一种豉香型白酒新型糖化发酵剂自动化生产工艺的研究
2018-09-04 01:52:02朱伟江陈贤乐陈晓枫梁思宇
酿酒科技 2018年8期
谭 莹,朱伟江,陈贤乐,陈晓枫,梁思宇
(广东石湾酒厂集团有限公司,广东佛山528031)
豉香型白酒是广东地区的地产白酒,“豉味玉冰烧”是广东名产,也是豉香型白酒的代表产品,其特点为“酒体玉洁冰清,豉香独特,醇和甘滑,余味爽净”,深受粤港澳同胞的欢迎,出口东南亚等地区[1]。豉香型白酒具有独特的制曲工艺和独特的酿造工艺。生产豉香白酒所用的酒曲为传统制作的大酒饼,其生产工艺是以大米为原料,蒸熟后加入自然接种的饼丸(小曲)以及黄豆、饼泥和饼叶等成分,用压饼机压制成型,进入饼房挂饼,盖席保温保湿培养,待成熟后出房烘干,粉碎后投入使用。
传统大酒饼制作为粗放型生产,存在很多不可控的因素:第一,生产和培养过程都处于开放式状态,受天气、温湿度等影响较大;第二,劳动强度大,特别是挂饼和摘饼,全靠人力操作,无法用机器代替,劳动成本高。因此,研究新的制曲工艺变得非常重要。
圆盘制曲机制曲从20世纪90年代开始就已经进行研究,具有生产效率高,操作简单等特点[2]。目前已广泛应用于麸曲等的制作上,例如景芝[3]等制作的河内白曲、细菌曲、酵母曲等已经用于芝麻香型白酒的生产。另外,圆盘制曲机在根霉曲制作中也有应用,如劲酒采用米粉、麸皮为原料,加菌种进行制作,后在圆盘制曲机上进行保温培菌、通风等制作而成[4]。圆盘制曲机制作豉香型白酒用曲尚没有过多的研究,本文研究一种豉香型白酒新型糖化发酵剂的制作工艺,在大酒饼原有原料成分配比的基础上进行散曲制作,研究圆盘制曲工艺,着重规范化控制温湿度等培养条件,旨在实现自动化生产,减轻劳动强度,降低人工成本。研究结果将为圆盘制曲机自动化生产工艺提供理论基础。
1 材料与方法
1.1 材料
原料:大米(本地),酒饼叶(本地),黄豆(本厂使用),豉香大酒饼(本厂生产),白癣土泥(本厂使用)。
饼种:本厂自制饼丸。
仪器设备:电热恒温培养箱,广州华南医疗器械有限公司;天平,常熟市双杰仪器测试厂;灭菌锅,上海博迅实业有限公司医疗设备厂;温度湿度计,中山美德时仪器仪表有限公司;小型圆盘制曲装置,本公司自制(可设定温度及通风,图1)。

图1 圆盘制曲装置
1.2 分析测定与品评方法
散曲的质量分析按照我司大酒饼检测方法进行。
总酸、总酯测定与品评方法:参照GB/T 10345—2007白酒分析方法[5]。
