
铝合金厚板搅拌摩擦焊焊缝金属流动行为研究进展
2018-09-12 09:14
精密成形工程 2018年5期
(南昌航空大学 焊接工程系,南昌 330036)
搅拌摩擦焊(FSW)是英国焊接研究所(TWI)于1991年发明的一种新型的高效率、低成本、无污染的固相连接技术,其本质是将高速旋转的搅拌头插入工件内部并与其摩擦产热,使母材金属达到塑化状态,塑化金属在搅拌头的驱动力作用下开始流动,最终发生冶金结合而形成致密的焊缝[1]。与传统熔焊相比,搅拌摩擦焊接过程中母材金属不熔化,因此可消除传统熔焊方法焊接时出现的气孔、裂纹等缺陷,使得FSW接头性能得到显著提高。该技术特别适用于被认为“不可焊”的铝、镁合金的焊接,且已成功应用于航空、航天、交通等行业[2—3]。
与薄板FSW不同,焊接厚板时,仍存在合适的工艺参数范围窄、接头难成形的问题。这与焊接过程中的焊缝金属流动发生变化密切相关,直接决定了焊缝成形质量,所以,对厚板FSW焊接而言,焊缝材料的塑性流动行为既是研究的重点,也是研究的难点之一。深入理解厚板FSW过程中塑性材料的流动本质,不仅有助于揭示厚板FSW的连接机理,还可以科学地预测出厚板FSW焊接工艺参数与接头成形质量的关系,以及缺陷形成的位置等,因此,深入研究厚板FSW焊缝金属流动行为特征已成为当前该领域的研究热点和重点。
基于此,首先从焊缝金属流动行为的分析方法入手,综合考虑焊缝金属流动形态的影响因素,探讨包括焊接工艺参数、搅拌头形貌、材料本身性能及温度场分布等因素对焊缝金属流动的影响。对比厚板FSW焊缝成形及金属流动特征与薄板FSW焊缝的区别,通过分析焊缝各区域金属的流动形态,归纳厚板FSW焊缝金属流动特征,并结合焊缝金属的塑性流动规律,讨论焊缝内部缺陷的形成机理,以期为研究FSW塑性流动的科研工作者提供借鉴资料。
1 焊缝金属流动分析方法
在搅拌摩擦焊接过程中,接头成形质量与其内部塑性金属的流动密切相关,直接决定了接头成形质量的好坏。焊缝金属的塑化流动状态十分复杂,焊缝成形是在一个密闭的空间完成,无法直接观察塑化金属的流动过程,因此,如何获得焊缝金属流动的相关信息,是近年来学者们研究的热点和难点。目前,学者们采用的方法主要包括金相组织观察法、材料示踪法及数据模拟法。
1.1 金相组织观察法
焊缝中塑化金属的流动形态是影响焊缝成形质量的重要因素。由于研究者发现焊缝中存在类似“洋葱环”的花纹结构,才开始认识塑化金属的流动行为。Rhodes等[4]和Krishnan[5]采用FSW方法焊接7075铝合金时发现,焊缝横截面上呈现出花纹状结构,称之为“洋葱环”。初步分析认为,焊接时沿焊缝厚度方向上形成了许多同心但不同直径的“半圆球面”形塑性金属,随后各球面相互挤压,最终显示为洋葱环状花纹。Schneider等[6]对8.2 mm厚的2195-T81铝合金进行FSW时,也发现了焊缝中同样存在明显的洋葱环结构,如图1所示。王希靖等[7]认为搅拌针周围塑性金属软化程度不高时,这部分金属会在热-力场的共同作用下发生塑性流动,因此洋葱环被认为是焊缝塑性金属层与层发生相对流动而产生的一种轨迹。当增加焊接速度和减少旋转速度时,洋葱环会随之消失。柯黎明等[8]则认为这种洋葱瓣花纹是焊接时焊缝上层塑性金属沿搅拌针表面轴向向下迁移,最终在搅拌针端部形成“实心环”形挤压区,并在横截面上呈现出这种形式。然而,在焊接20 mm及以上厚度的铝合金发现,焊核区内的洋葱环发生了显著的变化,焊核区不是由单个的洋葱环组成,而是呈现出多个洋葱环交替叠加而成,洋葱环内部金属显示为排列有序的纹理结构,如图1所示。

图1 焊缝“洋葱环”结构Fig.1 Onion ring structure of weld
