
缝合密度对缝合C/C-SiC-ZrC复合材料的力学性能的影响
2018-09-04 04:03闫联生郭晓波
航天制造技术 2018年4期
李 杰 闫联生 张 强 虎 琳 郭晓波 王 毅
缝合密度对缝合C/C-SiC-ZrC复合材料的力学性能的影响
李 杰 闫联生 张 强 虎 琳 郭晓波 王 毅
(西安航天复合材料研究所,西安 710025)
采用碳纤维无纬布缝合预制体,经“CVI+PIP”混合工艺制备了缝合C/C-SiC-ZrC复合材料。比较不同缝合密度对C/C-SiC-ZrC复合材料力学性能的影响,并通过扫描电子显微镜(SEM)观察复合材料断口的微观形貌。结果表明,在一定范围内,随着缝合密度的提升,缝合C/C-SiC-ZrC复合材料的拉伸强度有所下降,然而剪切强度有明显提升,最大可达24.94MPa。从SEM结果可以看出,无纬布缝合C/C-SiC-ZrC复合材料的拉伸破坏有明显假塑性断裂特性,在剪切载荷作用下,向纤维可有效抑制材料层间分层损伤。
缝合密度;C/C-SiC-ZrC复合材料;力学性能

1 引言
陶瓷基复合材料具有优良的力学性能,耐高温、耐烧蚀,成为制造高超声速飞行器燃烧室的热防护材料之一。复杂形状的陶瓷基复合材料热结构部件的制备工艺以及工程化应用研究在近二十年来倍受各国关注,已经成为当下的研究热点[1~4]。目前应用于复杂形状的陶瓷基复合材料热防护构件已实现了工程化生产的纤维预制体主要有3D编织预制体、针刺预制体等[5~7]。其中,3D编织预制体增强陶瓷基复合材料的碳纤维体积分数高,纤维的取向性较高,相比较于传统的陶瓷基复合材料,其弯曲强度和剪切强度有显著的提升,同时也提高了构件的结构整体性。但3D编织复合材料也有不可忽视的缺点:致密化效率低,工艺成本太高,难以制备大型部件[8]。针刺预制体增强陶瓷基复合材料有3D编织复合材料不可比拟的优点:致密化效率高,复合材料制备周期短,工艺成本较低,可制作大型构件,同时针刺C/C-SiC复合材料比编织结构(3D或2.5D)的C/C-SiC 复合材料的抗氧化烧蚀性能更好[9,10];并且针刺预制体C/C-SiC-ZrC复合材料适合制备复杂形状构件,易于工程化。西安航天复合材料研究所进行多年针刺预制体增强C/C-SiC-ZrC复合材料研究,并已在超燃冲压发动机燃烧室内层得到应用,但是针刺结构燃烧室承载能力较差,难以满足更高的超燃冲压发动机燃烧室热构件的承载需求,亟需更高强度的缝合C/C-SiC-ZrC复合材料。国内至今尚未对缝合C/C-SiC-ZrC复合材料的性能展开研究[11~14]。
本文采用turfing缝合方式将二维无纬碳布铺层制备成不同缝合密度的缝合预制体,然后通过“CVI+PIP”混合工艺制备缝合C/C-SiC-ZrC复合材料。探究缝合密度对缝合C/C-SiC-ZrC复合材料拉伸性能和弯曲性能的影响规律,进一步阐释了缝合工艺参数对复合材料的力学性能影响机理,为提高复合材料层间剪切强度提供设计依据和技术支持。
2 实验
2.1 实验原材料
a. T700SC-12K碳纤维无纬布,面密度为330g/m2,而缝合线采用吉碳生产的1K碳纤维,1K×4股加捻合股而成;
b. 采用国防科技大学新型陶瓷纤维及其复合材料国防科技重点实验室合成的聚碳硅烷作为SiC陶瓷先驱体;