色谱分析:白酒分析专用毛细管柱;初温:50℃;保留时间:2 min;升温速率:35℃/min;顶温:220 ℃;保留时间:3 min。
1.3 试验方法
1.3.1 操作过程
将大米打磨成米粉,备用。黄豆打成粗粒状,过40目粗筛,浸泡4 h以上,沥干多余水分,备用。大青叶粗碎,备用。小酒饼粉碎成细粉,备用。
大米粉加入20%水,拌匀,上大汽常压蒸30 min,摊晾。
黄豆粗粒浸泡后沥去多余水分,上大汽常压蒸熟,摊晾。
大米粉和黄豆粗粒摊晾至35℃左右,按照表1、表2不同试验组的配比,拌入大青叶、小酒饼粉和白癣土泥,边搅拌边加入余下的水分。所有原料混合均匀后,装浅盘,并在散曲的表面盖上4层湿纱布,放入小型圆盘制曲装置中在30℃条件下进行培养。20 h后观察,待散曲表面长满菌丝后可掀去纱布,并进行通风、排湿、翻曲等操作。继续保温培养,待散曲内部全部结满菌丝后以40~45℃烘干至水分在12%以下,即为成品曲。散曲从进盘培养开始到烘干出成品曲结束,整个过程耗时不超过72 h。
将获得的成品曲进行检测,测定出酒率、总酸、水分。
1.3.2 工艺流程
本研究按下列工艺流程进行:
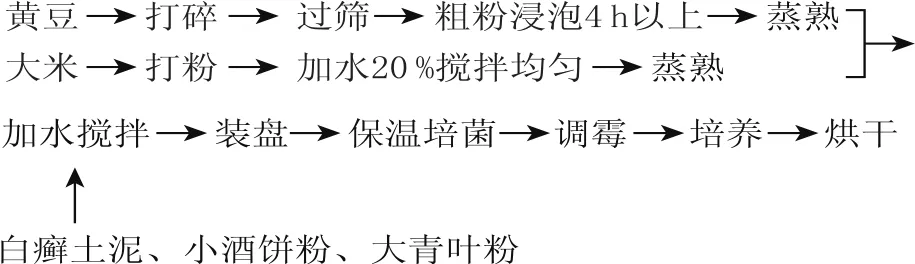
1.3.3 散曲的制作配伍
本试验进行了4组散曲的制作,实验配料在原有大酒饼配料方案基础上进行改良,研究该配料对散曲制作的影响。每一组所用的原料配比见表1。将制作好的散曲放入圆盘制曲装置中,进行保温培菌,根据生长情况进行通风及温度调节。
按照表2进行不同厚度的散曲制作,将做好的散曲放入圆盘制曲装置中进行自动化培养,控制培养温度30℃,根据品温和湿度进行通风或者控温操作。
1.3.4 发酵实验
将1.3.3获得的散曲按照大米重量的18%的添加量,加入蒸熟的米饭中,搅拌均匀,按照大米重量的1.6倍加入发酵用水,在30℃条件下进行发酵。发酵12 d后,可取成熟醪液样测定其酒精度和总酸,检查散曲的发酵情况。发酵15 d后,可将米酒醪液进行蒸馏得30%vol左右的斋酒,测酒精度、总酸、总酯及其他理化指标和色谱成分,并组织公司评委进行品评。
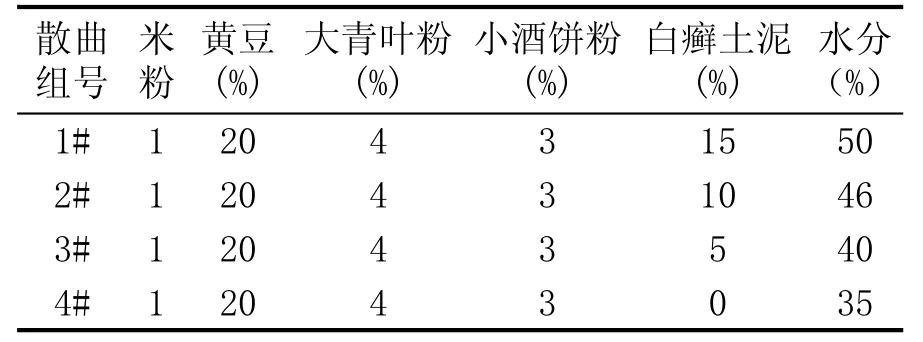
表1 实验方案一
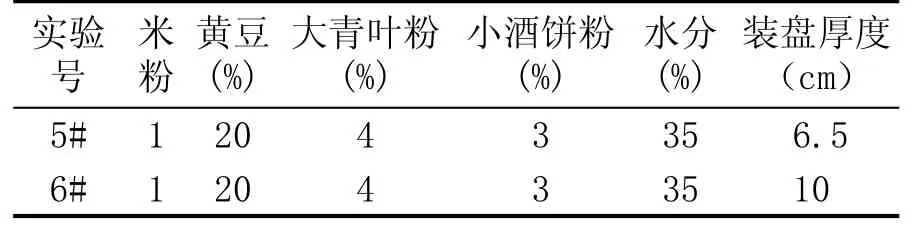
表2 实验方案二
2 结果与分析
2.1 散曲培养过程