此外,有些学者则是通过将不同类型的铝合金进行FSW对接后,从焊缝中截取金相试样,经腐蚀后对比焊缝横截面形貌差异,分析FSW焊缝塑性金属的流动行为。Li等[9]对6 mm厚的AA2024和AA6061铝合金进行焊接后发现,横截面内金属呈现薄片状的层流分布,内部塑性材料流动则为复杂的漩涡状分布(如图 2所示),并把焊缝中成形复杂的呈螺旋与涡流状组成的混沌状区域定义为焊缝的“交迭区”。于勇征等[10]也观察到了类似的涡形层混合区。而 Ouyang等[11]对12.7 mm厚的6061和2024铝合金厚板焊接时发现,焊缝中心区可明显地分辨出 3个不同的特征区: ①机械混合区,由各合金组元均匀弥散的粒子组成; ②塑性流动区,2种铝合金呈薄片交替旋涡状分布; ③未混合区。

图2 焊缝中的金属流动形态Fig.2 Metal flow patterns in weld
除了焊缝中心区,焊缝两侧的金属流动也不对称,其流动示意图如图3所示。在对铝合金进行FSW时发现,焊后位于焊缝前进侧和返回侧的金属轧制流线的变形存在很大的差别;同时,位于前进侧的焊核区与热力影响区的分界线比位于返回侧的更加明显[12]。分析认为,这与焊接时焊缝前进侧和返回侧的塑性金属的流动状态差异有关。
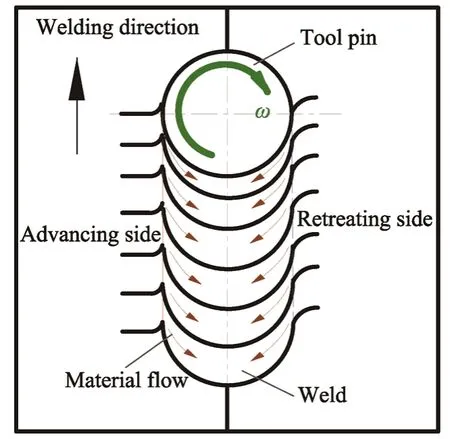
图3 焊缝金属流动示意图[12]Fig.3 Schematic of material flow behavior in weld
综上所述,采用传统的金相组织观察法研究FSW焊缝塑性金属的流动行为,只能够观察到焊缝的宏观结构差异,而对塑性金属流动的细节信息无法获取。
1.2 金属材料示踪法
示踪法是当前研究FSW焊缝金属塑性流动行为的常用方法。该方法首先将标示材料镶嵌在母材的各个位置中,焊后观察标示材料在焊缝内部的位置变化来获取金属流动行为信息。其中,较常用的标示材料有颗粒、丝状、薄片等多种类型。
早期,钢球被作为示踪材料来分析FSW焊缝塑性金属流动情况。Colligan等[13]将直径为0.38 mm的钢球嵌入在母材的不同位置,焊后观察钢球在焊缝内部的分布位置。研究结果表明,并不是所有受到塑化的金属都参与环形塑性迁移,只有靠近上表面的金属沿搅拌针螺纹向下作环形迁移,其余的金属则只在搅拌针的挤压作用下沿着搅拌针表面向搅拌针后方空腔内迁移。此外,受搅拌针旋转力的作用,塑性金属也会沿着垂直方向上迁移,但移动距离较小,如图4所示。而Morisada等[14]采用X射线三维照相法,采用钨小球作为标示材料,观察标示材料在FSW过程中的三维流动,发现标示材料围绕搅拌针迁移而在其表面形成一流动区,且外围的流动速度大于内部。
London等[15]则使用钛粉作标示材料来分析焊缝塑性金属的流动情况。研究发现,焊接时位于搅拌针前方的塑性金属首先会稍微向上迁移,随后在搅拌针驱动力的作用下逐渐靠近搅拌针表面并开始向下运动。王希靖等[16]使用小直径的铁粉作为标示材料研究LF2铝合金厚板FSW焊缝塑性金属在二维水平方向上的流动行为,研究表明,在同一厚度的水平面上,塑性金属沿焊缝中心流动是不对称的;而在不同厚度的水平面上,塑性金属流动状况则存在很大差别,而这与所受到的热-力影响程度差异有关。
Schmidt等[17]首次采用铜薄带作为示踪材料,用来评估焊接过程中焊缝金属的塑性流动速度的变化。Li等[18]采用0.1 mm厚的铜片作为标示材料,焊后观察标示材料的位置。研究发现,沿焊缝厚度方向上,塑化金属的流动方式存在很大差异;焊缝金属流动较差时,易形成孔洞和隧道型缺陷。黄奉安等[19]将 19层 0.02 mm厚的铜箔沿垂直焊缝方向相互叠加镶嵌到LF6铝合金的槽中,用来研究沿FSW焊缝水平截面方向上的二维流动形态。柯黎明等[20]则通过将铜箔和1 mm厚的铝合金薄板交替叠加在一起,焊后观察焊缝塑性金属的流动形态,提出了沿焊缝厚度方向上塑性金属流动的“抽吸-挤压”理论,如图 5所示,并通过“抽吸-挤压”理论解释了FSW焊缝横截面上洋葱瓣花纹的形成机理,证实了洋葱瓣中心的位置及隧道型缺陷的位置与此理论分析的结果一致。