c. ZrC陶瓷先驱体由中科院工程研究所军工材料课题组合成,规格型号CM120;
d. 无色透明液体的二甲苯作为聚碳硅烷与碳化锆陶瓷先驱体树脂的溶剂。
2.2 缝合预制体制备
将T700SC-12K连续碳纤维无纬布裁取三组尺寸为220mm×220mm的无纬碳布(每组28块无纬碳布),将每组无纬碳布以0º/90º交替叠层形成二维无纬碳布,然后采用缝线按照缝合间距3mm×3mm、4mm×4mm、5mm×5mm将三组二维无纬碳布制备成本实验所需要的三组不同缝合间距的无纬碳布缝合预制体(缝合预制体尺寸:220mm×220mm×13mm),如图1所示。
本实验制备的预制体参数如表1所示。
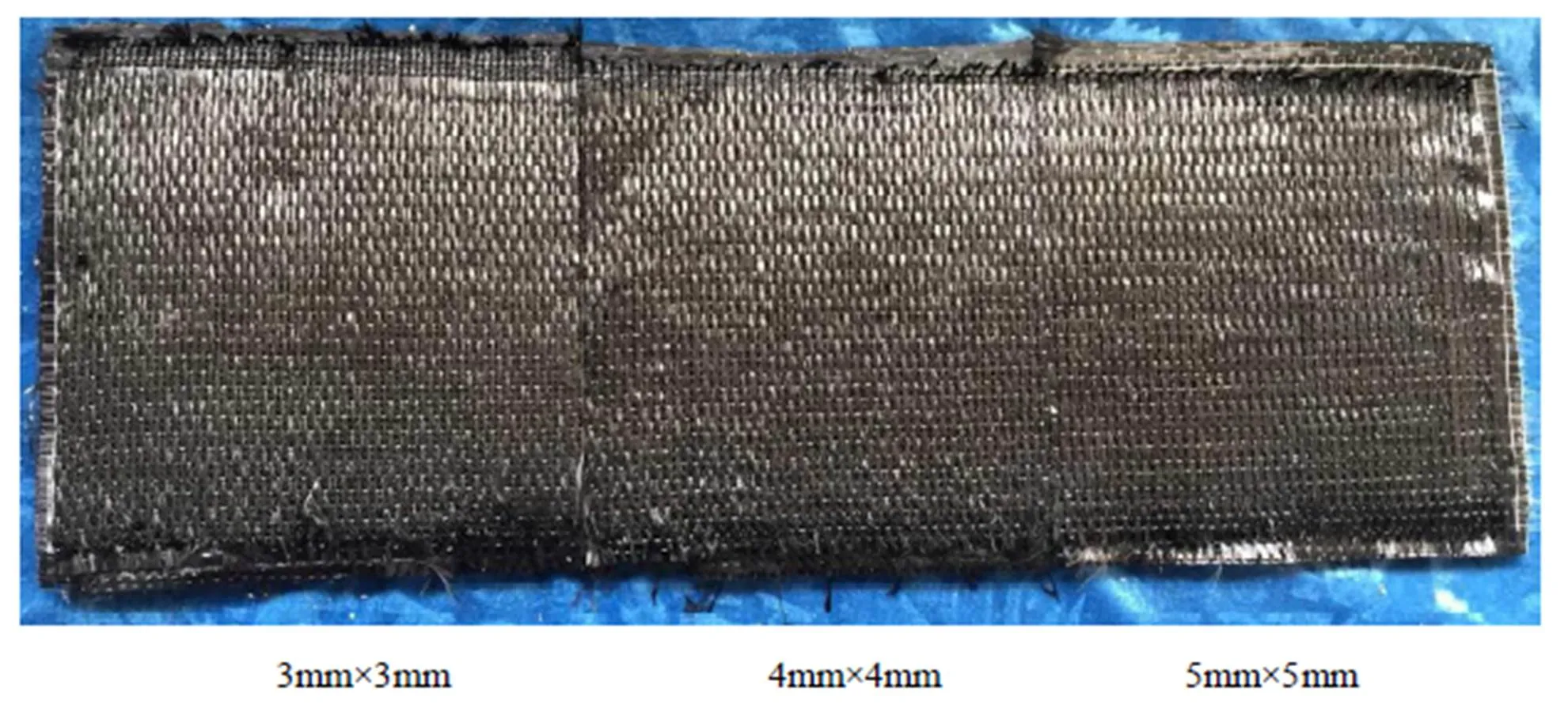
图1 斜纹布缝合预制体

表1 三种不同预制体参数
2.3 C/C-SiC-ZrC复合材料试样制备
首先采用CVI工艺将已经制备好的三种不同缝合密度的无纬碳布缝合预制体进行致密,制备成密度约为1.2g/cm3多孔梯度C/C坯体;然后采用PIP工艺对多孔梯度C/C坯体进行SiC-ZrC基体致密化,最终材料密度达2.0g/cm3左右,材料参数如表2所示。CVI致密过程:将已经制备好的三种不同缝合密度的无纬碳布缝合预制体置于MTS-H2气体体系中,将温度升至1000~1100℃进行碳化。PIP致密过程:将SiC陶瓷先驱体和ZrC陶瓷先驱体按照一定比例混合均匀,制备成C/C复合材料的浸渍剂,然后将密度约为1.2g/cm3的C/C复合材料置于浸渍剂中,经过压力浸渍常压裂解最终制备成本实验所需的缝合C/C-SiC-ZrC复合材料。

表2 三种C/C-SiC-ZrC复合材料
2.4 性能表征
根据企业标准Q/Gb95—92测试本文中三种材料的拉伸性能。拉伸试样厚度=6mm,长为100mm,两端宽为15mm;标距段的长度为50mm,宽度为10mm。试样的拉伸试验在Instron1196万能材料试验机上进行,加载速率控制在1mm/min,拉伸试样在两端分别胶粘结1mm厚的铝板加固。为拉伸最大载荷,拉伸强度E按下式计算表达式:
E⁄(1)
按照标准Q/QJA207—2014加工缝合C/C-SiC-ZrC复合材料的剪切试样,其尺寸为18mm×6mm×3mm,在室温下,采用短梁三点弯曲法测试其剪切性能。电子万能试样机跨距为15mm,跨高比调整为5,加载速率为0.5mm/min。为最大外加载荷,弯曲强度计算公式如下:
3/4(2)
采用JSM-5800扫描电子显微镜进行断口形貌分析。采用排水法测试复合材料的密度,测试规范按照GBl994. 15—881。
3 结果与分析
3.1 材料的拉伸性能
表3为三种不同缝合密度的无纬碳布缝合C/C-SiC-ZrC复合材料的拉伸强度。无纬碳布缝合C/C-SiC-ZrC复合材料的拉伸强度随着缝合密度的升高而降低,其拉伸模量随缝合密度的变化趋势相似。W5试样拉伸强度和模量最高分别可达218MPa和95.8GPa;W4试样的拉伸强度相比于W5试样下降了2.2%,而W3试样的拉伸强度相比于W4试样却下降了17.6%,可见当缝合密度过大时无纬碳布缝合C/C-SiC-ZrC复合材料拉伸强度受缝合密度影响较大,显著降低,且随着缝合密度的提升,拉伸强度的下降幅度增大。

表3 缝合C/C-SiC-ZrC复合材料拉伸性能
