
田湾核电站组件筒体部件自动焊接工艺
2018-10-25 05:41秦国鹏张丽英
电焊机 2018年9期
秦国鹏,张丽英,李 峰
(中核建中核燃料元件有限公司,四川宜宾644000)
0 前言
筒体部件是田湾核电站TVS-2M高燃耗核燃料组件(以下简称2M组件)的关键组成部分之一,它位于核燃料组件的最上端,具体位置如图1所示。筒体部件是核燃料上管座最外面的壳体,起固定保护、吊装定位、控制组件连接口的重要作用。由于筒体部件在整个燃料组件中的重要性,如何降低产品制造难度,提升产品加工精度及质量成为组件零部件生产急需解决的重要问题之一,也是2M组件国产化必须攻克的难点之一。针对上述问题,开展了筒体部件国产化制造中的自动化焊接工艺难点攻关工作。研究成果及其后续的改进工作将对提升用户满意度和产品质量起到积极的推动作用。
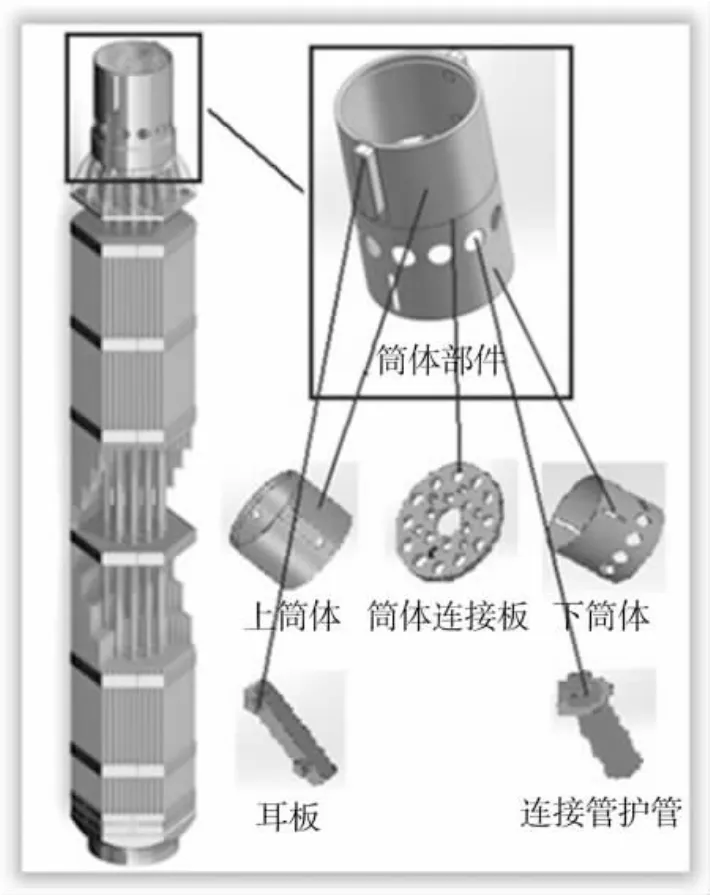
图1 核燃料筒体部件示意
1 筒体部件
筒体部件的组成零件有:1个上筒体、1个筒体连接板、1个下筒体、2个耳板和12个连接管护管。材质为12Х18Н10Т低钴奥氏体不锈钢和ХН35ВТ镍基高温合金[1]。筒体部件的主要连接方式为焊接和铆接,其中焊接结构的材质均为12Х18Н10Т低钴奥氏体不锈钢。筒体部件手工焊工艺整体制造流程如图2所示。
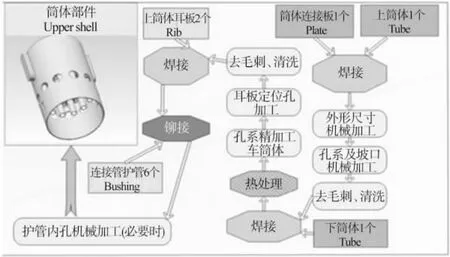
图2 筒体部件制造流程
由于手工TIG焊变形较大,无法实现3个零件一次焊接。筒体部件手工TIG加丝焊工序如图3所示,先焊接上筒体与筒体连接板,然后在焊缝处加工二次焊接坡口,最后焊接下筒体,整个工序共11步。同一位置需经两次焊接,不仅生产周期长,而且两次焊接接头均位于筒体连接板上,影响质量因素多,生产成本和效率均无法满足生产需求,造成了生产工艺技术瓶颈。
