包含电机)
我们从另一台FDM打印机上拆下相关结构,整体移植到这台打印机上去,由于两种打印机的Z轴作用基本一致,因此整体结构不用改变,只需将Z轴固定在机器的结构上,同时将平台固定在滑块上。
4.4.2 Z轴与机器固定的结构件
总体分为上下两部分,用FDM型打印机打印出所需结构,分别固定Z轴的上下两端,如图21~图24所示。

图21 Z轴顶部固定结构

图22 Z轴底部固定结构

图23 丝杠、光轴与平台连接部分特写

图24 平台
改造后打印机的结构稳定,引入更合理的设计理念,克服了原本结构的缺陷,打印效果甚好,图25为打印机改造成品图,图26为用改造后打印机打印的作品,可以看出,打印质量明显强于改造前。

图25 改造完成的打印机成品

图26 用改造后打印机打印的作品
5 关键技术
5.1 LCD成像
对于整台LCD打印机的结构,核心部件当然是LCD的成像部分,成型尺寸取决于选择的LCD液晶屏的尺寸,成型件的精细度则取决于液晶屏的分辨率。而目前市面上高分辨率的屏幕通常为2K、4K,这类屏幕的优点就是分辨率高,但缺点是尺寸较小。本台机器由于装配精度等因素的影响,在成型精细度上已经失去了优势,于是在最终选择的时候索性直接抛弃高分辨率,而保证了成型尺寸,所以最后选择了7寸1080P的液晶屏。对于液晶屏也需要进行改造,必须要去除液晶屏原本的背光板,由于在出厂时这些都是整合在一起的,同时液晶屏也是易碎零件,所以在改造时需要小心细心,稍有不慎就会弄断屏幕排线或者压碎屏幕,导致整块屏幕的报废。
5.2 光源
LCD打印机采用的是波长为405nm的UV光,在光源的选择上就将范围缩小,同时为了保证固化的强度,对于光源功率的要求也会更加苛刻。最终选择了30W的LED光板作为光源,如此一来就需要加装一套专门的供电电路。提供LED工作所需的36V电压。对于电路的连接和布置都需要仔细的考量。
5.3 光路部分
由于这台3D打印机完全是依靠光照来进行固化,对于光照强度就有着比较高的要求,除了在光源上保证足够的强度之外,光路的密闭性也是很重要的影响因素。如果存在漏光,必定会对光照强度造成损失。另外,漏光还有可能会对打印过程产生影响,造成不必要的固化,毁掉整个打印过程。所以,保证光路的密闭性是至关重要的。
6 总结
综合整个改造过程,收获颇丰,达到了预期目的。
(1)优化了原有机器,提升了打印质量。通过简单的光路和结构改造,克服了原有打印机的缺陷。不仅降低成本,改装还方便,只需要拆除普通液晶屏的背光部分,将光源改成UV光,留下液晶部分及前后两层偏振膜即可。通过实验表明,改装后的设备试运行效果优于之前。
(2)提升了团队成员自行设计组装能力。此机器的改造过程均由团队师生自行拆装、自行设计,所需零部件大部分都是通过FDM型3D打印机打印完成。既培养了团队师生的团结协作能力,又锻炼了高职学生的创造技能和动手技能,使学生不仅会使用机器,还具有研究改造机器的能力。
猜你喜欢
影像视觉(2021年12期)2021-12-14
影像视觉(2021年1期)2021-01-27
液晶与显示(2020年8期)2020-08-05
液晶与显示(2020年5期)2020-05-06
家庭影院技术(2020年2期)2020-03-25
山东工业技术(2017年20期)2017-10-17
三联生活周刊(2017年37期)2017-09-11
中国惯性技术学报(2017年1期)2017-06-09
科教导刊·电子版(2016年36期)2017-04-22
启蒙(3-7岁)(2017年9期)2017-02-26