
精裱纸盒双边自动铆接机设计与开发
2018-11-05 03:59王纯贤骆臣勇胡明月许烁
机械 2018年10期
王纯贤,骆臣勇*,胡明月,许烁
精裱纸盒双边自动铆接机设计与开发
王纯贤1,骆臣勇1*,胡明月2,许烁1
(1.合肥工业大学 机械工程学院,安徽 合肥 230009; 2.安徽华艺印刷包装有限公司,安徽 宣城 242074)
针对目前工艺精裱纸盒生产线中精裱纸盒盒体与盒底单边铆接所存在的劳动强度大、生产效率低、质量不稳定等问题,设计开发了精裱纸盒双边自动铆接系统。在总体结构设计的基础上,重点介绍了动力传动系统、纸盒输送装置、铆钉自动供给装置和铆接执行装置的设计。根据设备的控制要求,开发了基于PLC的控制系统,给出了控制流程和人机操作界面。实际应用表明,所设计开发的双边自动铆接机有效的提高了铆接装配质量和效率,降低了劳动强度和生产成本,性能稳定可靠,适合于精裱纸盒的大批量生产。
精裱纸盒盒体与盒底;双边铆接;结构设计;PLC控制
精裱纸盒是食品、饮料、酒类、医药、电子等行业产品配套的重要包装产品,其形状和结构根据所包装的产品和工艺设计表现为各种形态[1]。图1是某印刷包装企业生产的酒类精裱纸盒结构,生产中需要用铆钉将盒体底部与盒底金属板在两侧铆接起来。以往采用单边铆接机[2]进行铆接装配,生产中精裱纸盒盒体和盒底经压配、卷边工序后,由传送带传送过来,操作人员手工拿起精裱纸盒,用单边铆接机对盒体和盒底的一侧进行铆接,之后手工翻转精裱纸盒,再对另一侧进行铆接,最后手工放到传送带上传递到下一工序。由于单边铆接机自动化程度低,操作中需要不断进行手工辅助,因此劳动强度大、生产效率低、成本高,严重制约着企业的生产产能。针对这一问题,从整体结构、关键机构、控制系统方面,对全自动双边铆接机进行了较为全面的设计开发。
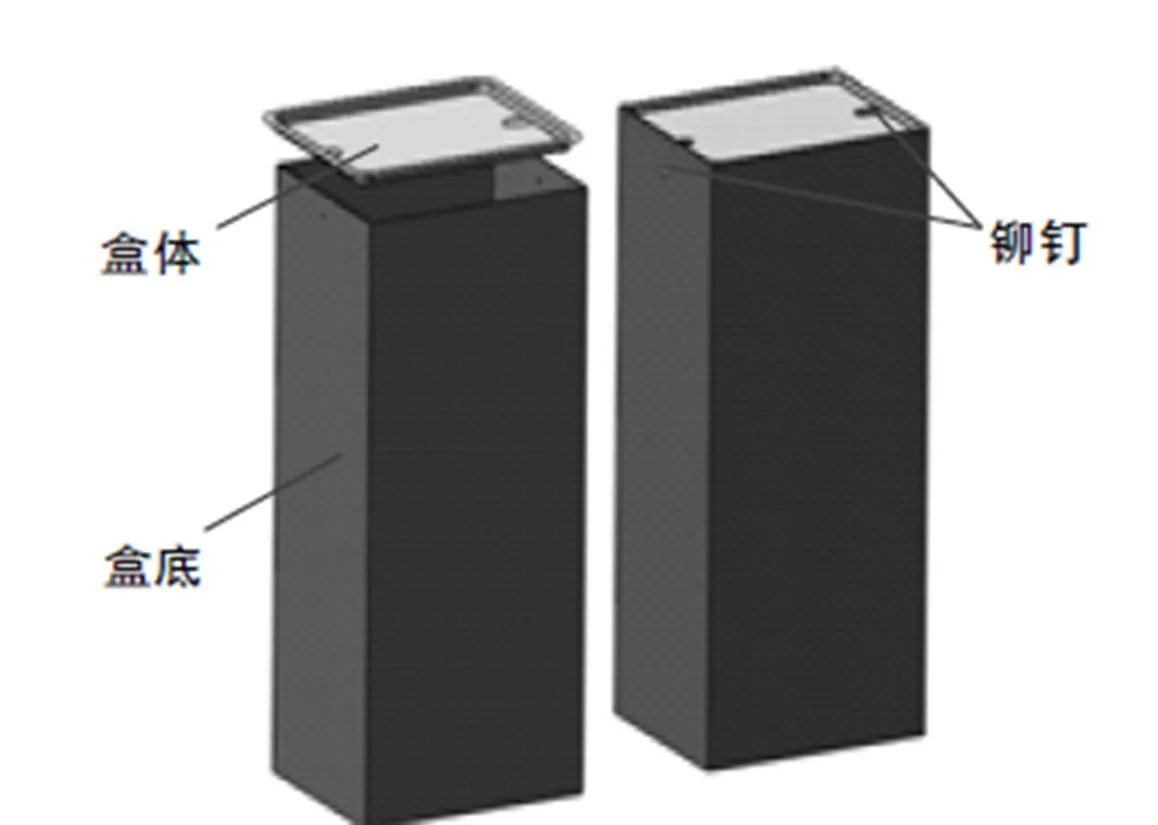
图1 精裱纸盒盒体与盒底双边铆接结构
1 总体结构设计
如图2所示,双边自动铆接机主要由纸盒输送机构、定位夹紧机构、铆钉自动供给装置和铆接执行机构组成。