筒体部件主要焊接要求:①焊后连接板平面度不超过0.20 mm,筒体部件圆柱面圆度变形不超过φ0.1 mm。②焊缝尺寸:宽度6~10 mm,下凹不超过1 mm。③焊缝外观:4~10放大镜检查,焊缝无未焊到、未焊透、烧穿、灼伤、裂纹、针状气孔、表面气孔、夹钨、非金属夹杂物。④宏观金相(100倍):不允许出现未熔合、未焊透、气孔、裂纹等缺陷。⑤晶间腐蚀倾向:按GB/T 4334执行,无晶间腐蚀倾向。
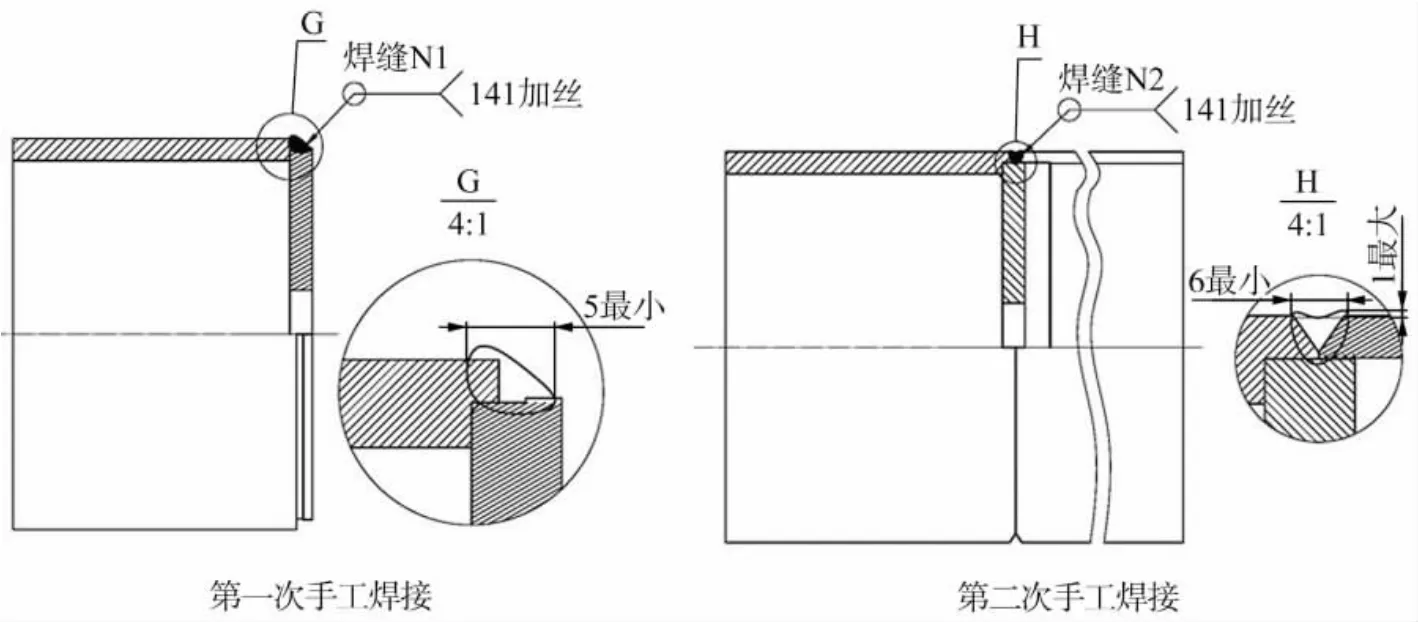
图3 筒体部件手工TIG加丝焊工序
2 筒体部件自动焊接工艺
2.1 研究方案
采用KUKA KR 5 arc型机器人系统以及高能量密度的氦弧TIG自动焊接技术。由于氦弧TIG自动焊技术具有熔透深度大、焊接变形小的特点,可将原手工焊不同阶段的8个焊接层次(2条焊缝分别打底加丝)合并为1~2个焊接层次(见图4)。手工焊11个工序可简化为1个自动焊接工序。自动焊工艺预计可缩短生产周期1倍以上,提高焊接效率。具体方案为:首先进行焊接电源及CNC系统适应性改造;然后设计加工焊接试样,进行焊接试验;在此基础上设计产品焊接结构、自动化焊接夹具、辅助量检具;之后研究编制自动焊接控制程序及生产过程质量控制措施;最后形成焊接工艺文件,确保生产出合格产品。

图4 自动焊筒体部件示意
2.2 设备整合改造研究
筒体部件为不对称焊接结构,坡口与工件对焊枪行程有一定的干涉,焊接时必须变换焊接转角、倾角,同时配合焊枪或夹具的圆周运动才能完成。为适应筒体部件精密自动焊接研究,须对设备进行适应性改造,解决自动焊系统的软硬件整合问题。焊接机器人系统由机器人本体、焊接变位器(外部轴)、数字焊接电源、冷却系统、保护气装置、焊接填充金属送丝系统等几部分组成。其中机器人部分有6个自由度(主轴),焊接变位器有回转与翻转2个自由度(主轴),还有送丝时间、送丝速度、冷却水起止、保护气起止等十几种电子轴参数。此外,由于焊接起始条件、结束条件、焊接顺序、焊接层次的不同,每道焊缝的行程逻辑、起止判断标准均不同,整个自动化焊接程序的设计是一个系统化工程,必须均衡焊接质量和焊接效率。改造后变位器、机器人、送丝机构、焊机实现一体化集成,可在同一编程界面进行自动焊程序编制。整合改造研究效果如图5所示。
