
焊接速度对钛/钢搅拌摩擦焊接头宏观及界面形貌的影响
2018-09-12 09:14
精密成形工程 2018年5期
(南昌航空大学 航空制造工程学院,南昌 330063)
钢铁材料是工业应用最广泛的金属材料,具有一系列优良的性能,如力学性能、焊接性、冷热加工性等,且价格相对便宜。钛及钛合金因具有比强度高、耐腐蚀、耐高温和无磁性等优异性能,在航空船舶、石油化工等领域广泛应用,但其价格较高。钢/钛复合结构可以最大限度地发挥两种材料的潜力,在航空航天、石油化工等领域有很好的应用前景,符合工业中“减轻重量、节约能源、增加有效载荷”的要求。
由于复合结构的优势和其应用前景,钛/钢异种金属的连接已经成为焊接领域中的热点问题,但两种材料的热物理性能和晶体结构存在较大差异,铁在钛中的溶解度极低,熔化焊接头中几乎全部由硬脆的Fe-Ti系金属间化合物组成。国内外学者从抑制接头脆性相产生的角度出发,采用高能束焊技术[1—6]、扩散焊技术[7]、摩擦焊技术[8—11]和搅拌摩擦焊技术[12—15]等手段实现了钢/钛异种金属的焊接。Wang Ting等[3]采用粉末冶金方法制备了 V-CuV合金复合填充物作为中间层,实现了TC4钛合金和304不锈钢的电子束焊接;M. BALASUBRAMANIAN等[7]以银作为中间层,实现了TC4钛合金与304不锈钢的扩散连接,接头最大剪切强度为158 MPa;K. Ishida等[15]得到了1 mm厚工业纯钛和3 mm厚304不锈钢搅拌摩擦焊搭接接头,接头断裂于钛侧母材。搅拌摩擦焊作为一种新型的固相连接技术成功实现了钛/钢复合结构的搭接焊,但国内外对钛/钢对接接头搅拌摩擦焊鲜有报道。
基于以上背景,文中开展了2 mm厚钛/钢异种金属搅拌摩擦对接焊试验,通过工艺试验,揭示工艺参数对接头成形的影响,在此基础上对搅拌摩擦焊接头的界面特征进行分析,探索接头的连接特征,为搅拌摩擦焊技术进一步应用在钛/钢异种金属复合结构件的连接提供一定的参考依据。
1 实验
实验材料为 2 mm 厚的 TC4钛合金和30CrMnSiNi2A调质钢,TC4为轧制退火态,化学成分见表1,30CrMnSiNi2A为退火态,室温组织为粒状珠光体,化学成分见表2。焊前,用砂纸将对接面磨光,保证对接面齐平。之后用丙酮超声波清洗,去除表面油污。由于所焊材料的强度较高,因此搅拌头材料选用钨铼合金,搅拌头形貌见图1,实验设备采用X53K立式铣床改装的搅拌摩擦焊机,实验参数范围见表3。

表1 TC4钛合金的化学成分(质量分数)Tab.1 Chemical compositions of TC4 titanium alloy(mass fraction)%

表2 30CrMnSiNi2A调质钢化学成分(质量分数)Tab.2 Chemical compositions of 30CrMnSiNi2A hardened and tempered steel (mass fraction)%

图1 搅拌头形状尺寸Fig.1 Illustration of tool geometry

表3 实验所选参数范围Tab.3 Parameter range selected for test
焊接示意图见图2,搅拌头轴线置中无偏移量,将TC4置于前进边,30CrMnSiNi2A置于返回边,焊接过程中,对试板的表面进行氩气吹气保护。焊接完成后,采用体式测量仪对焊缝表面形貌进行观察,之后使用线切割沿焊缝中心截取金相试样,磨抛腐蚀后采用光学显微镜(OM)和扫描电镜(SEM)观察界面特征,腐蚀剂选用体积分数为2%的硝酸酒精,采用EDS测定界面微观区域的化学成分。

图2 焊接示意图Fig.2 Illustration of welding
2 结果与讨论
2.1 焊接速度对焊缝成形的影响
旋转速度为750 r/min时,不同焊接速度焊缝表面成形见图3。焊接速度为23.5 mm/min时,焊缝表面较为粗糙,焊接后变色程度较大,两侧飞边量较多。随着焊接速度加快,焊缝表面粗糙度变小,成形开始变好,受氧化的程度变小,两侧飞边减小,焊接速度为60 mm/min时成形最好,焊接速度继续增大至75 mm/min,前进边飞边增多,返回边出现少量毛刺。