散曲培养过程与大酒饼培养过程大体相似,都是经过3个时期:上霉期、潮火期、后火期,遵循“前缓中挺后缓落”的原则。上霉期要温度缓慢升高,切勿使品温超过45℃,期间要保湿,调霉要及时,调霉过早则菌丝没有完全长好,过晚则易感染水毛菌发黑变酸。上霉期间温度过高,则需要揭盖或者通风降温,如图2中19 h时即通风降温。调霉结束后,要及时翻盘和排潮。20 h时,即调霉翻曲(图2)。菌丝继续生长期间,湿度过高,则菌丝继续繁殖,易发黑变酸;湿度过低,容易变干,影响菌丝生长。期间要及时查看温度,控制品温在35~40℃。20 h到40 h时要每隔1 h检查1次温湿度,每隔2 h要开门降温排湿,切勿使湿度过大致使长水毛(图2)。待品温缓慢降落至30℃左右,则表明菌丝生长结束,营养物质消耗殆尽,菌丝不能继续生长,可适当调节温度至40℃左右,品温为48℃左右时,可将温度调高。烘干,即为成品曲。整个培养过程温湿度见图2。
相对来说,整个培养过程比车间生产的大酒饼简单易控制,温湿度调节效果较好,成品质量浮动较小。
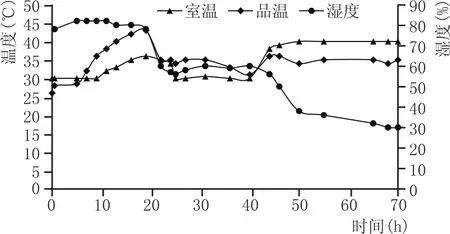
图2 圆盘散曲培养过程温湿度曲线
2.2 圆盘散曲形态观察(图3)
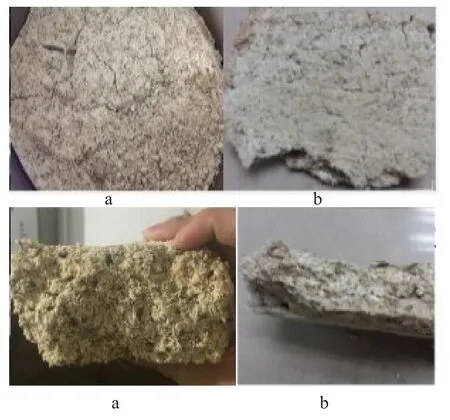
图3 圆盘散曲及大酒饼形态效果
图3a为圆盘制曲装置制作的大饼散曲,为完整一块,灰白色或者微黄,色泽均匀,厚度6.5 cm,菌丝粗壮,曲香浓郁,易碎,有饼叶香味。
图3b大酒饼为完整一块,结实,不易折断,灰白色,色泽均匀,厚度1.5~2.0 cm,菌丝粗壮,曲香浓郁。
2.3 圆盘散曲的检测结果(表3)
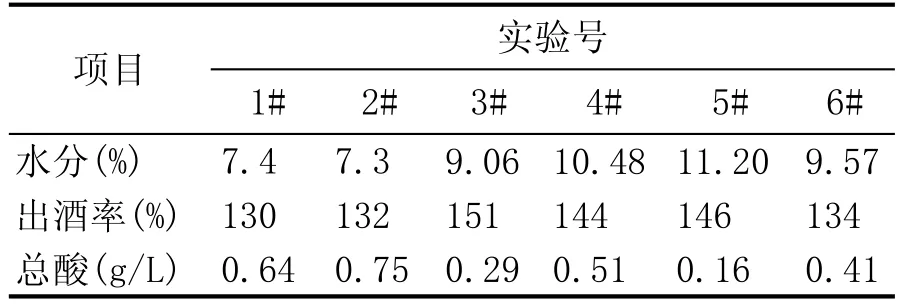
表3 散曲理化检验结果
表3散曲理化数据显示,参考我公司大酒饼理化检验标准,本次6个试验组所得的散曲基本达到合格品级别,其中3#、4#、5#达到一等品以上,结果表明白癣土的添加量越少,质量越好,原因可能是散曲培菌过程中,微生物需要呼吸氧气和排出水蒸气,白癣土的添加反而不能很好地交换空气,白癣土的添加量≤5%时,对散曲质量基本无影响,理化指标可达到一级以上,圆盘制曲装置制作的散曲理化指标尚可,达到一级以上。2#散曲酸度稍偏高,可能是培养过程中排潮没有做好,导致生酸菌繁殖过多,造成发酵过程中产酸过高;3#、4#基本达到大酒饼优级品水平。