由表3可知,随着缝合密度的提高,缝合预制体的面内纤维体积分数增大,而缝合C/C-SiC-ZrC复合材料拉伸强度却随缝合密度而降低,产生这样的复杂的变化,究其原因在于:a.一方面,由于缝合密度的提高,向纤维增多,其对复合材料内部裂纹“钉扎”与“桥联”的作用增强,对纤维铺层的联结与耦合作用增大,降低单层纤维铺层的厚度,提高了面内纤维体积分数,可有效抑制复合材料分层损伤,进而提高复合材料的完整性与拉伸强度;b.但是另一方面,由于在缝合预制体制备过程中引入的向纤维和缝针都会对面内纤维造成一定程度的断裂和屈曲,这些受损的纤维在外加载荷的作用下,无法充分发挥纤维的力学承载能力,因此会导致复合材料力学性能的降低。故在一定的范围内,缝合密度的提升,面内纤维在缝合过程中受到较为严重的变形甚至断裂,导致拉伸性能有所降低,这一结论跟徐华杰[15]和聂景江[16]的研究结果相似。
从图2可以看出,无纬碳布缝合C/C-SiC-ZrC复合材料的宏观断面粗糙不平,有明显的纤维束,拉伸断口微观形貌上有少量的单根纤维的拔出,体现其明显的假塑性破坏行为的特征。
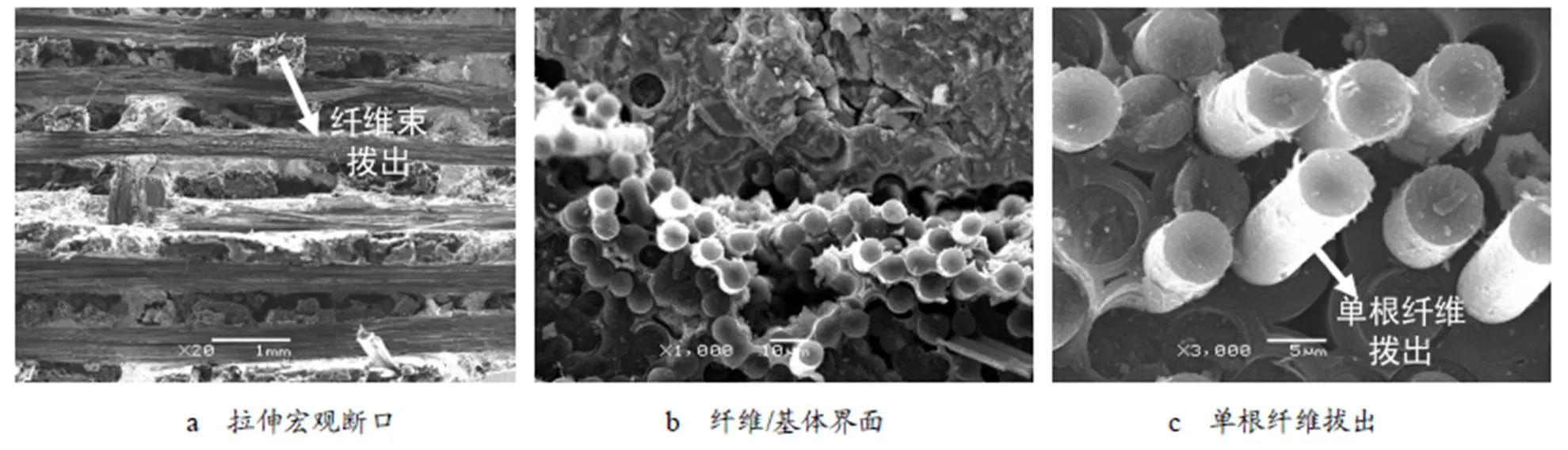
图2 无纬碳布缝合C/C-SiC-ZrC复合材料拉伸破坏形貌SEM照片
3.2 材料的剪切性能
由表4可以看出,缝合C/C-SiC-ZrC复合材料层间剪切强度随着缝合密度的提高而增强,与W5试样相比,W4试样和W3试样的层间剪切强度分别提高0.9%和7.6%,最高(W3)可达24.94MPa。

表4 三种材料的剪切强度
缝合密度越高,缝合C/C-SiC-ZrC复合材料的层间剪切强度越大。当缝合C/C-SiC-ZrC复合材料在剪切载荷作用下,向纤维可以起到“钉扎”裂纹,桥联裂纹两端缝合C/C-SiC-ZrC复合材料铺层的作用,可提高缝合C/C-SiC-ZrC复合材料层间剪切强度。
图3所示为缝合C/C-SiC-ZrC复合材料试样在层间剪切载荷作用下的分层破坏SEM照片。由图3中可见多条裂纹,裂纹可穿过缝合线继续扩展,或在缝合线处终止。基体强度较低,且层与层之间不易致密,因此层间基体内存在许多孔隙缺陷,易在剪切作用下产生分层。当复合材料中存在向缝合纤维时,缝合线贯穿了缝合C/C-SiC-ZrC复合材料厚度方向,促进层间SiC基体和ZrC基体的沉积,联结了复合材料各个铺层,当裂纹穿过缝合纤维继续扩展时,缝合纤维可以充分发挥“钉扎”裂纹和桥联各层的作用,提高了缝合C/C-SiC-ZrC的层间剪切性能。在层间剪切载荷作用下势必要有一部分向纤维束会出现切断或拨出的现象(向纤维拨出将消耗更多的断裂能)。在层间剪切载荷作用下,随着缝合密度的增加即向纤维的增加,缝合C/C-SiC-ZrC复合材料发生分层破坏时就需要更多的向纤维切断和拔出即消耗更多的断裂能,所以缝合密度越高,缝合C/C-SiC-ZrC复合材料剪切强度越大。

图3 无纬碳布缝合C/C-SiC-ZrC复合材料剪切破坏SEM照片
4 结束语
a. 缝合密度越大,单层纤维铺层厚度更薄,向纤维和面内体积分数越高;
b. 虽然向纤维存在对材料的内部裂纹“钉扎”作用与纤维铺层“桥联”作用,能够在一定程度上有效抑制复合材料分层损伤,进而提高复合材料的完整性与拉伸强度,但是在一定范围内随着缝合密度的提升,面内纤维在缝合过程中受到较为严重的变形甚至断裂会导致拉伸性能有所降低;