自动运行模式下,工作过程为:精裱纸盒柔性自动生产线上,上道工序的自动卷边机输送机构将经过卷边的精裱纸盒传递到纸盒准备位置。双边铆接机检测到该位置有待铆接的精裱纸盒,则通过纸盒输送机构夹紧纸盒,并沿纸盒输送滑道将纸盒传递到纸盒铆接位置,此时如果纸盒铆接位置已有铆接过的纸盒,则输送机构自动将该纸盒传送到铆接完成位置,供下道工序设备取走。在纸盒铆接位置,控制系统检测到有待铆接的纸盒,则顶起气缸将纸盒顶起到铆接定位夹具中,之后电磁离合器结合,电机通过带传动,将运动和动力传递到铆接执行机构,完成双边铆杆动作。铆接过程中,铆钉由铆钉自动供给装置传送到两侧待铆接位置。

图2 双边自动铆接机总体结构
2 关键机构设计
2.1 动力传动系统设计
如图3所示,双边自动铆接机主传动系统由三相异步电机提供动力,通过带传动实现减速,大带轮起到飞轮的作用,通过电磁离合器,控制主轴的结合和分离[3]。

图3 动力传动系统结构
左右两侧的动力传递和铆接动作完全相同。以左侧为例,主轴的运动和动力通过安装在主轴上的左偏心轮和滚子从动件,推动左移动凸轮前后运动,左弹簧1保持左偏心轮和滚子的接触。左移动凸轮通过滚子从动件推动左推杆左右运动,带动左铆杆实现铆接动作。左弹簧2保持滚子和移动凸轮始终保持接触。左、右弹簧1和2能够在电磁离合器脱离主轴运动后,起到制动作用。
2.2 纸盒输送装置设计
纸盒输送装置主要由直线滑台模组[4]、随动气缸、随动拨杆、前后限位板和传感器组成(图4)。直线滑台模组带动随动气缸和随动拨杆直线运动,随动气缸驱动拨杆前后运动,实现对纸盒的夹紧和松开动作。通过前、后限位板和随动拨杆的夹紧动作,保证了纸盒直线移动时各个位置的准确性。三个位置传感器分别用于检测纸盒准备位置、纸盒铆接位置、铆接完成位置的纸盒状态。
2.3 铆钉供给和铆接执行机构设计
铆钉供给和铆接装置为左右对称结构(图5)。以左侧为例,铆钉自动供给装置主要由调速电机、料斗、分钉盘、滑道、分钉气缸和铆钉检测传感器组成[5]。调速电机带动分钉盘转动,使从料斗中放入的铆钉,在分钉盘内部从散乱的状态下获得定向排列,在重力作用下,落入并整齐排列在滑槽中,通过前后两个分钉气缸,将铆钉逐个送入鸭嘴机构中。分钉气缸有前后两个,通过擒纵动作,保证每次只有一个铆钉进入鸭嘴机构,并通过铆钉检测传感器判断铆钉是否进入。
铆接执行机构主要由铆杆、安装在固定板上的静铆头、鸭嘴机构、盒口定位夹具、抬起气缸和纸盒位置传感器组成。工作时,由抬起气缸顶起纸盒进入盒口定位夹具,纸盒位置传感器检测到纸盒位置正确后,铆杆运动,将鸭嘴机构中的铆钉穿透盒体和盒底侧边,位于铆杆头部和静铆头之间的圆头半空心铆钉尾部空心柱体,在挤压力作用下切割分开形成花瓣结构,完成铆接动作。之后,抬起气缸下降,带动铆接好的纸盒回到初始位置。

