管胎焊接专机的设计*
2018-08-31 02:13万永华
机械制造 2018年5期
□ 万永华 □ 王 翔
1.河南中烟工业有限责任公司漯河卷烟厂 河南漯河 462000
2.漯河双汇肉业有限公司机械加工厂 河南漯河 462000
1 设计背景
目前,液压系统中的胶管一般使用挤出机挤出成型,胶管的内芯分为软芯和硬芯两种。硬芯一般采用冷拔无缝钢管,也称管胎。管胎外径为16~102 mm,长度为18~30 m,由同一外径、长度为6 m左右的钢管焊接而成。钢管焊接时,将管胎接头放置在钢管内孔后再进行两根钢管之间焊接,加工方式为先焊接上半部,再将管胎旋转180°后焊接下半部。焊接完成后进行打磨处理,保证焊缝直径不大于管胎直径。由于焊接需要两人配合,因此效率较低。管胎采用自动焊接技术是降低劳动强度、提高效率、保证质量的有效手段[1],笔者根据生产实际需要,设计了一台管胎焊接专机。
2 工作过程
管胎焊接专机如图1所示,笔者以直径25 mm的管胎焊接为例,说明其工作过程。
(1)由前牵引机将第一根管胎通过四爪卡盘输送至管胎配型法兰及导向套的内孔中,并衔接后牵引机由其继续输送。 当管胎末端输送至与焊枪同一铅垂线左右20 mm位置时,后牵引机停止输送,操作者将管胎接头装入管胎孔中。
(2)由前牵引机将第二根管胎输送通过四爪卡盘,此时牵引机驱动电机变频减速,使管胎慢速运行,且输送速度为1~1.5 m/min。使第二根管胎端部内孔套入管胎接头,完成后调整四爪卡盘管胎接头处的中心位置,使管胎处于水平轴线。
(3)调整焊枪固定装置,确保焊枪与管胎之间的距离合适。焊枪固定装置固定在旋转盘上,焊接管胎时,启动摆线针轮行星减速机,焊枪围绕管胎中心轴线旋转,同时焊接管胎。若旋转盘出现焊枪电缆线缠绕,则需要操作者手动将焊枪电缆线摆放正确。
(4)焊接完成后需要进行打磨处理。后牵引机右侧有1.1 m空间,焊接完成后将管胎输送至这一空间进行打磨。打磨完成后,开始第三根管胎的焊接工作,依次进行重复操作。
前后牵引机驱动电机由变频器调速,管胎夹紧方式为气缸向上顶起夹紧,摆线针轮行星减速机的速比为289,输出转速为5 r/min[2]。旋转盘通过 25齿主动链轮与63齿从动链轮减速,最大转速为 2 r/min[3]。