还有些学者采用铝箔、彩泥等作为标示材料分析焊缝金属的流动行为。Reynolds等[21]使用5454铝箔作标示材料,焊后分析2195铝合金焊缝金属的流动情况。肖继生等[22]则使用不同颜色的彩泥按照3种不同的叠加方式镶嵌成叠层后进行焊接,从而得到材料在焊缝水平截面及搅拌挤压区内的大致流动状况。
由此可知,采用标示材料示踪法可以根据焊后示踪材料在焊缝中的分布形态来反推焊缝材料在焊接过程中的流动规律,然而,由于示踪材料与焊缝金属存在很大的性能差异,而这可能直接影响到焊缝材料流动形态的真实性。目前,还没有办法评估示踪材料与焊缝材料自身性能的差异对焊缝材料流动行为造成的影响。

图4 焊后示踪材料分布情况[13]Fig.4 Distribution of tracer material after welding

图5 “抽吸-挤压”理论模型Fig.5 “Sucking-extruding” theory model
1.3 数值模拟
伴随着计算机技术的飞速发展,很多学者也开始通过建立各种数学模型,模拟焊接过程中焊缝金属的流动行为,并通过试验的方法加以验证。
王大勇等[23]建立了焊缝金属流动“软化层壳体”模型,研究发现,在焊接过程中会在搅拌针后方形成一个个半圆形的软化层金属,其上部壳体将会沿着搅拌头前进方向弯曲,导致沿厚度方向上形成洋葱环结构。Dialami等[24]通过建立FSW模型,采用颗粒跟踪法模拟焊缝金属的流动形态,焊后观察示踪颗粒的位置变化,并与试验结果相比较,验证模型的可靠性。Luo[25]等采用多场耦合三维模型模拟焊缝金属的流动特征,发现旋转速度和焊接速度的比例对焊接过程中焊缝金属的传热、温度场分布、流动速率及金属流动混合模式等将产生重大影响,并得出不同比率下的金属流动路径图(见图6)。
Chen等[26]基于流体动力学原理建立FSW三维流场模型,模拟焊缝成形形貌、温度场分布、金属流动速率及残余应力变化,与试验结果相符,并发现焊缝塑化金属围绕搅拌针表面迁移的速度大于围绕轴肩表面迁移的速度,如图7所示。
Tutunchilar等[27]采用DEFORM-3D软件模拟Al-Si合金的搅拌摩擦加工过程中焊缝金属流动形态(如图8所示),并结合实验结果发现,可以准确地预测出焊缝中的缺陷类型、温度场分布及塑性变形等。

图6 模拟示踪颗粒的流动轨迹Fig.6 Simulated flow path of tracer particle
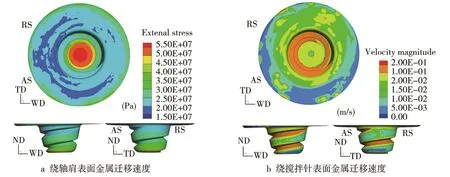
图7 焊缝中残余应力及金属流动速度变化Fig.7 Change of residual stress and metal flow speed in weld

图8 预测焊缝中缺陷位置[27]Fig.8 Prediction of defect position in weld
虽然数值模拟方法可作为一个研究搅拌摩擦焊接过程的重要工具,且对于指导制定FSW焊接工艺参数、完善接头成形理论具有极其重要的意义。然而,在对焊缝材料流动行为进行模拟的过程中,仍将边界条件、搅拌头的形状等因素进行简化,与实际情况存在一定的差异,导致焊缝材料流动的模拟结果与实际试验结果存在较大的差异。
2 焊缝材料流动行为的影响因素
影响搅拌摩擦焊焊缝塑性金属流动行为的因素很多,除了常规的焊接工艺参数如搅拌头旋转速度、焊接速度及倾斜角外,搅拌头形貌、材料本身性能、温度场变化等对焊缝形成也起着至关重要的作用。
2.1 焊接工艺参数
