
可变速送罐三片罐电阻焊设备研发
2018-11-01 05:21陈冠宝吴江锐郁惠民徐红宇
机械设计与制造工程 2018年10期
陈冠宝,吴江锐,郁惠民,杨 帆,徐红宇
(1.浙江金鹰食品机械有限公司,浙江 舟山 316100) (2.浙江海洋大学船舶与机电工程学院,浙江 舟山 316022)
目前,随着水产品罐头需求量的大幅增长,我国正在加快开发水产品罐头等即食型功能食品,这给我国的三片罐电阻焊机带来了巨大的发展机遇。三片罐电阻焊的工作过程是,送罐机构在接收罐身后将其准确送入上、下焊轮进行电阻式焊接。电阻焊靠焊接电流流过带电阻的被焊导体材料(马口铁),使之产生热量让搭接处马口铁变成塑熔状态[1]。马口铁上的电镀锡层可以促进金属铁的扩散,使得在较小的能量下,两片马口铁更容易地被焊在一起[2]。
目前能够开发、生产三片罐电阻焊机的有瑞士、意大利、美国等发达国家[3]。瑞士苏德罗尼克公司的FBB-500型电阻焊机的焊接速度为500罐/min,瑞士菲尔公司的SSW21型电阻焊机的焊接速度为500罐/min,而意大利西弗莱尼公司的FS442型电阻焊机的焊接速度已经提高到600罐/min,真正实现了快速焊接,而且可靠性很高[4]。