图3 不同焊接速度下焊缝表面成形Fig.3 Surface forming of joints at different travel speeds
旋转速度为750 r/min时,不同焊接速度焊缝横截面形貌见图4。焊接速度为23.5 mm/min时,焊缝中心主要为被搅拌针搅碎的大小不一的以“洋葱环”状分布的钛合金颗粒,钛碎块之间的间隙由钢填充;焊接速度为47.5和60 mm/min时,搅拌区的钛未被大量搅开,但仍以“洋葱环”状分布;焊接速度为 75 mm/min时,焊缝中心转变为“Z”状机械嵌合。随着焊接速度由小增大,搅拌头的搅拌作用逐渐减小,实验条件下,较慢焊接速度(23.5 mm/min)下大量的钛金属被搅碎混入钢中,以“洋葱环”形分布,与常规的铝合金搅拌摩擦焊相比,这种“洋葱环”中的破碎颗粒尺寸依然很大,说明无偏移量下试验所采用的搅拌头对钛合金的破碎能力较差,在较快的焊接速度下(75 mm/min),钛和钢的塑化程度较低,两者的混合程度很低,宏观上接头表现为潜在的机械嵌合。
与其他参数不同,旋转速度为750 r/min、焊接速度为23.5 mm/min时,搅拌区的钛合金颗粒出现了约0.9 mm的横向裂纹,搅拌区裂纹由钛颗粒的表层向心部延伸,如图 5a所示。返回边也出现了贯穿表层钛金属的横向裂纹,如图5b所示。分析认为,由于钢的线膨胀系数是钛的1.4倍,而热导率更是钛的4.8倍,焊缝冷却过程中,钛合金因热导率较低,高温停留时间长于钢,同时,钛的线膨胀系数小于钢,相同的冷却时间,钛的收缩量严重低于钢,热应力易集中于钛侧。该参数下,焊接时焊缝热输入很高,焊接时所产生的热应力较大,冷却过程中,由于夹具的刚性约束,裂纹产生。

图4 不同焊接速度下焊缝横截面形貌Fig.4 Cross section macrostructures of joints at different travel speeds
2.2 焊接参数对界面特征的影响
焊接速度为75 mm/min时,焊核中部区域界面结构及EDS点扫描位置示意见图6。界面附近点扫描结果显示见表 3,区域1主要为Fe元素,含有极少量的Ti元素,表明界面处富Fe侧钛元素扩散较少;区域4主要为Ti元素,固溶了体积分数约为18%的Fe元素,与区域 1相比,Fe元素扩散至富钛侧的能力要强于 Ti元素扩散至富铁侧;区域 2生成了 Fe-Ti系固溶体,区域3生成了Fe2Ti金属间化合物,表明界面处产生了约1 μm宽的金属间化合物层。可知,该参数下界面处钛和钢微观上未出现剧烈的混合作用,钛和钢发生了冶金反应,界面处生成了宽度为1 μm的扩散层,扩散层由 Fe-Ti系金属间化合物和固溶体组成。
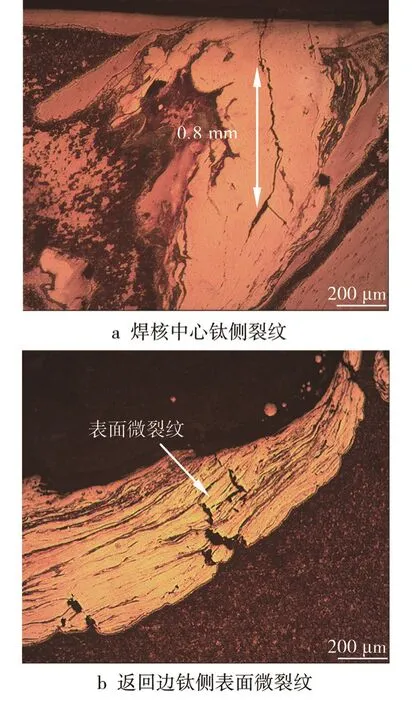
图5 旋转速度为750 r/min、焊接速度为23.5 mm/min时的焊缝裂纹形貌Fig.5 Cracks of joint produced at 750 r/min and 23.5 mm/min of rotation speed and travel speed