李宝华等[28]发现,虽然提高搅拌头旋转速度对FSW 摩擦产热量影响不大,但会显著影响单位时间内焊缝塑性金属沿厚度方向上的迁移量,并随之呈现先增大后减小的规律。而提高焊接速度会同时减少焊缝摩擦产热量和塑性金属迁移量,导致焊缝下部金属的挤压力减小,其向上迁移的最大位移也随之减小。此外,一定范围内,随着旋转速度的提高,单位时间内抽吸进的塑化金属量随之增多,焊缝金属在厚度方向上迁移的距离以及洋葱瓣花纹的外径也随之增大[29]。Lorrain等[30]采用SC型和TC3F型2种搅拌针焊接4 mm厚的7020-T6铝板,发现,对2种搅拌针而言,适当提高搅拌头旋转速度均有利于提高焊缝塑化金属的流动能力,标示材料破碎程度更高,向下迁移程度更大,如图9所示。Da Silva等[31]研究AA2024-T3和AA7075-T6对接焊缝金属流动行为发现,随着搅拌头旋转速度的增大,焊缝中两异种金属的混合程度明显提高。
Qian等[32]发现,搅拌摩擦焊接工艺参数直接决定着焊缝的热输入大小,合适的工艺参数是获得良好焊缝的前提,并通过数学模型与试验结果比较获得不同类型的铝合金FSW焊接工艺参数优化窗口,如图10所示。

图9 工艺参数对焊缝成形的影响Fig.9 Effect of process parameter on weld formation
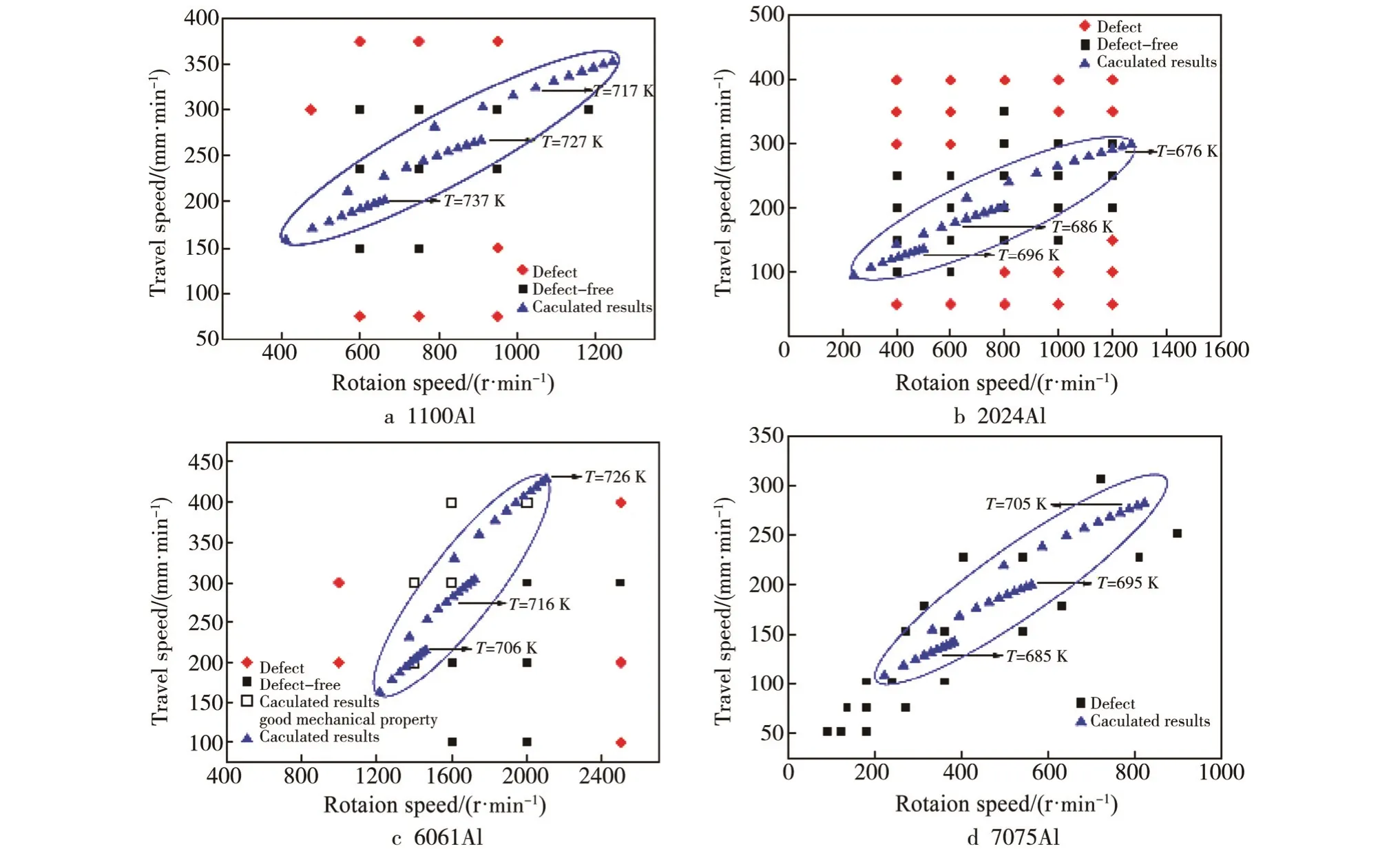
图10 不同类型铝合金FSW焊接工艺参数优化窗口Fig.10 Optimized window of FSW process parameter in different aluminum alloy
2.2 搅拌头形状
常用的搅拌头主要由轴肩和搅拌针组成。其中,搅拌头轴肩形状对焊接过程中的摩擦产热起决定性作用,还会影响位于焊缝上部塑性材料的流动方式。而搅拌针形状主要影响塑性金属迁移的驱动力及金属的迁移路径。通常,搅拌头可分为无轴肩、无针、带针、双轴肩搅拌头等4种类型[33],如图11所示。
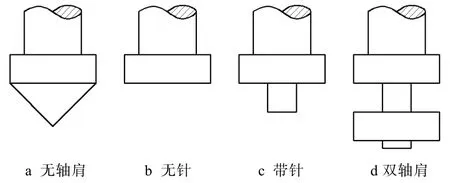
图11 搅拌头类型Fig.11 Tool type used in FSW
2.2.1 搅拌头轴肩形状
设计不同形状的搅拌头主要有3个目的: ①增加摩擦产热; ②驱动轴肩附近塑性金属流动; ③阻止塑性金属溢出凹面形成飞边。当前,国内外研究者们设计出了不同形状的轴肩,如图12中平面、凹面和凸面形轴肩。其中,在相同的工艺参数条件下使用凹面形轴肩搅拌头焊接时可获得成形良好的接头,这主要是由于凹面形轴肩摩擦产热优于平面形轴肩所致[34]。而凸面形轴肩虽然可增大轴肩与材料的接触面积,且可用于非等厚板材的拼焊,但是这种凸面形轴肩对大厚板的焊接适应性很差。

图12 搅拌头轴肩形状[34]Fig.12 Shoulder profile of used tool
基于上述的研究基础可知,设计不同形状的轴肩(见图 13)的最终目的都是使轴肩附近的塑性材料在其旋转摩擦的带动下产生一个向焊缝中心迁移的作用力,使得周围的塑性材料充分流动以减少飞边的形成,从而获得更致密的焊缝[35]。

图13 轴肩表面形状[35]Fig.13 Shoulder surface morphology
贺地求等[36]设计了几种新型搅拌头,当轴肩为螺旋内凹凸棱形时,焊接时可使塑性金属向焊核区中心迁移并在搅拌针周围形成高压塑性流体区,并在高压作用下紧密结合,形成致密的焊缝组织。De Giorgi等[37]人研究了轴肩形貌对1.5 mm厚6082-T6铝合金搅拌摩擦焊接头疲劳性能影响,发现使用三凹槽轴肩搅拌头获得的焊接接头疲劳强度低且寿命短,而带凹面轴肩的接头疲劳性能良好。Scialpi等[38]研究了轴肩形貌对6082铝合金FSW接头组织和力学性能影响。实验发现三凹槽轴肩形貌的搅拌头焊接接头抗拉强度及延伸率明显高于凹面轴肩的。Galvão等[39]研究了不同形状的轴肩对铜合金薄板FSW接头成形的影响。研究结果表明,采用涡卷形轴肩搅拌头焊接所得到的焊核区的晶粒更细小,接头力学性能更好。