自20世纪80年代初起,我国通过引进消化吸收、引进散件组装和自行设计方法来研发、制造电阻焊机,但与发达国家生产的产品相比在技术水平、加工能力和性能上还存在一定的差距[5-6]。例如焊机送罐机构送罐时对罐身冲击过大导致罐体裂口、焊机送罐速度低于焊接速度使得罐身两端不齐、焊机轮系的稳定性不足和铜线压扁尺寸的波动影响了铁罐的焊接精度、罐身焊接时搭接不稳定影响了加工精度等。为了更好地解决上述问题,本文采用可变速送罐机构、稳定的焊接轮系、新型铜线压扁机构和定径规,提高了焊接精度,保证了马口铁三片罐的加工精度和质量。
1 可变速送罐机构的研发
可变速送罐机构的主要功能是将输送链输送过来的罐身准确、稳定地送入焊轮进行焊接。以前电阻焊机的送罐方式为往复摆动送罐,速度恒定,不同的罐型会发生因冲击过大导致罐体裂口或送罐速度低于焊接速度导致罐身两端不齐等问题。为了解决该问题,本文采用连杆设计来达到可变速送罐的目的。
本文设计的送罐机构如图1所示。当罐身送进焊轮焊接前,送罐机构会有个减速动作以避免对罐身产生冲击。如果焊接速度较快,电控系统可调节该机构的伺服电机做加速运动以适应焊接速度。与其他的电阻焊机可变速送罐机构相比,本文设计的可变速送罐机构的变速运动既可以使机构本身的速度与输送链的速度匹配,同时又可以平稳输送半成品铁罐。此外,该机构还可以协调半成品铁罐在脱离输送链时的运动速度与焊接速度,将半成品铁罐平稳地送入焊轮焊接。