2.3 焊接夹具的设计制造
自动焊夹具设计分为焊接夹具模块、快速更换模块两个部分,兼顾焊接质量和效率。焊接夹具设计效果如图6所示。
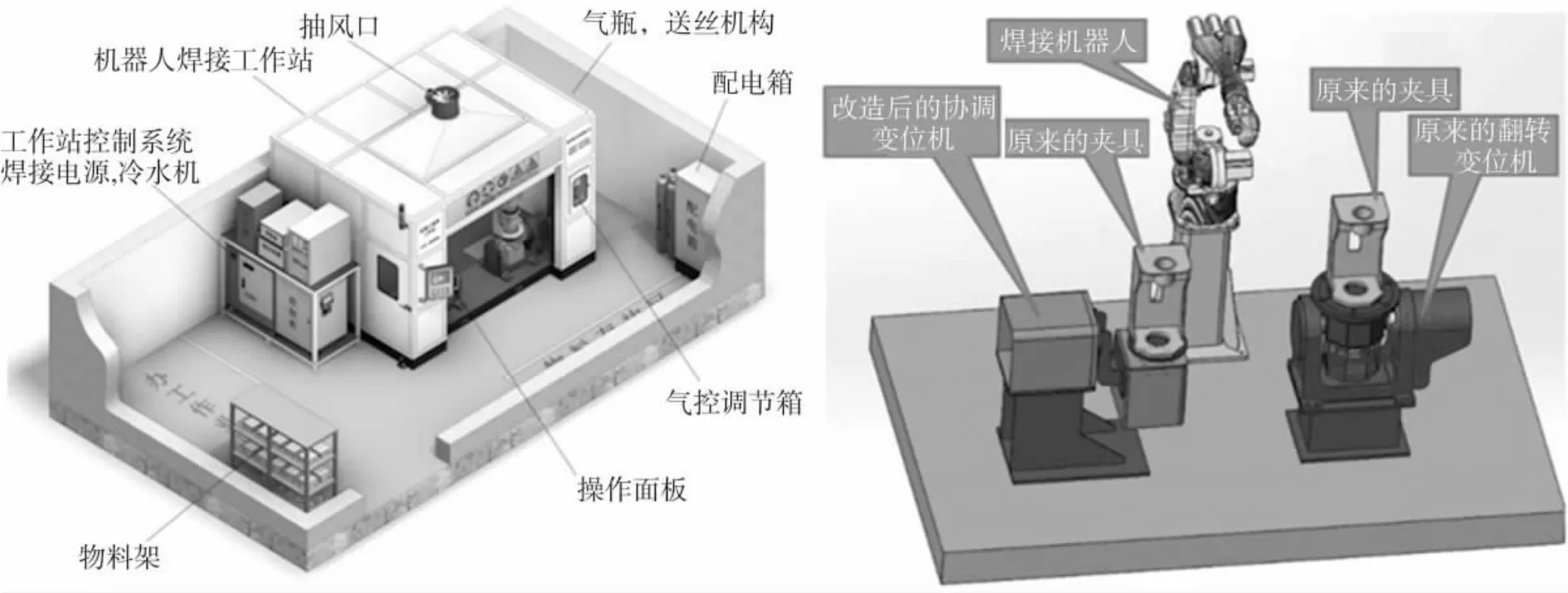
图5 系统整合研究效果
焊接夹具模块:直接与核电堆芯产品接触,保证焊接零件定位准确可靠并能有效抑制焊接残余应力[2]和控制焊接变形。为保证产品清洁度和控制系统稳定性,夹具材料选用无磁耐蚀防锈材料;为抑制焊接变形及焊接应力,夹具材质的热容量与不锈钢接近且有一定的硬度;为保证散热和结构强度,夹具定位盘上均布圆孔及锥台。夹具设计偏重于保证上下筒体圆柱体表面的焊后圆度变形,以及筒体回转中心的轴向窜动公差控制。
快速更换功能模块:使用夹具将焊接零件定位固定后,再将夹具连同焊件整体放置到机器人系统变位器上,通过快速接口和气缸夹紧焊件后进行机器人自动焊接。该模块不直接与核电产品接触,主要保证焊接夹具模块的可靠夹持及快速更换,提高生产效率。因此需要设计机器人与焊接夹具模块的快速定位固定接口、气动夹紧气缸、冷却接触板,回转密封水套、支撑架、焊接粉尘接灰盒等一系列自动焊配套功能零件。
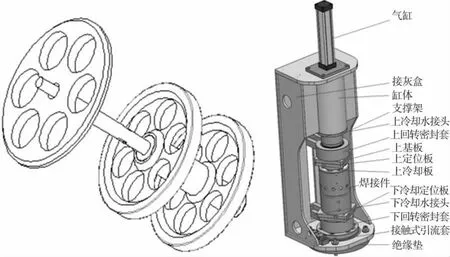
图6 焊接夹具设计效果
2.4 筒体部件自动焊接工艺参数
机器人自动TIG焊接参数主要有焊接位置、焊接电流、电弧电压、钨极间距、脉冲频率、占空比、脉冲谷值、送丝速度、回转速度等。此外考虑到对焊缝起始位置的填充金属(焊丝)预热,焊缝起始位置收弧缩孔、焊枪离开焊缝是钨极、焊丝粘连缺陷等问题,还必须对焊接起始条件、焊接结束条件等组合参数进行研究。