
皮带运输机跑偏装置设计改进
2018-11-05 05:59冀亚伟
机械研究与应用 2018年5期
冀亚伟
(长治经坊煤业有限公司,山西 长治 047100)
0 引 言
煤矿开采环节皮带输送设备发挥的作用极为关键,皮带输送设备在运行阶段发生概率最大的故障便是皮带跑偏。随着煤炭开采工艺与技术的进一步革新与发展,皮带运输设备也逐渐朝着大型化方向发展,在皮带自身长度值逐步增加情况下,导致皮带输送设备发生跑偏概率进一步变大。皮带运输设备一旦出现了跑偏,会对皮带输送设备造成极为不利影响,严重时会影响整个生产线正常运行,因此,应当更加全面与准确地针对皮带跑偏问题加以分析探讨,以期能更加及时准确地处理解决皮带跑偏问题,确保皮带输送设备运输的安全性。
1 皮带输送设备跑偏问题概述
皮带输送设备发生跑偏问题会遵循下列三个原则,即跑紧不跑送、跑高不跑低、跑后不跑前。只要皮带输送设备不同位置处的张力存在一定差异,那么,皮带便朝着张力相对大位置进行偏移。要是皮带输送设备不同位置处的高低存在一定差异,皮带便朝着相对高位置进行偏移。要是托辊支架结构在实际安装过程中和皮带输送设备运行方向垂直平面未保持一致,其中一端位置在前另一端在后,那么皮带便朝着靠后位置进行偏移。
皮带输送设备跑偏预防及纠正措施有以下几方面:
(1) 安装皮带输送设备过程中,一定要确保驱动滚筒装置、改向滚筒装置及托辊支架装置更为精准。
(2) 购进皮带输送机设备应当选择品质优的皮带,皮带厚度要保持一致,表面有较高平整度,不存在松边问题,同时在皮带连接部位利用多层阶梯斜借口的方式完成连接。
(3) 在皮带跑偏过程中,由于其会遵循跑紧不跑松这一原则,把驱动滚筒装置以及改向滚筒装置改造为鼓状结构,这便能够确保皮带输送设备运行时可实现自找中心功能,避免出现跑偏问题,尽可能保障将跑偏控制于设定范围中。
(4) 皮带输送设备张紧机构的调节过程中,会利用重力配重调节方式和机械螺杆调节方式,如此确保对皮带输送设备不同侧面位置张力进行调节,确保皮带输送设备在运转情况下的皮带跑偏调节。
(5) 滚筒装置调节是把滚筒装置轴承座高低位置孔结构设计为长孔结构,这样滚筒装置两端位置高低值可调节,确保有效调整皮带输送设备的跑偏出现。
(6) 对托辊支架结构进行调节是针对托辊结构中心线以及皮带方向,改变两者之间的夹角,从而调节皮带输送设备的跑偏方向,确保达到纠正皮带跑偏问题。也可借助于调整托辊结构不同端面高度差值,按照皮带输送设备跑遍遵循跑高不跑低这一原则,确保有效纠正皮带输送设备跑偏问题。