本文采用可变速送罐机构送罐,可以解决罐身出现裂口或罐身两端不齐的问题,减少了废品罐出现的次数,提高了马口铁三片罐的焊缝质量。
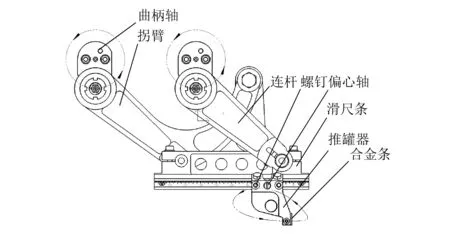
图1 可变速送罐机构
2 稳定焊机轮系的研发
焊机轮系的主要功能是将焊接用的铜线压扁定型、传递动力、改变运动方向和回收焊后铜线。轮系上排布的铜线一方面起清洁作用,可以带走罐头焊缝表层的锡和一些杂物并保持上下焊轮的清洁;另一方面铜线具有良好的导热性,可以带走一些热量,冷却焊轮,提高焊轮的寿命。
传统的焊机轮系由气缸直接张紧,会导致张紧轮在铜线高速运动时剧烈摆动,使整个轮系的压扁轮、切断平衡轮和塔轮电机转速不能稳定,影响了焊接质量。本文对焊机轮系的压扁和切断平衡方式进行了改进,设计了如图2所示的稳定焊机轮系,在压扁平衡轮、切断平衡轮处分别增加模拟量检测开关来检测两轮的位移,然后反馈给这两处电机的变频调速器,自动调节两轮的运行速度,达到和塔轮伺服电机速度匹配,保证焊接质量。同时在轮系中增加了大的冷却铜轮对一次焊接的铜线进行充分冷却来降低铜线的延展量,从而提高焊接精度。
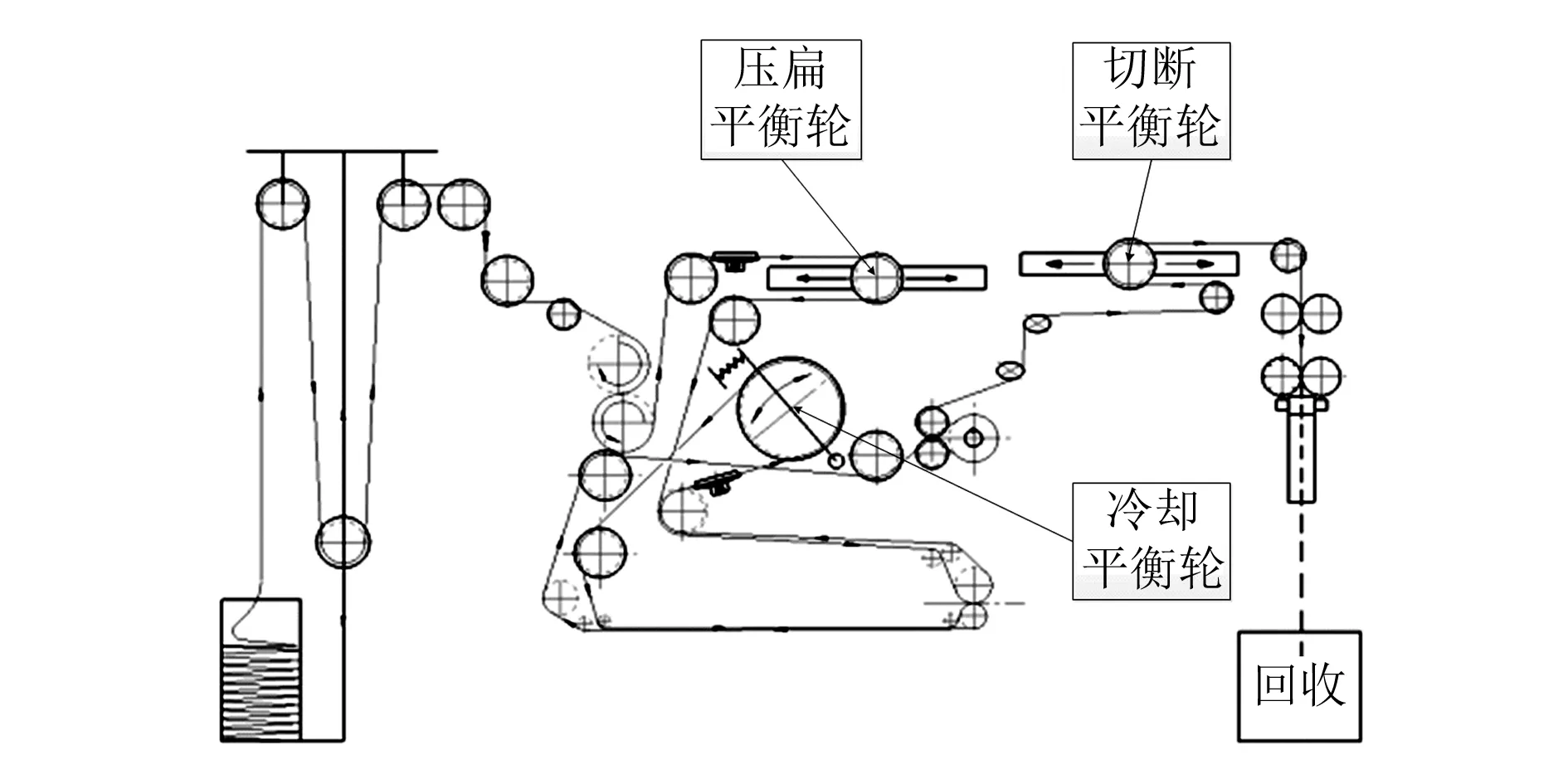
图2 稳定焊机轮系
