
滚筒干燥结合酶法生产婴幼儿米粉的工艺研究
2018-08-03 01:45袁如英黄荣和
现代食品 2018年11期
◎ 袁如英,韩 飞,黄荣和
(广东一家人食品有限公司,广东 汕头 515041)
婴幼儿米粉是母乳或婴儿配方食品不能满足婴儿营养需要以及婴儿断奶期间时,为补充婴幼儿营养的辅助食品,是以小米、大米为主要原料,以白砂糖、蔬菜、水果、蛋类、肉类等选择性配料,加入钙、磷、铁等矿物质及维生素等加工制成的婴幼儿补充食品[1]。
婴幼儿米粉制粉方法主要有挤压膨化技术(干法)和滚筒干燥技术(湿法),其中滚筒干燥法因操作成本低、干燥速度高、可连续作业等优点而被广泛应用,但存在物料容易黏连,有结块而难以成粉,且婴幼儿肠胃淀粉酶较少,对淀粉类食品消化能力差,易产生腹胀、腹泻等问题[1],而改进婴幼儿米粉冲调性、改善口感、提升营养物吸收是生产关键。本文采用糙米发芽、生物酶处理与滚筒干燥法相结合,利用滚筒干燥结合酶法生产婴幼儿米粉,以期对提高糙米淀粉糊化度和γ-氨基丁酸含量,从而提高米粉冲调性和高质量品质。
1 材料与方法
1.1 仪器与材料
TGX型双滚筒刮板干燥机(江苏健达干燥工程有限公司)、JTM-AM25型胶体磨(南通富莱克流体装备有限公司)、5418R型离心机(德国Eppendorf公司)、F-130万能粉碎机(80目筛网,江阴市力仁机械制造有限公司)、NCY-6自动黏度仪(上海思尔达科学仪器有限公司)、BS224S型电子天平(德国赛多利斯公司)。
糙米、中温α-淀粉酶(酶活力≥10 000 U/g)、纤维素酶(酶活力≥500 U/g),其中酶液配制均使用0.1 mol/L pH=5.0醋酸钠缓冲液。
1.2 滚筒干燥结合酶法工艺流程