c. 在层间剪切载荷下,随向纤维密度增加,在剪切载荷作用下,会有更多的向纤维发挥“钉扎”裂纹,桥联裂纹两端铺层的作用,材料破坏需要更多的向纤维切断即需要消耗更多的断裂能,故无纬碳布缝合C/C-SiC-ZrC的层间剪切强度增大,最大可达24.94MPa。
1 闫联生,崔万继,崔红,等. 超高温抗氧化碳陶复合材料研究进展[J]. 宇航材料工艺,2014,44(3):6~11
2 马青松,刘海韬,潘余,等. C/SiC复合材料在超燃冲压发动机中的应用研究进展[J]. 无机材料学报,2013,28(3):247~255
3 Berens T M, Bissinger N C. Forebody precompression effects and inlet entry conditions for hypersonic vehicles[J]. Journal of Spacecraft & Rockets, 2015, 35(1): 30~36
4 张杰,孙冰,郑力铭. 超燃冲压发动机喷管烧蚀热防护研究[C]. 中国宇航学会2005年固体火箭推进年会. 2005
5 韩杰才,胡平,张幸红,等. 超高温材料的研究进展[J]. 固体火箭技术, 2005,28(4):289~294
6 赵丹. 耐超高温陶瓷先驱体及其复合材料的制备和性能研究[D]. 国防科学技术大学,2011
7 王毅,郑金煌,崔红,等. 针刺预制体纤维排布对C/C复合材料力学性能影响[J]. 固体火箭技术,2016(3):388~391
8 程小全,郦正能,赵龙. 缝合复合材料制备工艺和力学性能研究[J]. 力学进展,2009,39(1):89~102
9 于倩倩,陈刚,郑志才. 缝合技术在复合材料上的应用及研究进展[J]. 工程塑料应用,2009,37(5):85~88
10 严柳芳,陈南梁,罗永康. 缝合技术在复合材料上的应用及发展[J]. 产业用纺织品,2007,25(2):1~5
11 赵丹,张长瑞,胡海峰,等. 3维C/SiC-ZrC复合材料的制备及其性能研究[J]. 国防科技大学学报,2011,33(6):129~133
12 李秀倩,焦健,邱海鹏,等. ZrC/SiC多组元改性C/C复合材料的制备及性能研究[J]. 航空材料学报,2014,34(3):69~73
13 李新涛,赵高文,许正辉,等. 缝合结构C/C复合材料的制备及组织[J]. 宇航材料工艺,2011,41(1):58~60
14 许昌. 复杂载荷下缝合层板面内强度研究[D]. 南京航空航天大学, 2011
15 许华杰. 主动冷却用C/SiC的化学相容性和预制体结构优化[D]. 西北工业大学,2015
16 Nie Jingjiang, Xu Yongdong, Zhang Litong, et al. Effect of stitch spacing on mechanical properties of carbon/silicon carbide composites[J]. Composites Science & Technology, 2008, 68(12): 2425~2432