该组合参数包含保护气预通气、保气、弧压测试、电弧形成检测、电流高频引弧、电流维弧、电流熄弧、冷却水通止、焊接电流上坡时间、焊接电流下坡时间[3]、沾钨检测等一系列焊接参数。且技术条件对焊缝的焊接质量要求很高,需通过外观、液体渗透、30~100倍放大金相、抗晶间腐蚀能力测定等检验,焊接难度大。自动化焊接工艺参数是本次科研项目的研究关键之一。
2.5 自动焊接质量控制及工艺
TIG焊接属于特种制造工艺,其焊接质量的好坏无法通过焊缝外观来评判,所以焊接中的质量过程控制措施尤为重要。影响机器人自动TIG焊接质量的因素很多,如焊接接头尺寸、零件配合尺寸、零件清洁度、环境清洁度、层间焊缝缺陷检测控制、保护氛围、机械轴重复定位精度、电子轴控制显示精度等,均需通过研究进行科学控制以保证产品质量可靠。具体方法有:焊接试验及工艺评定(破损取样检查,见图7);焊前、焊接、焊后过程控制;焊接生产控制试样;定期评估自动焊质量稳定性并编写质量分析报告。
2.6 圆筒零件焊接变形控制
由于筒体耳板的位置关系到燃料组件的吊装和运输接口,所以精度要求高。而耳板与上筒体的焊接是在圆柱面上进行的,如果没有控制好制造中的焊接变形,会影响上筒体的圆度,导致上筒体耳板的位置度超差。解决方法为:运用反变形法,设计加工焊接组装夹具,在上管座耳板焊接前对上筒体预先施加一定的反变形量,从而抵消焊接变形对上筒体耳板的位置度的影响。新设计的反变形焊接夹具效果如图8所示。其中反变形大小的控制方法是拧紧焊接夹具上的压紧螺母,然后用百分表测量并控制筒体部件的预压变形量。

图7 筒体部件焊缝组织照片
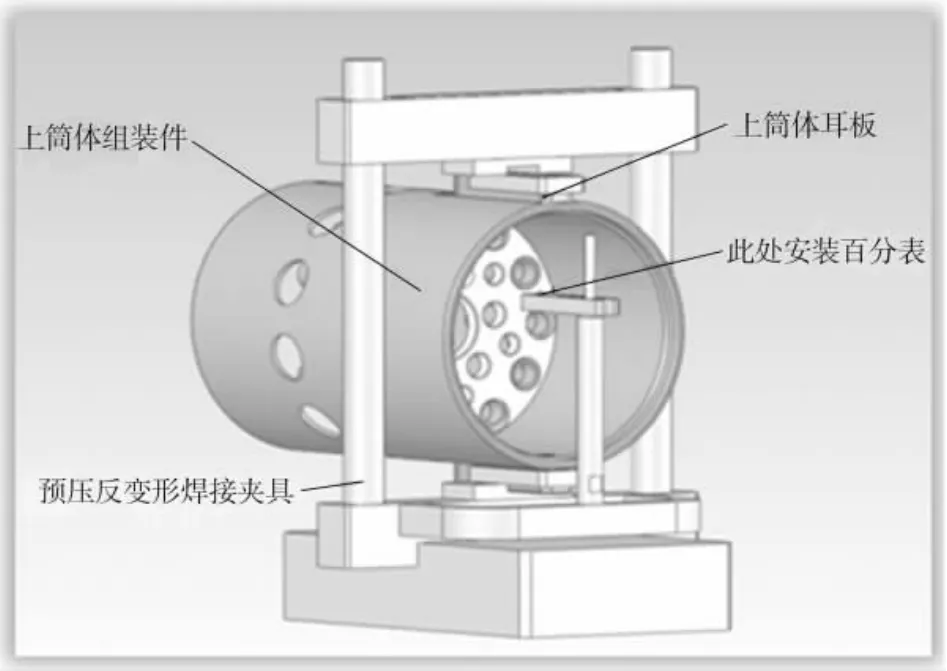
图8 筒体部件反变形焊接夹具
3 研究结果
3.1 研究专利
研究衍生的焊接结构设计、新型焊接夹具设计已获得“一种上管座筒体[4]”、“一种筒体与耳板焊接夹具[5]”、“一种筒体与连接板焊接夹具[6]”、“一种下筒体组装焊接夹具[7]”等4项国家实用新型专利证书并已授权。
3.2 焊缝指标和质量