马正斌等[40]研究了轴肩结构对焊缝塑性金属流动行为的影响。结果表明,采用同心圆结构轴肩焊接时焊缝塑性金属难以从焊缝边缘流动至中心,仅仅发生以水平流动为主的层流运动,导致焊缝深度很小;采用渐开线形状的轴肩可促使塑性金属向焊缝中心迁移,增大迁移的驱动力及混合程度,焊缝深度明显增大;此外,随着渐开线条数增加,焊缝上表面塑化金属量呈增大趋势。Casalino等[41]研究了轴肩表面涂层对焊缝成形的影响,轴肩实物图如图14所示。研究发现,采用带涂层的轴肩焊接时产热量更多,获得的焊缝表面更光滑。

图14 带不同涂层的轴肩Fig.14 Tool shoulder of different coatings
2.2.2 搅拌针形貌
目前,国内外研究人员设计用于FSW试验的搅拌针结构包括许多种,如不同的偏心距、锥度的搅拌针,还包括不同表面形貌、端部形貌的搅拌针等。然而,他们对这些搅拌针的设计仍是借助经验,且研究结果还没有达成统一的结论。
1)搅拌针表面形貌。张忠科等[34]选用带不同形貌的搅拌针进行焊接试验,结果表明,采用圆锥形搅拌针焊接时的产热要优于圆柱形搅拌针的,且获得的焊缝比圆柱形的更光滑,前进侧和返回侧两侧对称性更好。张昭等[42]使用完全热力耦合模型研究了搅拌头形状对焊缝金属塑性变形及温度场的影响,发现采用圆锥形搅拌针焊接时的温度比圆柱形的低。Padmanaban等[43]则认为,采用带螺纹的搅拌针焊接时获得的产热量明显高于无螺纹搅拌针的,且带螺纹的搅拌针更有利于焊缝塑性金属流动。
2)搅拌针偏心距。Thomas等[44]首先发现了搅拌针偏心距对 FSW 焊缝金属流动起重要的作用。Khodaverdizadeh等[45]发现,采用适当偏心距的搅拌针焊接时对焊缝金属有更好的搅拌作用,更有利于塑性金属充分流动。于此同时,适当增加搅拌针偏心距,可增强搅拌针的破碎、搅拌能力,有利于改善焊缝成形及其力学性能[46—47]。
3)搅拌针锥度。严铿等[48]研究发现,采用倾角较小的搅拌头焊接时,沉积在焊缝下方的塑性金属无法向上流动,导致无法填满搅拌针后方形成的空腔,焊缝内部出现严重的沟槽缺陷。搅拌头倾角增加可增大其对焊缝上部金属的锻压力,改善塑性金属的流动能力,使得在焊核中心形成涡旋状结构,导致焊缝横截面形貌存在很大差异。此外,增大锥角还可使沿垂直于焊缝方向上的金属温度分布更加均匀,且峰值温度也随之增大,故被认为更适合于厚板的焊接[49—50]。Keivani等[51]也发现增加搅拌针锥角会显著提高焊缝金属的温度。姬书得等[52]利用Fluent软件建立了FSW有限体积模型,并研究了搅拌针形状对焊缝塑性金属流动行为的影响规律。结果表明,减小搅拌针能明显提高焊缝内部塑性金属的流动速度。
4)搅拌针端部形状。Ji等[53]研究了搅拌针表面螺纹形貌对焊缝根部塑性金属流动行为的影响。结果认为,缩小搅拌针根部至搅拌针端部的螺纹槽或只在搅拌针端部开螺纹槽时,均会增加焊缝根部金属的流动速度。柯黎明等[54]发现,改变搅拌针端部形状,可改变搅拌针端部区域塑性金属的流动形态,从而改变焊缝底部的成形质量。严超英等[55]分析了搅拌针端部形状对FSW接头根部塑性金属的流动行为的影响,得出搅拌针端部锥度对焊缝底部金属流动的影响主要有2个方面: ①脱离搅拌针端部螺纹作用的塑性金属会继续向下迁移; ②焊核区内的塑性金属将改变方向而向上流动,且减小搅拌针端面锥角可增大搅拌针可焊板材的厚度。Mao等[56—57]研究搅拌针端部形貌对焊缝成形的影响,其搅拌针端部形貌如图 15所示。结果表明,与常规圆锥面搅拌针相比,采用端面形貌为三角形、正方形、三槽形和圆锥平台形的搅拌针焊接时,可改变搅拌针端部对其周围金属的作用力。其中,当采用三凹槽形搅拌针焊接时,对焊缝底部金属产生的搅拌作用力最大,可显著提高底部材料的流动能力,是焊缝金属充分流动,从而显著改善接头的成形质量。