图5 铆钉供给和铆接装置结构
3 控制系统设计
3.1 控制结构和硬件设计
精裱纸盒双边自动铆接控制任务主要有:
(1)铆接过程中的自动检测。包括对纸盒位置的检测,判断纸盒是否到达指定位置,并对检测的结果进行处理,根据处理结果控制执行机构执行相应的动作。
(2)执行机构的协调控制。主要包括主电机、分钉盘调速电机和直线滑台模组步进电机驱动系统的控制[6]和各执行气缸电磁阀的动作控制,使各执行机构按照规定的动作要求,相互配合完成自动铆接动作。
由于PLC安全可靠,抗干扰能力强,适合工业现场使用[7],因此系统采用PLC作为控制核心,并采用触摸屏作为人机界面,实现对设备的参数设置和调试[8]。控制系统硬件组成如图6所示。

图6 控制系统硬件组成
3.2 PLC选型和控制流程设计
PLC的I/O地址分配和功能如表1,系统控制流程如图7所示。

图7 PLC控制流程图

表1 PLC的I/O分配
双边自动铆接机有9个数字量输入、11个数字量输出,因此选用某小型PLC作为控制核心。该PLC包含16点输入、16点输出,可以满足使用要求,而且输入输出留有一定的余量,方便以后控制系统的扩展[9]。
控制系统通过PLC和触摸屏通信,提供人机交互操作手段[10],实现参数的设置、运行模式选择、设备状态显示、故障报警提示等功能,如图8所示。
4 结束语
针对采用单边铆接机进行精裱纸盒盒体与盒底双边铆接时所存在的劳动强度大、生产效率低、成本高等问题,从整体结构、动力传动系统、纸盒输送装置、铆钉自动供给装置、双边自动铆接装置、控制系统等方面对全自动双边铆接机进行了较为全面的设计和开发。实际应用表明,所设计的双边自动铆接机集纸盒的输送、定位、双边同步铆接功能于一体,自动完成盒体与盒底的铆接工序,提高了装配质量和效率,降低了劳动强度和生产成本,运行可靠,适用于精裱纸盒的大批量生产,有效提高了企业的生产产能。
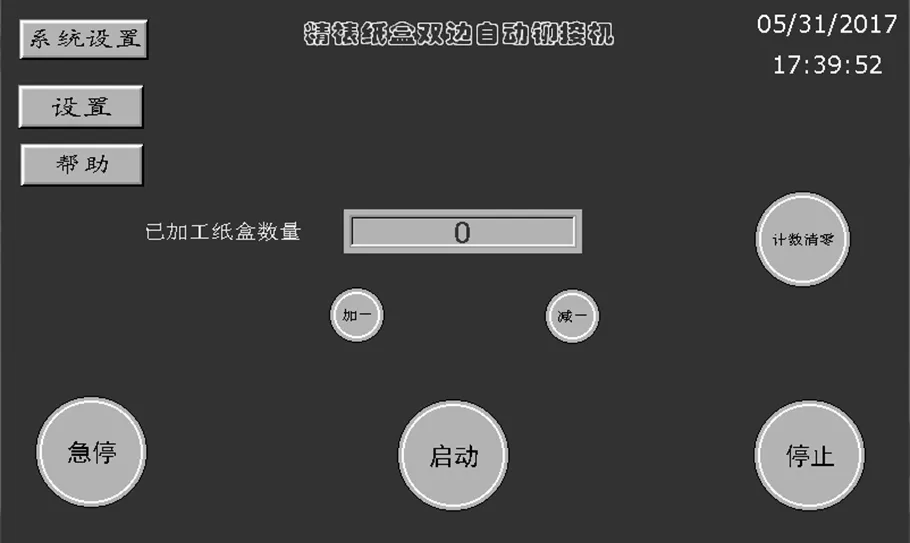
图8 系统操作主界面
[1]王艳. 彩盒行业发展趋势及市场分析[J]. 湖南造纸(行业发展),2012(3):3-6.