通过研究获得了性能满足相关技术条件要求的2M组件筒体部件焊缝。新工艺生产出的焊缝成形美观,各项破损理化检测结果均合格。筒体部件典型焊缝组织照片如图9所示。同时焊接层次减少使得焊接变形量平均减小30%,自动化工艺也消除了焊接环节“人因”对产品质量的危害,显著提升了产品的焊接质量和尺寸稳定性。

图9 筒体部件焊缝组织照片
3.3 生产效率
筒体部件自动焊接工艺将原手工焊8个焊接层次合并为2个焊接层次,工序由原来11个简化为1个,焊接生产效率提高100%以上,焊接工艺水平提高。合格的2M组件筒体部件自动焊接产品如图10所示。

图10 合格的筒体部件自动焊产品
3.4 自动化焊接设备
经过软硬件整合研究获得适合2M筒体部件的机器人自动焊接设备及CNC控制系统方案。改造后的机器人自动焊接系统实现了一体化集成,经验证系统运行安全可靠,完全满足2M组件筒体部件的自动焊工艺要求。
4 结论
通过研究田湾核电站组件筒体部件自动焊工艺,成功解决了产品制造的焊接工艺难点,理顺了批量生产作业流程,保证了正常的生产秩序,并获得4项实用新型专利授权。研究成果经过实际验证,各项焊缝指标符合设计要求,产品焊接生产效率提高100%,焊接变形减少30%且焊接质量稳定可靠,实现了降低产品制造难度,提升产品加工精度及质量的预期目标。研究成果及其后续的改进工作将对提升用户满意度和产品质量起到积极的推动作用。
猜你喜欢
装备制造技术(2021年1期)2021-05-21
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
哈尔滨轴承(2021年4期)2021-03-08
农村实用技术(2021年1期)2021-02-27
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
海外华文教育(2017年6期)2017-08-07
水电站机电技术(2016年1期)2016-02-28