图15 不同端部形状的搅拌针Fig.15 Different tool pin-tip profiles
除了上述几种结构的搅拌针外,还设计出了其他结构的搅拌针,如图16所示。其主要目的是为了改变搅拌针对焊缝金属流动的驱动力,使得在焊接过程中焊缝塑性金属可以充分流动,消除焊接缺陷,最终改善接头的成形质量。
2.3 材料自身性能
搅拌摩擦焊焊缝塑性金属的流动特征不仅与焊接工艺参数、搅拌头形状等影响因素有关,还与待焊母材自身的物理、化学和机械性能差异有关。这些因素也会导致焊缝塑化金属的流动形态产生明显的差异。
研究发现,当被焊母材的放置位置不同时,焊缝成形也相差较大。分析认为,这与焊接时焊缝两侧的温度场分布不均匀性有关。搅拌摩擦焊接过程中焊缝前进侧和返回侧两侧的温度沿焊缝中心是不对称的,如果将低熔点母材放于温度较高的前进侧,则容易导致前进侧低熔点母材更接近其熔点,金属的塑化程度太高,粘度急剧下降,反而不利于搅拌头驱动此金属充分流动;而返回侧高熔点母材则由于温度太低,塑化程度不够,流动性同样较差[58]。此外,另有些学者则认为,待焊母材的摆放位置将由母材的硬度决定。Murr等[59]研究铝铜合金搅拌摩擦焊接时发现,应当将硬度低的母材放在焊缝前进侧。Cavaliere等[60]研究6082/2024异种铝合金搅拌摩擦焊试验时发现,应该将2024铝合金放在焊缝前进侧,以减小搅拌头的轴向压力。
此外,鲁煌等[61]采用左螺纹圆柱搅拌头对 O态和T4态2024铝合金进行FSW焊接试验,结果表明,搅拌针周边约束状态影响焊缝成形形貌,而约束程度与母材力学性能和温度分布有关。将同种2024-O/2024-O和2024-T4/2024-T4铝合金对接焊时,2024-O/2024-O铝合金 FSW 焊缝中的软性约束体对塑性金属横向迁移的约束小,焊核面积和宽度较2024-T4/2024-T4铝合金FSW焊缝的大。
综上所述,被焊母材的性能不同,焊缝金属所受的约束力不同,因此,改变焊缝局部塑化金属的约束状态,能显著影响焊缝成形及金属的流动形态。

图16 搅拌针形貌设计结构类型Fig.16 Profile type of tool pin
2.4 温度场分布
FSW 焊接过程中,不仅在焊缝横截面和纵截面上存在明显的温度差,而且水平截面上的金属流动形态也存在明显的差异,导致在焊缝表面同样存在较大的温度差。与焊缝返回侧相比,前进侧所受到的剪切力和摩擦阻力更大,摩擦产热量更多,导致前进侧金属的温度高于返回侧的[62]。然而,在焊缝中部和底部,搅拌针前沿的塑性金属由前进侧向返回侧迁移,使得返回侧塑性金属量增加,造成返回侧温度更高[63]。搅拌摩擦焊接过程中,焊缝金属的峰值温度(低于母材的熔点)取决于焊接过程初始阶段焊缝金属的塑化程度及其流动情况。当待焊母材的温度较低时,搅拌头与母材金属界面接触状态长时间处于滑动摩擦,总产热量较低,母材金属被塑化程度较低,其流动性较差,最终导致焊缝金属的峰值温度也较低;适当增加母材的初始温度,可使搅拌针与母材金属界面接触状态瞬间由滑动摩擦转变粘着摩擦,产热量迅速增大,母材金属被充分塑化,流动能力增加,这将使得焊缝金属的峰值温度显著提高。比如,Roy等[64]提出无量纲的方程时证实,增加待焊试板的初始温度,可以增加焊缝的峰值温度,提高焊缝的整体温度。Simar等[65]也发现,对焊缝施加一定的预热温度,会显著增加焊缝金属的温度和高温停留时间。