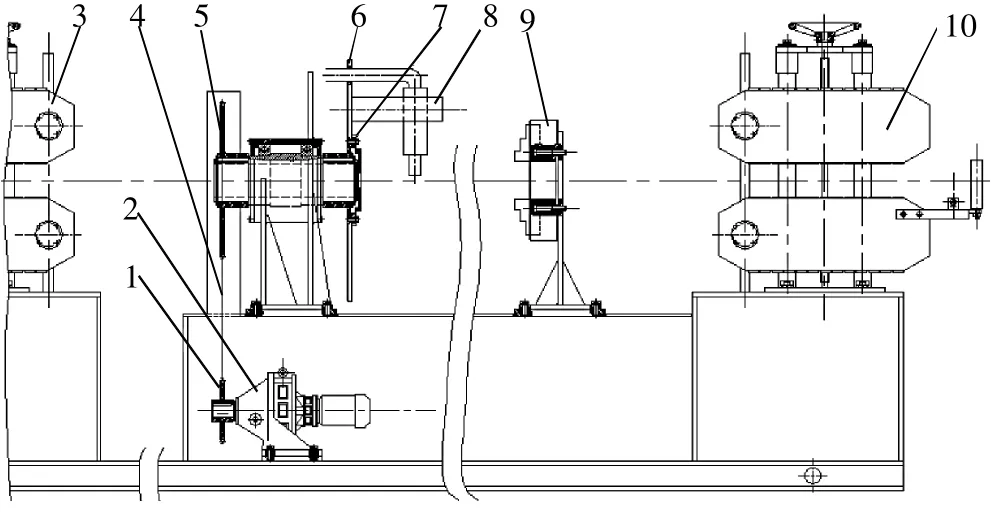
▲图1 管胎焊接专机
当需要焊接其它规格的管胎时,为便于管胎接头对中,可以更换管胎配型法兰及导向套。76 mm、89 mm及102 mm的管胎由于刚性较大,不需要使用管胎配型法兰及导向套。
3 电路设计
为了使焊接速度可控,管胎焊接专机旋转盘采用变频器调节电机转速[4]。焊接完一周后,焊枪送丝管及电缆线容易缠绕,因此需要电机具有自动反转功能。为此,采用行程开关实现电机的正反转控制。
图2所示为控制电机正反转的行程开关安装图。行程开关安装板固定在管胎焊接专机的框架上,两个行程撞块分别布置在旋转盘的正反面,与焊枪同步旋转。限位行程开关SQ3、正转行程开关SQ1和反转行程开关SQ2分别布置在行程开关安装板的正反面。当旋转盘正转,行程撞块压动SQ1时,发出信号,电机反转。反转一周后,行程撞块压动SQ2,电机换向。SQ3用于SQ1和SQ2失效时使电机停止转动,以免拉断电缆线。
变频器控制电机正反转电气原理图如图3所示。图3中QS为电源总开关,SB1、SB2分别为电机正反转控制按钮,KM1、KM2分别为电机正反转控制接触器,SB3为电机停止按钮,SQ3为限位行程开关,FU1、FU2分别为电机与控制电路过载熔断器,FR为电机热继电保护器。RB1、RC1为变频器内置输出常闭触点。通过调节滑动触点AVI,可以得到频率给定信号[5-7]。
当开始进行焊接时,合上QS,使控制电路和变频器均处于得电状态。按下SB1,KM1线圈得电动作,与变频器FWD相连的KM1常开触点闭合,变频器内置转换电路工作,使电机开始正转。当电机带动旋转盘及行程撞块压动SQ1时,与KM1线圈串联的SQ1常闭触点断开,KM1线圈失电,与变频器FWD相连的KM1常开触点断开,电机停止正转。此时,与KM2线圈串联的SQ1常开触点闭合,KM2线圈得电,与变频器REV相连的KM2常开触点闭合,变频器内置转换电路工作,电机开始反转。当反转一周后,行程撞块压下SQ2,电机停止反转。如果需要停机,可按下SB3,KM1和KM2线圈均处于失电状态,电机停转。