散曲自动化生产的最终目标是实现自动化并扩大生产,研究培养厚度是实现大规模自动化生产的基础,本实验在原有大酒饼1.5~2 cm厚度的基础上逐渐增加,5#厚度6.5 cm,出酒率达到优级水平,6#散曲10 cm出酒率134%,与5#相比有所降低,总酸0.41 g/L稍高,可能是因为厚度增加,目前的通风为手动通风,不能翻搅,通风效果不是很好,不能有效排湿,可在现有设备基础上进行改善,增加智能化通风设施。
2.4 圆盘散曲发酵的成熟醪检测结果
分别将做好的散曲加入蒸好的大米饭中,加水,30℃下发酵。发酵12 d时取成熟醪液,检测其酒精度和总酸,结果见表4。
表4数据显示,各组成熟醪的酒精度均大于12%vol,说明发酵状态均正常,产酒能达到平均水平。1#总酸较高,说明此曲的发酵力较差,杂菌较多,生成较多的醋酸;2#总酸0.67 g/L,表明发酵过程基本正常;散曲3#、4#均小于0.6 g/L,说明发酵过程糖化发酵较好。实验结果表明,白癣土的添加与否,对散曲投料后的糖化发酵情况影响不是很大,基本上米酒发酵都处于正常范围。
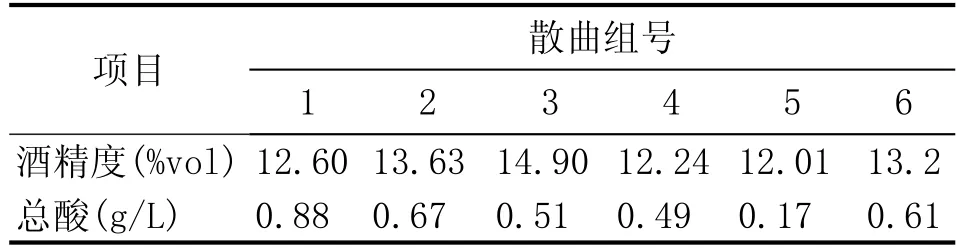
表4 成熟醪的理化检验结果
5#、6#发酵成熟醪酒精度大于12%vol,说明小型圆盘机制作散曲发酵效果达到要求,5#总酸小于0.6 g/L,说明发酵过程中糖化效果尚可,制作过程中排湿效果好,酸度均不大,发酵效果良好;6#发酵酸度0.61 g/L,酸度稍高,可能是散曲制作过程中排湿效果差或者排湿不及时等原因造成的。
2.5 圆盘曲发酵酒30%vol斋酒的检测结果
分别将6批散曲用于豉香型白酒发酵,15 d后蒸馏得30%vol左右的斋酒,斋酒的理化检验和色谱检验结果见表5、表6。
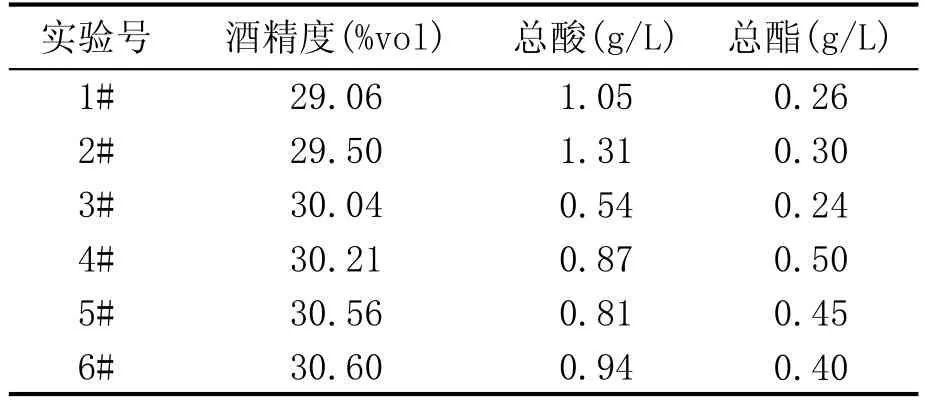
表5 30%vol斋米酒理化检验结果

表6 30%vol斋米酒色谱检验结果
从表5、表6可知,1#、2#、4#、5#、6#斋酒总酸均大于0.70 g/L,杂醇油含量均小于1.0 g/L,符合优级标准,3#总酸大于0.52 g/L,杂醇油小于1.0 g/L,符合一级标准。乙酸乙酯和乳酸乙酯均为豉香白酒在主要成分,由表7可看出,以上6个样品乙酸乙酯含量均在10 mg/100 mL左右,在传统斋酒乙酸乙酯含量86~456 mg/L[6]范围内,乳酸乙酯为10.31~22.73 mg/100 mL,符合斋酒 48.8~1564 mg/L[6]标准。豉香白酒主要成分除乙酸乙酯和乳酸乙酯外,区别于其他香型的特征成分为β-苯乙醇,在白酒中呈玫瑰样花香,其含量在20.0~127.5 mg/L[6]范围内,该成分的平均水平为66.0 mg/L[7-8],以上6个样品均在该范围内,并且2#、3#、4#、6#达到平均水平以上。综上表明以上6个斋酒的理化指标都达到我司豉香型斋酒一级以上的水平。