本文设计的稳定焊接轮系结构可以让铜线稳定地运动,带走杂物和余热,冷却焊轮,提高焊轮的寿命。
3 新型铜线压扁机构的研发
铜线截面尺寸的大小直接影响三片罐的焊接质量。铜线太宽会损坏焊轮槽,并易使铜线与焊轮槽底面接触不良,影响导电;铜线太窄会在槽中左右摆动,使得成铁罐在焊接过程中产生质量问题。以前铜线压扁尺寸波动幅度较大,为了保证铜线的截面尺寸数值恒定,本文设计了如图3所示的新型铜线压扁机构。
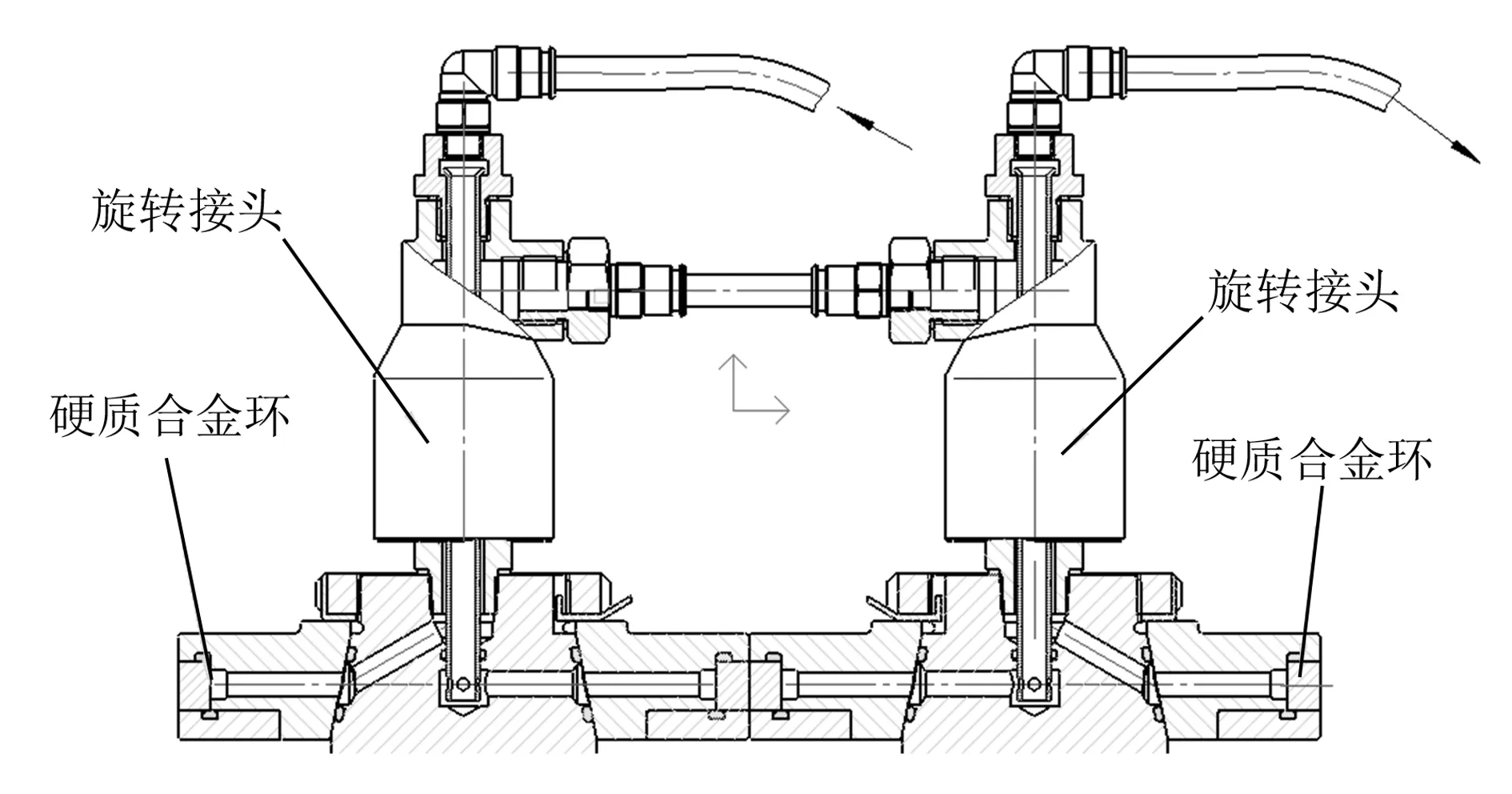
图3 新型铜线压扁机构
两压扁平衡轮间隙变化会导致铜线压扁尺寸波动,进而影响罐体的焊接质量。本文设计的压扁机构压扁平衡轮为硬质合金环,通过两个旋转接头接入低温水进行冷却,避免由于连续高速工作造成压扁平衡轮过热导致间隙变化。该新型铜线压扁机构可通过旋转手轮调节铜丝压扁宽度至合适尺寸。
本文设计的新型铜线压扁机构可以保护压扁轮不至于过热,更好地控制铜线压扁尺寸,使铜线与焊轮接触良好,并且带走三片罐焊缝表层的锡和杂质,从而提高铁罐的焊接质量。
4 新型定径规的研发
定径规是用来校准罐径、保证搭接质量的机构,由可调节凹形轮和导轮组成。定径规可以对罐身的运动速度进行控制,保持罐身运动速度的稳定性,使罐身端部始终靠在推爪上,以接近焊轮的线速度平稳进入焊轮焊接。