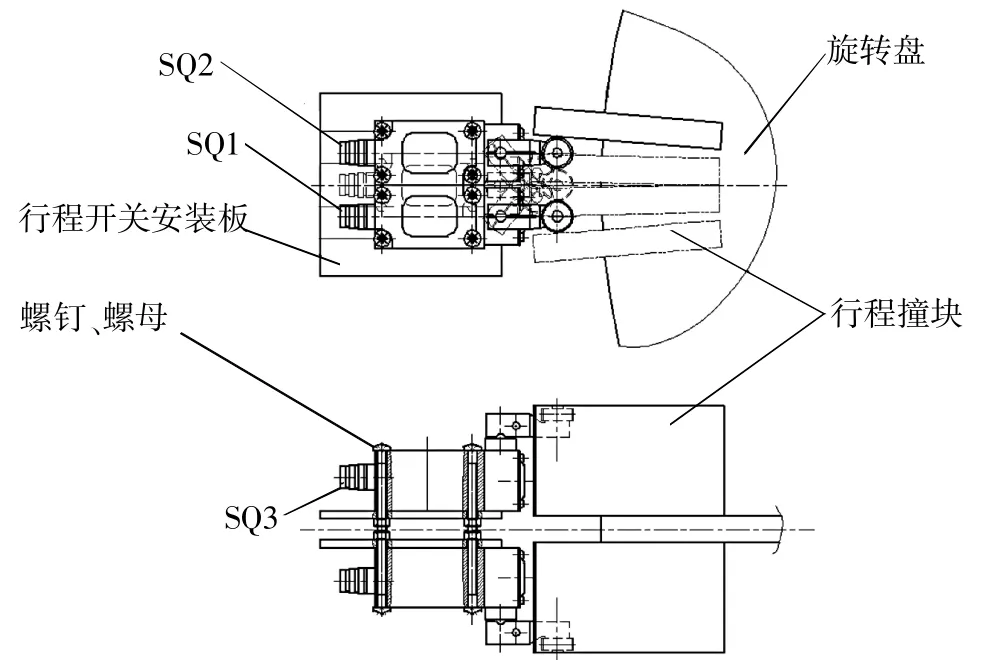
▲图2 行程开关安装图
4 参数及调整
管胎焊接专机选用二氧化碳气体保护焊机,其具体参数为:供电电源380 V、50 Hz,额定输入容量31.9 kVA,空载电压 66 V,焊接电流 60~500 A,工作电压17~35 V,额定负载持续率60%。送丝机的送丝速度与焊接速度相同[8]。焊枪控制开关安装在按钮盒上,设有启动、停止、急停等多种按钮。
旋转盘安装焊枪固定装置后,需要进行静平衡校正工作,设置合适配重,可以使旋转盘平稳工作。考虑到最大规格管胎材料为102 mm钢管,选用了外径为400 mm、内孔为 125 mm 的四爪卡盘[9]。
5 结束语
笔者设计了管胎焊接专机,这一焊接专机的内部结构包括输送管胎的前牵引机和后牵引机、焊枪固定装置、旋转盘等。需要焊接的管胎由前牵引机和后牵引机接力牵引输送 至焊枪处,通过装有焊枪固定装置的旋转盘使焊枪 自动旋转,一人即可独立操作,焊接时间缩短为原焊接时间的一半,从而节约了人力成本,减少了劳动时间,提高了效率,并提升了操作的自动化程度[10]。
这一管胎焊接专机目前已经完成试制,并获得一项国家发明专利[11]。
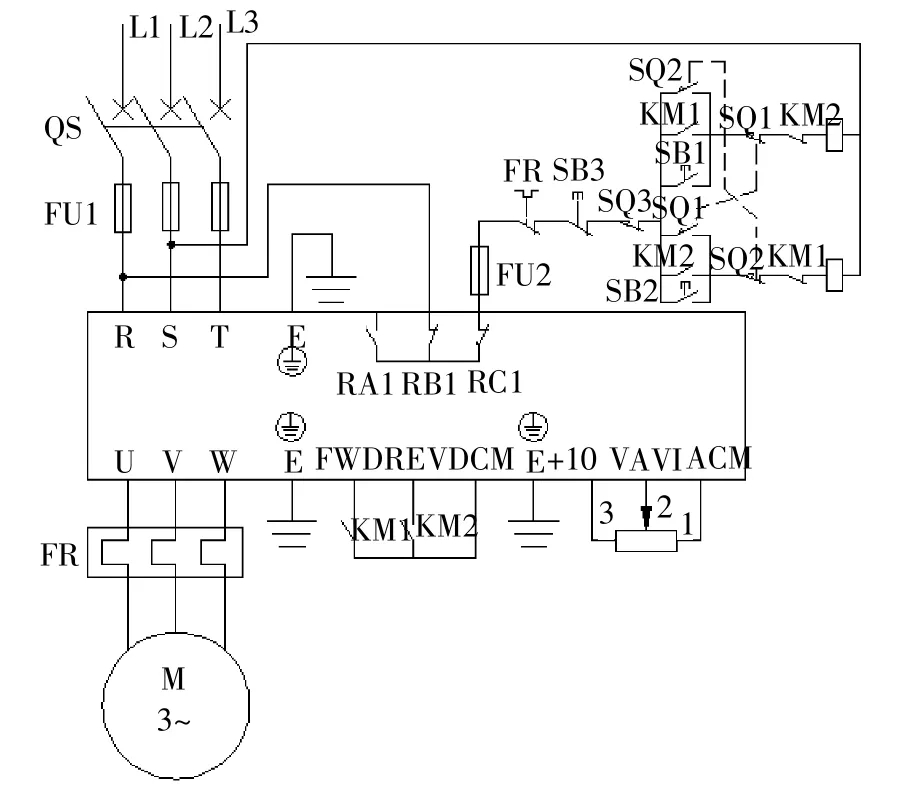
▲图3 变频器控制电机正反转电气原理图
猜你喜欢
现代农机(2022年3期)2022-07-11
现代仪器与医疗(2021年2期)2021-07-21
环球市场(2021年11期)2021-01-15
新商务周刊(2019年24期)2019-12-22
组合机床与自动化加工技术(2019年11期)2019-11-27
数码世界(2018年6期)2018-07-12
智能制造(2017年4期)2017-07-24
中国交通信息化(2017年10期)2017-06-06
中国医学装备(2015年10期)2015-12-29
汽车文摘(2015年11期)2015-12-14