图6 焊接速度75 mm/min搅拌区中部区域界面结构Fig.6 Center interfacial microstructure at stir zone of the joint produced at 75 mm/min
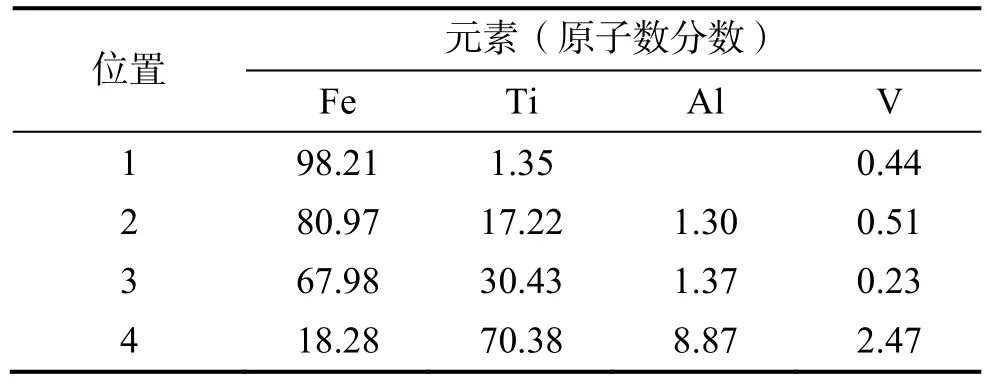
表4 EDS点扫描测试结果Tab.4 Result of EDS spot sweep test %

图7 焊接速度为60 mm/min搅拌区中部区域界面结构Fig.7 Center interfacial microstructure at stir zone of the joint produced at 60 mm/min of travel speed
焊接速度为60 mm/min时,搅拌区界面特征示意图见图7。一般地,随焊接速度的降低,由于焊接热输入升高,焊缝中的金属间化合物呈增长趋势。由图7可知,该参数下界面处的灰白层宽度在5 μm左右,界面处钛和钢的冶金反应程度明显高于焊接速度较快(75 mm/min)的接头。由表5可知,区域5为Fe2Ti,区域6为FeTi,表明钛侧金属不止在界面处产生了金属间化合物层,图7a可以看出,以钛元素为主的洋葱环内部存在大量的不同于钛基体颜色的大小颗粒,以涡流形式分布其中,分析认为这可能由于焊接时搅拌针剧烈的搅拌作用使钢被搅入钛中,钢随热力作用分布于洋葱环各个区域的过程中又与区域内接触的钛合金反应形成了固溶体或金属间化合物。
焊接速度为47.5 mm/min时,横截面中部区域界面特征及元素线分布见图8。由元素线扫描结果可知,界面处的灰白区域产生了明显的元素扩散,元素点扫描结果显示见表6,界面处生成了Fe2Ti金属间化合物,结合图8线扫描结果可以确定界面处扩散产物主要为 Fe2Ti金属间化合物,图 8b中金属间化合物层的厚度不一,最薄处厚度约为 2 μm,最厚处厚度约为 60 μm。

表5 EDS点扫描测试结果Tab.5 Result of EDS spot sweep test %

图8 焊接速度为47.5 mm/min搅拌区中部区域界面结构Fig.8 Center interfacial microstructure at stir zone of the joint produced at 47.5 mm/min of travel speed

表6 EDS点扫描测试结果Tab.6 Result of EDS spot sweep test %
3 结论
1)随着焊接速度的增加,钛/钢搅拌摩擦焊焊缝表面成形由粗糙变得光滑,焊接速度为 23.5~60 mm/min时,焊缝中心形成了以钛为主的“洋葱环”,焊接速度为75 mm/min时,界面以“Z”形嵌合。
2)“洋葱环”内部涡流分布着条带状及颗粒状的Fe-Ti反应物,为金属间化合物或固溶体。
3)随焊接速度的降低,界面处的钛/钢冶金反应程度增强。焊接速度为75 mm/min时,界面处反应层厚度约1 μm,焊接速度为60 mm/min时,界面处反应层厚度约5 μm,焊接速度为47.5 mm/min时,界面处反应层厚度约5~60 μm。
猜你喜欢
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
动漫星空(兴趣百科)(2020年9期)2020-09-28
航空发动机(2020年3期)2020-07-24
中学生数理化·中考版(2019年10期)2019-11-25
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
中国自行车(2018年8期)2018-09-26
小猕猴智力画刊(2017年9期)2017-10-19
制造技术与机床(2017年3期)2017-06-23
中学生数理化·中考版(2017年10期)2017-04-23
钛工业进展(2014年5期)2014-02-28