为了提高搅拌摩擦焊接效率并扩大其使用范围,研究人员往往借助辅助热源进行复合焊接。刘会杰等[66]使用等离子弧作为辅助热源,将FSW-3LM-003型搅拌摩擦焊机和Plasma fine 15型等离子弧焊机相结合对2219-T6铝合金进行FSW焊接。发现对于相同的母材,复合FSW焊接速度比常规的FSW焊接提高了1倍,搅拌头前方的阻力明显小于常规FSW的。Kohn等[67]利用激光作为辅助热源对4 mm厚的AZ91镁合金板进行FSW焊接,发现在激光产热和搅拌头摩擦搅拌产热的共同作用下,焊接过程中搅拌头向下的压力和沿焊缝方向移动阻力都大大降低。Midling等[68]将感应线圈安装在搅拌头前方,利用感应加热方法使待焊母材受感应加热而被塑化。Aota等[69]通过在搅拌头与待焊工件间施加电流,利用电阻加热和搅拌摩擦热使母材金属塑化,从而降低焊接阻力。虽然辅助加热-搅拌摩擦焊方法可突破传统搅拌摩擦焊接在被焊材料上的局限性,使该技术可以应用到黑色金属和高温合金等高熔点材料的焊接,但目前,该复合焊接技术仍处于探索阶段,且会增加焊接工序的复杂性和提高焊接成本。
3 厚板FSW焊缝金属流动特征
国内外学者对铝合金薄板FSW焊缝金属流动做了许多研究,并对焊缝中出现的物理现象进行了解释。Guerra等[70]将一层铜箔放在铝合金表面来研究焊缝金属的塑性流动行为,结果表明,塑性金属的迁移过程分为2个部分: ①焊缝前进侧的塑性金属进入旋转区并逐渐靠近搅拌头; ②返回侧的塑性金属不发生旋转迁移直接填满前进侧。Heurtier等[71]认为,焊缝内部被分成 2个区域:一个是位于焊缝上部的“轴肩影响区”,内部塑性金属在轴肩影响力作用下作扭转运动,随后围绕搅拌针作绕流迁移;第二个是位于焊缝中下部的焊核区,塑性金属围绕搅拌针表面螺旋向下迁移至焊缝底部,受垫板阻碍而开始从四周向上迁移。
与薄板FSW焊接不同,使用FSW技术焊接中厚板铝合金时,多采用较低的搅拌头旋转速度与焊接速度,这容易导致沿厚度方向上焊缝金属的温度梯度较大。Ghetiya等[72]研究厚板FSW焊缝金属的温度场分布时发现,沿焊缝厚度方向上的金属温度分布很不均匀。Xu等[73]也发现,焊缝上、下层金属的峰值温度相差很大,导致金属的流动形态发生很大的变化。而Canaday等[74]则认为,焊缝金属温度分布轻微地变化也会导致焊缝中的组织、性能等发生明显改变,这与塑化金属的流动方式变化紧密相关。
通常,薄板FSW焊缝由2个区域组成,上表层为轴肩区,中下部为焊核区。其中上部的轴肩区是由于遭受搅拌头轴肩的顶锻压力和凹面的约束所致。而焊缝中焊核区的形成,可以用“抽吸-挤压”理论来解释[20]。然而,研究者采用锥形搅拌头焊接厚板时发现,在焊缝轴肩区和焊核区之间会形成一个混乱的交汇区,称之为“疏松区”,但是,对这一区域的形成原因没有作更详细的解释。
为此,针对厚板FSW焊缝中常出现的疏松孔洞缺陷,笔者前期作了较详细的研究。发现随着更多的塑化金属迁移至焊缝底部,焊核区不断变大,受到底板的刚性阻碍,转而开始挤压周围的塑性金属。由于焊核区周边的冷金属的温度较低,其变形阻力较大,阻碍了塑性金属迁移。而焊缝上表面金属的温度更高,其变形抗力较低,致使焊核区内的塑性金属只能沿着搅拌针表面向上迁移。当迁移上来的塑性金属到达轴肩影响区附近时,由于此处的温度较高(接近金属熔点),阻抗力很小,往上迁移的塑化金属没有受到轴肩区金属较大的阻力而可能沿着轴肩边缘继续迁移,并最终溢出轴肩凹面覆盖区,流至焊缝上表面,形成飞边。轴肩影响区下方空腔没有足够的塑性金属填满,焊缝无法被充分压实,导致焊缝内部出现孔洞大小不一的“疏松区”。
此外,Ji等[75]在焊接厚板时发现,沿焊缝厚度方向上各区塑性金属的流动形式同样存在明显的区别,如图17所示。即上表层塑化金属水平迁移进入轴肩凹面内,中部金属在底部焊核区内金属的挤压作用下向上迁移,但焊缝底部金属流动性较差,主要以被挤压为主,导致厚板FSW焊接时成形更加困难。

图17 焊缝金属迁移模式[75]Fig.17 Flow model of weld metal
对厚板铝合金FSW而言,如何改善焊缝底部金属的流动状态,提高底部金属的塑性流动能力,将是关注的重点,还有待更深入、细致的研究。
4 焊缝内部缺陷形成原因分析