[2]苏桂平. 铆钉机的自动供钉装置[P]. 中国:CN 201227678,2009.04.29.
[3]张展. 电磁离合器制造技术方法及应用[M]. 北京:机械工业出版社,2014.
[4]廖伟强,何佳兵,李丽秀,等. 步进电机驱动滚珠丝杠传动分析与应用[J]. 机械传动,2014,38(12):171-173.
[5]李菡. 基于双机器人协同的自动钻铆终端执行器及其自动供钉装置的设计与研究[D]. 杭州:浙江大学,2009.
[6]李国厚. 步进电机驱动与控制系统的设计[J]. 煤矿机械,2008,29(2):114-116.
[7]王起. 论PLC、单片机、工控机在工业现场中的应用及选用方法[J]. 轻工科技,2011,27(1):60-61.
[8]周鸿杰,骆敏舟,李涛,等. 基于PLC的工业取料机械手系统设计[J]. 工业仪表与自动化装置,2010(3):50-52.
[9]张悦. 台达ES/EX/SS系列PLC应用技术(第2版)[M]. 北京:中国电力出版社,2015.
[10]周绍辉. 基于PLC的污水站在线监控系统设计[J]. 机械,2016(10):59-62.
Design and Development of Bilateral Automatic Riveting Machine for Refined Carton
WANG Chunxian1,LUO Chenyong1,HU Mingyue2,XU Shuo1
(1.School of Mechanical Engineering, Hefei University of Technology, Heifei 230009, China; 2.Anhui Huayi Printing & Packing Company, Xuancheng 242074, China)
A bilateral automatic riveting system for the body and bottom cover of the refined carton was designed and developed in this paper to solve the problem of labor intensity, low production efficiency, and unstable quality by means of unilateral riveting in current refined carton production lines. The overall structure design is present, and the design of power transmission system, carton delivery device, rivets automatic supply device and riveting execution device are introduced. According to the control requirements of the equipment, a control system based on PLC was developed, and the control flow and Human Machine Interaction were present. The practical application shows that the developed bilateral automatic riveting machine improves the quality and efficiency of the riveting assembly effectively, and labor intensity and production cost reduced. The equipment developed has the advantages of stable and reliable performance, and is suitable for mass production of refined cartons.
body and bottom cover of refined carton;bilateral riveting;structural design;control based on PLC
TH6
A
10.3969/j.issn.1006-0316.2018.10.009
1006-0316 (2018) 10-0039-05
2018-02-06
2016年安徽省企业发展专项:年产3000万只工艺精裱纸盒柔性生产线技术改造项目(20161503)
王纯贤(1962-),男,内蒙古赤峰人,博士,副教授,主要研究方向为CIMS、自动化加工、数字化设计与制造技术。
骆臣勇(1991-),男,安徽芜湖人,硕士研究生,主要研究方向为机电控制与自动化。
猜你喜欢
小资CHIC!ELEGANCE(2022年3期)2022-01-11
动漫界·幼教365(大班)(2021年1期)2021-04-06
动漫界·幼教365(大班)(2020年11期)2020-12-22
装备制造技术(2020年2期)2020-12-14
实用临床护理学杂志(电子版)(2020年43期)2020-11-17
消费导刊(2020年33期)2020-08-27
中国林副特产(2020年1期)2020-04-16
少年漫画(艺术创想)(2019年5期)2019-09-18
科技风(2018年34期)2018-05-14
科技创新与品牌(2017年4期)2017-05-12