上述纠正跑偏方法基本上均是采用手工方式针对跑偏问题加以调整,这对整个生产线的运行状况以及效率影响不利,不仅耗费较多时间,需要投入大量人力及物力,纠偏过程中要求反复调整,对检修及维护人员要求高,需要拥有较为丰富的实践经验,并且需要掌握充足的维修知识以及技能。皮带输送设备的滚筒装置、托辊装置以及机架装置等在安装过程中精准度要求高,实际加工过程中所需成本费用也大。
2 皮带输送设备跑偏装置改进设计
2.1 皮带输送设备自动纠偏装置结构
此次所设计的皮带输送自动纠偏装置中由两个纠偏托辊装置和一个跑偏位置控制装置组成。实际安装过程中,将皮带纠偏托辊装置安装在靠近在驱动滚筒装置以及改向滚筒装置附近,在驱动滚筒装置附近和纠偏托管装置固定位置相邻处安装上跑偏位置控制装置,具体安装示意图如图1所示。
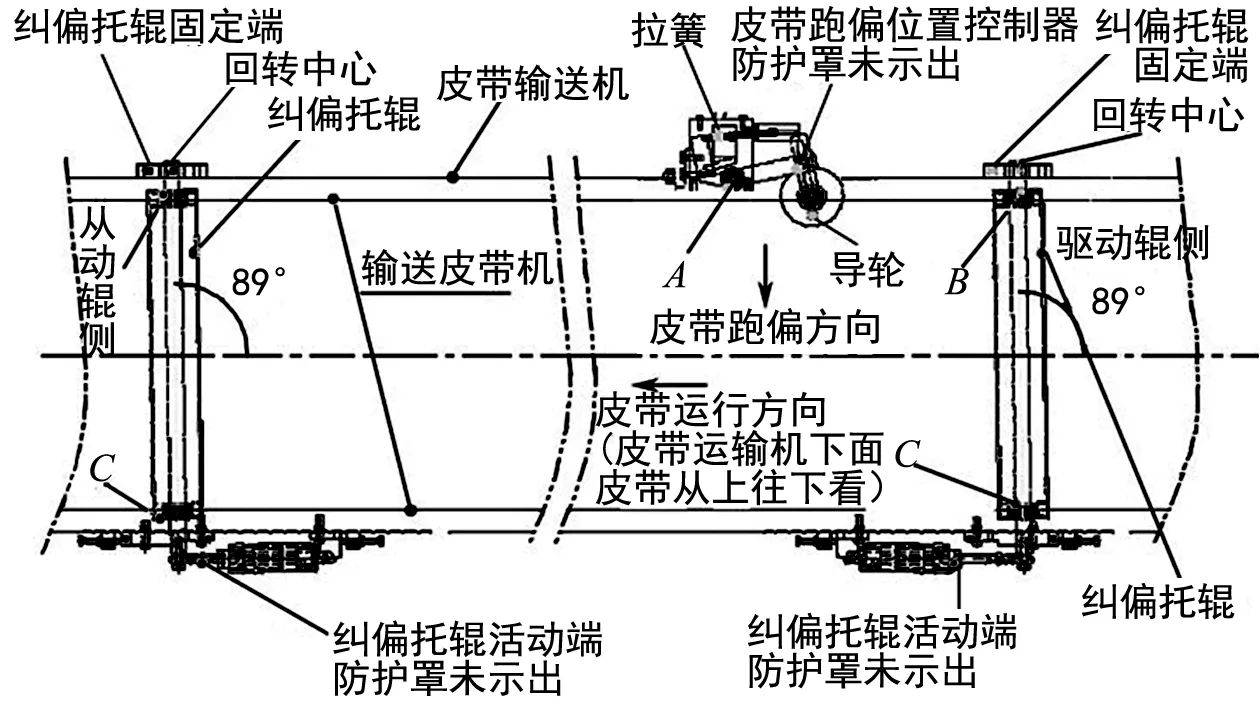
图1 皮带纠偏装置安装位置以及跑偏示意图
将纠偏装置中的托辊部件,在其固定端位置处和机架结构位置处支承板采用铰接方式连接,这样确保纠偏托辊部件受到调节端位置处气缸推力作用时,能够以固定位置处铰接点作为支点完成旋转操作,使托管位移一定的角度。如此,纠偏托辊部件的调节端位置在受到气缸推动下便能够改变托辊部件和皮带输送方向之间夹角,对皮带跑偏问题进行自动纠正。
2.2 皮带跑偏纠正原理以及运行过程分析
皮带输送设备气动纠偏原理如图2所示。皮带输送设备接上电源设备后,启动运行,Y5电磁阀装置此时为失电状况,皮带输送设备中皮带依据供料方向持续运行,此时跑偏监测设备中位置监测装置的导轮部件与皮带输送设备的皮带未出现接触,受到弹簧的拉力作用控制装置此时在初始状态,具体见图2。
控制装置中E12换向阀门的阀芯此时处在压缩状态,纠偏托辊装置活动端位置处的活塞杆在右侧部位。此情况下纠偏托辊对应的中心线和皮带输送设备皮带运行方向的角度值为91°左右,依据皮带输送设备在发生跑偏问题所遵循的跑后不跑前这一原则,此情况下皮带输送设备中皮带发生跑偏时会朝着导轮位置处偏移,皮带跑偏达到一定程度后便与导轮接触,使导轮同时运动,导轮运动会使连杆运动,使得其以A作为中心位置沿着逆时针方向旋转,此时监测装置会发出指令,使得气路出现自动换向操作,确保活塞杆部件在气缸作用之下朝着左侧一端移动,此时便能保纠偏托辊的中心线和皮带输送设备的皮带运行方向所呈角度转变为89°,具体如图3所示。