由铝合金厚板FSW焊接特征可知,采用锥形搅拌针焊接时,在焊缝中上部易出现疏松缺陷,而在焊缝底部易出现弱连接、未焊透、包铝伸入等缺陷,这主要是由于焊接过程中位于焊缝不同位置的金属所经历的热机过程不同,当焊缝金属过热或者塑化程度不够时都会导致焊接缺陷的产生。其中,产生未焊透缺陷的原因是由于焊接时轴肩下压量不足或者所使用的搅拌针长度不够而造成的。如果搅拌头轴肩下压量或者搅拌针长度合适时,待焊板材表面上的氧化物会被旋转的搅拌针打碎,弥散分布在焊缝中,且两板间的间隙被塑化金属填满而形成致密的接头。如果搅拌针长度或下压量不够,搅拌针端部不能完全破碎位于焊缝下部的母材金属,在焊缝底部很容易形成未焊透缺陷[76]。类似于未焊透缺陷,由于位于焊缝底部的金属仅仅遭受搅拌针端部的搅拌、破碎作用,位于焊缝底部的金属温度较低,其流动能力较差。而搅拌针端部对塑化金属的搅拌作用力不够,无法破碎焊缝底层面上的氧化物。在焊核金属的挤压作用下,容易驱动焊缝底部表层的氧化层向焊缝中迁移,形成包铝层伸入缺陷[77]。
关于焊缝中上部的疏松缺陷,有的学者认为这是由于焊接热输入不够,母材被塑化程度不足,导致焊缝金属的塑性流动不充分而在焊缝内部形成未被完全压实的现象[78]。有的学者则认为,是焊缝上、下部金属温差太大造成的。厚板焊接时,位于上部的金属受到轴肩和搅拌针共同的作用,容易产生更多的摩擦热和变形热,金属的温度更高,从而达到塑化状态更快。而位于底部的金属仅仅受搅拌针端部的摩擦、搅拌作用,产热量相对较小,且焊缝底部直接与钢板接触,散热更快,温度降低,从而导致底部金属的流动性较差。当上部塑化金属沿着搅拌针螺纹做螺旋迁移至焊缝底部时,受底板刚性约束作用转而挤压周边金属,而周边金属的温度更低,阻力较大。而焊缝上部的金属温度很高,阻力较小,因此容易导致塑化金属沿搅拌针表面向上迁移。当焊缝上表面金属温度过高时(局部金属温度达到熔点),在没有阻力约束下,往上迁移的焊缝塑性金属可能会溢出轴肩凹面覆盖区而流向焊缝两侧形成大量飞边,这将导致轴肩影响区下方没有足够的塑性金属填充,焊缝内部形成疏松孔洞缺陷[79—80]。
5 结语
搅拌摩擦焊接技术具有独特的优势,尤其是在轻合金的焊接应用,将会变得越来越重要。随着工业的发展,对厚板FSW焊接需求也会越来越大,但目前,厚板FSW的焊接仍然处于工艺探索阶段,其焊缝成形机理仍需深入地探究。由于焊缝成形与金属流动行为密切相关,因此,认清焊缝成形与其金属的流动关系就显得尤为重要。目前,观察FSW焊缝金属流动状态的方法不多,且都有一定的局限性。采用金相组织法操作虽然简单,但无法获取金属流动的细节;而采用材料示踪法容易影响被焊母材的流动,且主要是通过标示材料的最终位置来获取焊缝金属的流动轨迹线,没能直接提供材料的真实的流动信息;而采用数值模拟法分析发现,模拟结果往往与真实的试验结果相差较大,而这可能与模拟过程的边界条件、搅拌头形貌等影响因素有关。由于搅拌摩擦焊接接头成形质量与塑性金属的流动行为密切相关,而影响焊缝塑性金属流动行为的因素较多,其中搅拌头形状、材料性能及温度场等对焊缝金属流动的影响较大,因此这仍将是后续研究的重点,且需要逐个深入地考虑。与薄板FSW焊缝金属流动形态相比较,厚板FSW焊缝中出现了一些新的物理现象,比如焊缝中疏松、未焊透、包铝伸入等缺陷的形成机理,还需要更深入的研究。
猜你喜欢
电工技术学报(2022年20期)2022-10-29
建材发展导向(2021年9期)2021-07-16
航空制造技术(2020年11期)2020-07-01
中国塑料(2019年6期)2019-06-26
中国特种设备安全(2018年2期)2018-03-14
中国塑料(2017年2期)2017-05-17
中国塑料(2016年2期)2016-06-15
船舶标准化工程师(2015年5期)2015-12-03