以前焊接铁罐时难以保证罐身前后搭接量一致,罐径难免有所偏差。焊缝搭接量过大,会造成焊缝补涂困难;焊缝搭接量过小,会造成罐体尾端裂口。为了保证加工精度,保证罐身焊接时搭接稳定,本文设计了如图4所示的新型定径规。
该新型定径规能精准控制和调整搭接量的大小,可以将塔接量控制在0.4~0.6mm之间,从而控制焊缝的质量。当前后搭接量差别较大时,调整定径规使搭接量前后一致,并将搭接量误差控制在±0.1mm之间。转动调节螺钉可以调节定径规的高低,从而调整浮动轮组的压力。
本文采用该新型定径规,通过对焊缝搭接量的精准控制,使焊缝表面变得光滑平整,焊缝的强度和质量都能有所保证。
5 实验
电阻焊机生产速度设为500罐/min,罐身间隔为0.8mm,铜线运行速度为68.1m/min,焊接电流调为42A(初级电流),焊接频率为630Hz。经测验该型电阻焊机正常启动后连续焊接500个罐身运行正常无卡阻。随机抽取两批各10个铁罐,目测焊缝均匀、无漏点。其中一批10个罐身用剪刀将端头焊缝两侧剪开后用钳子夹住撕拉均可将焊缝完整拉下,将拉下焊缝用手弯折3次不断裂,焊缝柔韧度达标。另一批10个罐身用钳子分别夹住焊缝头、尾翻边均未开裂,检测合格。焊接实验现场如图5所示,罐身焊缝如图6所示。