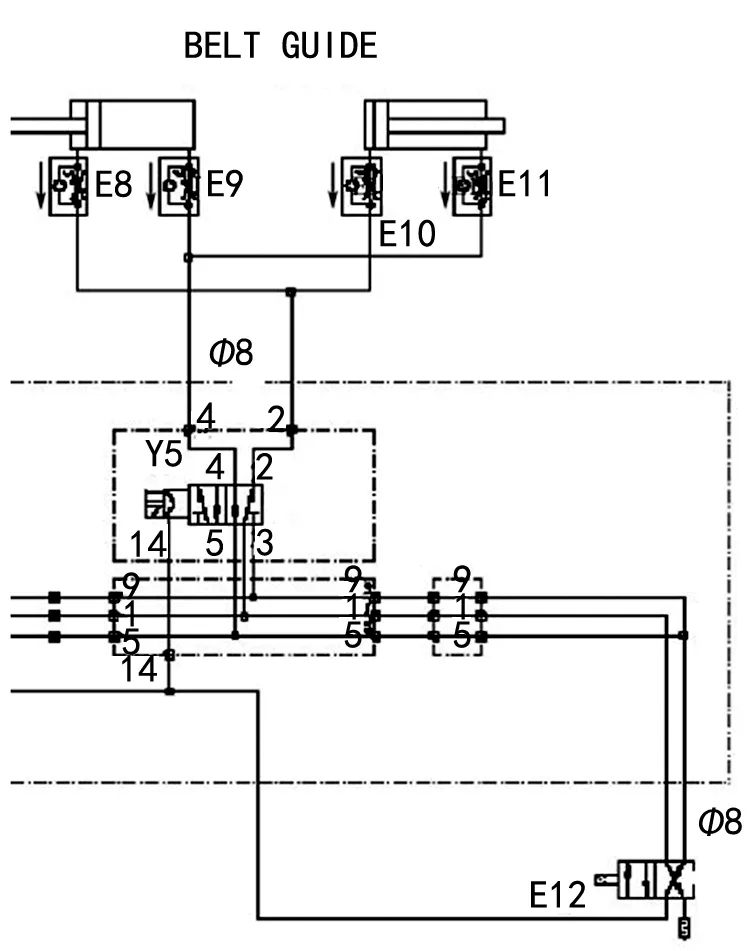
图2 皮带输送设备气动纠偏原理示意图

图3 皮带输送设备纠偏示意图
依据皮带输送设备发生跑偏问题遵循跑后不跑前原则,此情况下皮带输送设备中皮带跑偏时也是会朝着远离导轮位置处偏移,皮带跑偏问题逐渐纠正过程中,此时皮带便与导轮逐步脱离,受到弹簧拉力作用影响,检测装置中连杆部件会压缩换向阀,从而确保了E12换向阀门能够完成气路转换操作,使活塞朝着右侧一端位置移动,确保纠偏托辊部件对应的中心线和皮带输送设备中皮带运行方向的角度值依旧保持91°左右,便能确保对皮带跑偏问题有效纠正。
皮带发生跑偏及纠偏过程中,会使导轮不断受到推动及松开作用影响,此时会使杠杆往复被压缩及释放,使纠偏托辊部件出现来回的摆动操作,使纠偏托辊部件对应的中心线和皮带输送设备之中皮带运行的方向所呈角度值一致处于89°~91°范围的波动,如此能自动、连续的纠正皮带输送设备的跑偏问题。
2017年以来通过此皮带跑偏自动纠正装置的改进和应用之后,实现了输送带跑偏的动态管理,减少了皮带输送机故障发生率,延长了输送带使用寿命,降低了输送机使用维修费用。笔者所在矿井的皮带输送设备跑偏纠正效果非常理想,未出现过一起皮带跑偏事故,保证了正常的煤炭开采作业运行效率,同时,此项技术也在兄弟煤矿之中广泛推广应用,取得了良好应用效果,具有极大的推广应用价值。
3 结 语
皮带跑偏问题是皮带输送设备中常见的故障问题,因此,对皮带输送设备维护以及检修中要求进一步强化皮带跑偏问题防范意识,防止由于皮带跑偏导致停产及危害安全事故的发生。另外,还需要进一步优化皮带跑偏技术,通过对先进技术以及装置的应用和改进,确保皮带跑偏问题能够得以有效解决,为煤矿生产效率进一步提升提供可靠保障。
猜你喜欢
机械管理开发(2020年11期)2020-04-15
轨道交通装备与技术(2019年3期)2019-07-29
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
公民与法治(2016年4期)2016-05-17
中国自行车·骑行风尚(2015年6期)2016-01-28
同煤科技(2015年2期)2015-02-28
河南科技(2014年22期)2014-02-27
河南科技(2014年14期)2014-02-27
河南科技(2014年12期)2014-02-27