2.6 圆盘曲发酵酒品评结果
发酵实验将获得的斋酒进行厂评,6个样品的品评结果见表7。
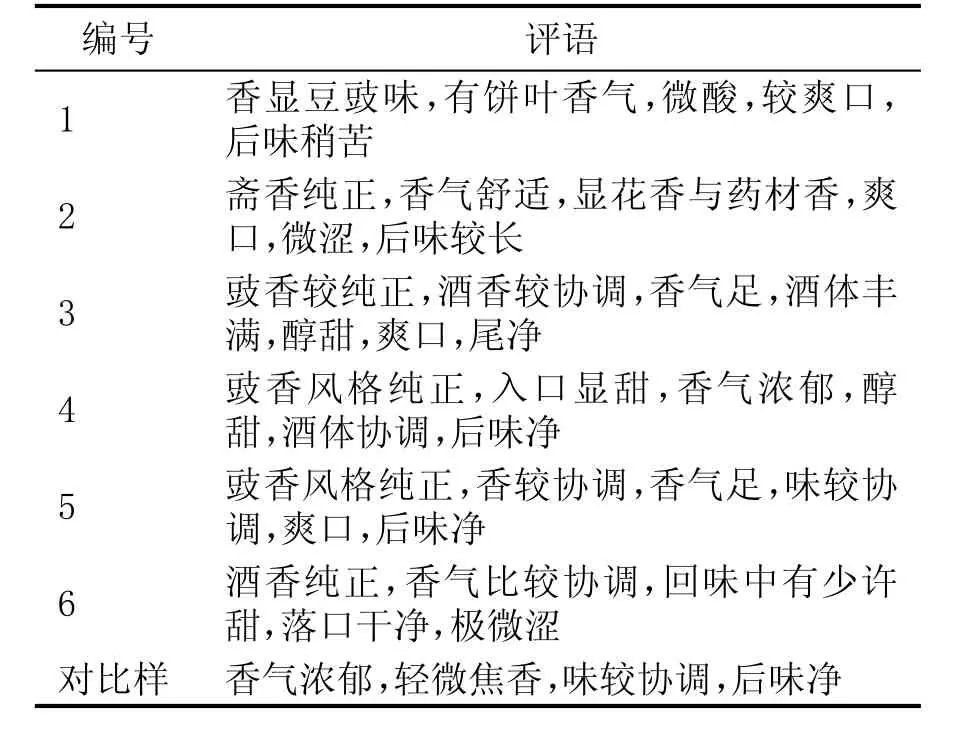
表7 斋酒品评结果
由表7可以看出,1#、2#、3#、4#、5#、6#样品斋香较纯正,并且各有特色,特别是4#、5#,与对比样最为接近,6#风格也较好。实验结果表明,散曲用于发酵所酿制的斋酒与传统斋酒风味及口感较为一致。
3 结论
3.1 散曲制作过程中与传统豉香大酒饼原辅料相似,白癣土在散曲制作中作用不大,实验过程逐步减少白癣土,对散曲质量无影响。散曲培养及烘干过程大概需要72 h,经历上霉期、潮火期、大火期,温度控制与豉香大酒饼基本相似,装盘后经历20 h左右进行调霉,之后保温培菌24 h左右,于40℃左右烘干。整个操作过程与传统大酒饼相比具有简单易控制的优点,且培养时间短,质量稳定。
3.2 圆盘制曲装置培菌过程中只要排湿措施合理,醋酸菌的量就可控制在合理范围内。同时散曲的糖化发酵力、出酒率均可以达到我公司现行大酒饼的理化质量标准。
3.3 圆盘散曲发酵过程与传统大酒饼比较一致,糖化发酵效果较好,蒸馏所制斋酒理化指标和口感与传统斋酒比较接近。
3.4 小型圆盘装置制作散曲随着物料厚度的增加,通风等措施无法达到要求,需提高自动化程度,增加翻搅及自动通风等设施,提高产品质量及产量。
3.5 圆盘散曲工艺,能减轻劳动强度,降低人工成本,缩短生产时间,为豉香新型糖化发酵剂自动化工艺提供技术支持。
猜你喜欢
食品科学(2023年22期)2023-12-14 12:45:30
休闲读品·天下(2022年2期)2022-07-13 20:50:52
休闲读品·天下(2022年1期)2022-05-01 15:59:26
中华诗词(2021年8期)2021-12-31 08:40:06
中国调味品(2021年3期)2021-03-23 04:34:56
酿酒科技(2020年7期)2020-12-19 01:53:51
中华诗词(2019年1期)2019-08-23 08:24:28
中华诗词(2019年9期)2019-05-21 03:05:14
中华诗词(2018年10期)2018-02-16 07:36:18
湖南农业大学学报(自然科学版)(2015年3期)2015-07-13 02:07:00