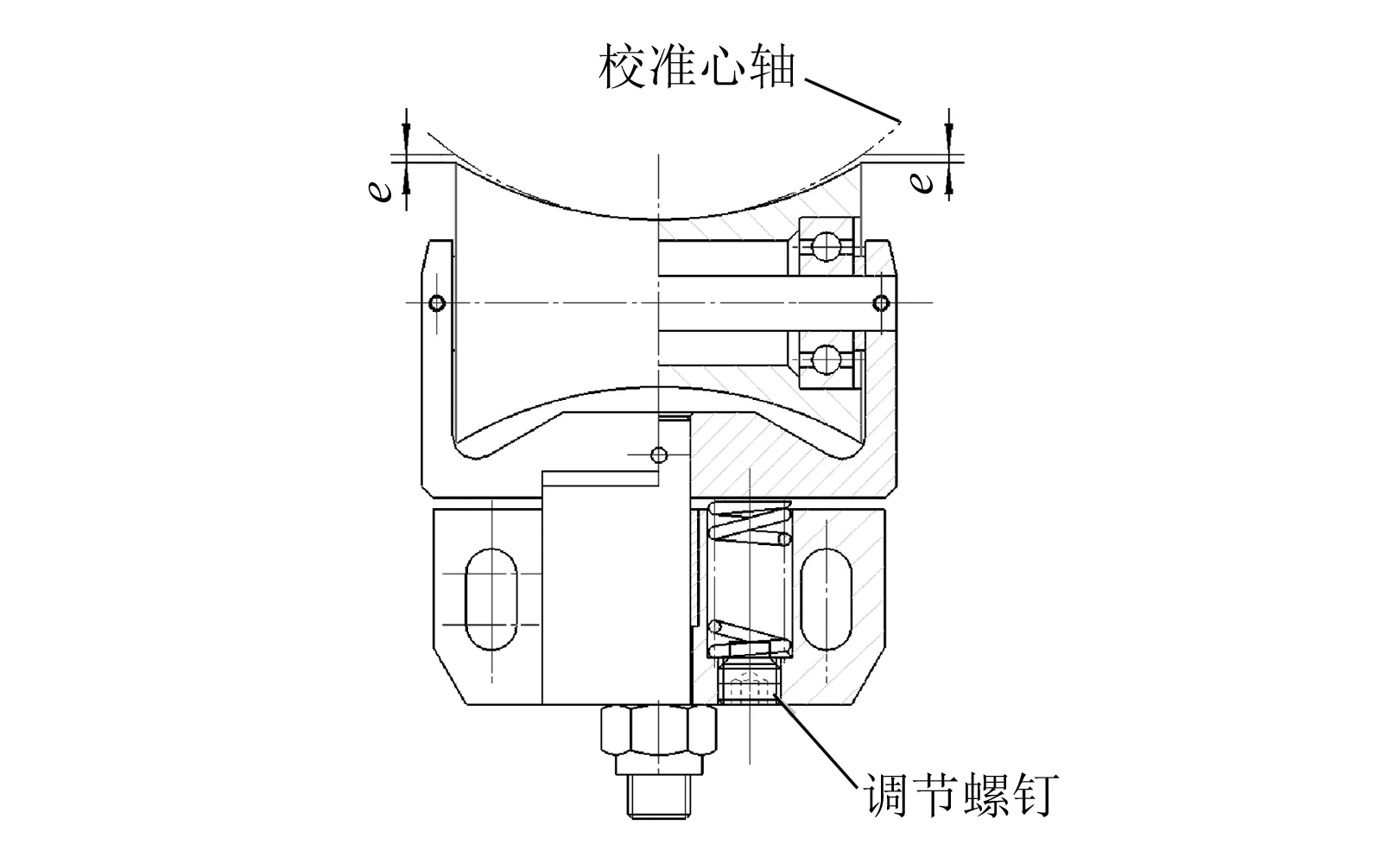
图4 新型定径规

图5 焊接实验现场
6 结束语
本文设计了可变速送罐机构、稳定的焊机轮系、新型铜线压扁机构和定径规,很好地解决了罐身出现裂口、罐身两端不齐、焊机轮系的不稳定性和罐身焊接时搭接不稳定的问题。实验结果表明,铁罐焊缝均匀且光滑平整,罐身没有出现开裂的现象,铁罐的焊接质量较以前有很大的提高。可变速送罐电阻焊设备达到设计要求,大大提升了电阻焊机的工作稳定性,保证了三片罐的加工精度和质量。
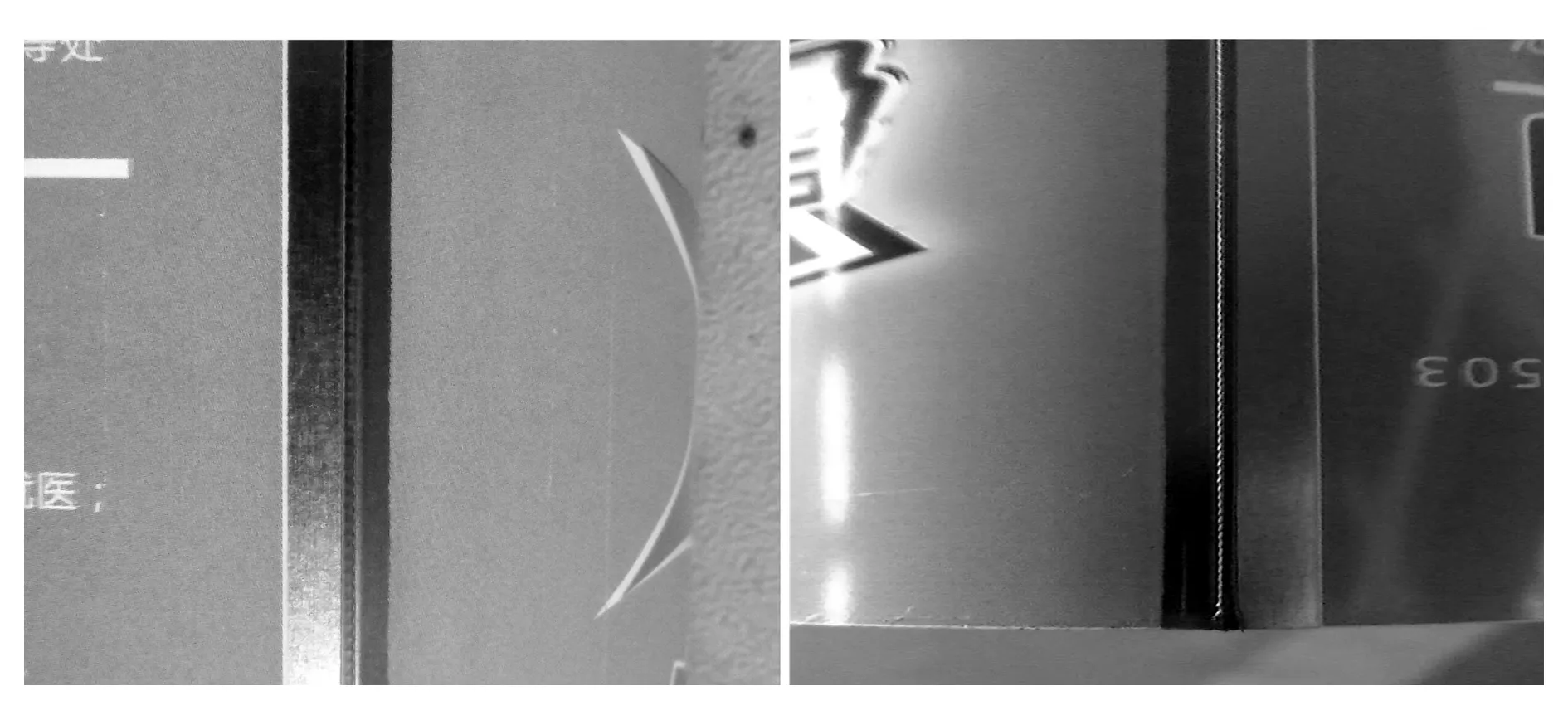
图6 罐身焊缝
猜你喜欢
家庭影院技术(2021年8期)2021-11-02
阅读与作文(英语初中版)(2020年10期)2020-11-06
奥秘(创新大赛)(2020年2期)2020-05-21
钛工业进展(2018年4期)2018-11-22
中小企业管理与科技(2018年7期)2018-11-06
汽车实用技术(2018年19期)2018-10-22
制造技术与机床(2017年7期)2018-01-19
阅读与作文(小学低年级版)(2016年7期)2016-09-21
陶瓷学报(2015年4期)2015-12-17
汽车电器(2014年8期)2014-02-28