Effects ofStitch Density on Mechanical Properties of Stitched C/C-SiC-ZrC Composites
Li Jie Yan Liansheng Zhang Qiang Hu Lin Guo Xiaobo Wang Yi
(Xi’an Aerospace Composite Material Institute, Xi’an 710025)
The stitched C/C-SiC-ZrC composites were prepared by the “CVI+PIP” mixing process using the carbon fiber non-staple fabric suture preform. The effects of different stitching densities on the mechanical properties of C/C-SiC-ZrC composites were compared, and the microstructure of composite fractures was observed by scanning electron microscopy (SEM). The results show that within a certain range, the tensile strength of the stitched C/C-SiC-ZrC composites slightly decreased and the shear strength has significantly increased (up to 24.94MPa) as the increase of the stitching density. It can be seen from the SEM results that the tensile failure of the non-weft-stitched C/C-SiC-ZrC composites has obvious pseudoplastic fracture characteristics. Under the action of shear load, the-direction fiber effectively inhibits interlayer delamination damage.
stitched density;C/C-SiC-ZrC composites;mechanical property
李杰(1990),硕士,高温材料及制造专业;研究方向:陶瓷基复合材料。
2018-06-10
猜你喜欢
发明与创新(2022年28期)2022-11-22
科学技术创新(2022年29期)2022-10-26
力学与实践(2022年3期)2022-07-02
福州大学学报(自然科学版)(2021年6期)2021-12-31
腐蚀与防护(2021年1期)2021-12-13
今日自动化(2021年2期)2021-10-14
爆炸与冲击(2020年8期)2020-08-26
航空发动机(2020年3期)2020-07-24
学生导报·东方少年(2019年20期)2019-11-27
振动工程学报(2019年2期)2019-05-13