糙米→人工精选(去除虫蛀、霉变、异色粒等杂质)→清洗(自来水冲洗3次)→34 ℃浸泡14 h(pH=5.0的磷酸盐缓冲液)→沥干→30 ℃发芽20 h→打浆→50 ℃保温30 min(α-淀粉酶、纤维素酶)→80 ℃预糊化→滚筒干燥→粉碎→造片→包装→成品。
1.3 检测方法
(1)复水率的测定。准确称取发芽糙米粉M1,置于烧杯中,加入5倍沸水,搅拌后静置。待复水3 min后,10 000 r/min离心15 min,沥干水,用滤纸将其表面水分吸干,称重,记为M2,复水率用M2/M1的比值表示。
(2)γ-氨基丁酸的测定。将发芽糙米研磨成粉状后,按陈恩成等[2]方法,采用比色法测定糙米中γ-氨基丁酸的含量。
(3)水分按GB/T 5497-1985测定,灰分按GB/T 22427.1-2008测定,脂肪按GB/T 5009.6-2016测定,粗蛋白按GB/T 5009.5-2016测定,淀粉含量按GB/T 5514-2008测定。
1.4 滚筒干燥结合酶法生产米粉片
采用胶体磨将酶法处理后的发芽糙米打磨成糙米浆液,并将其质量浓度配成40%;采用磁力搅拌器中不停搅拌,60 ℃蒸煮20 min后,控制滚筒干燥机,操作压强0.5 MPa,制备出具有结构疏松、无黏性的酶处理糙米片;经破碎、筛分后获得均匀的糙米米粉片。
1.5 感官评分
组织从事食品研究的人员,对婴幼儿米粉进行感官评定,分为组织形态、气味、色泽、滋味、冲调性和口感6个指标,每个指标10分,其具体感官评价见表1。
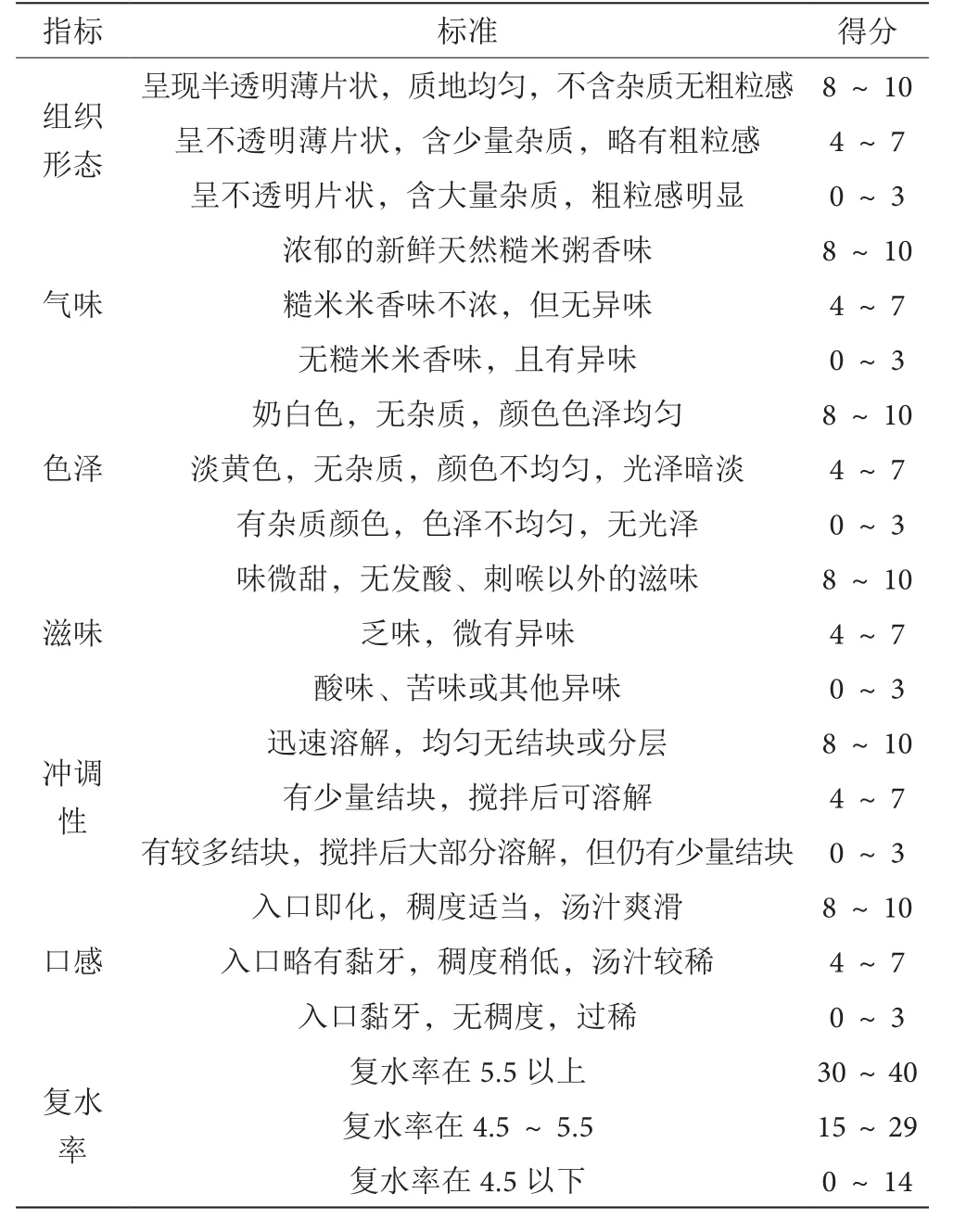
表1 感官评价标准表
2 结果与分析
2.1 滚筒干燥结合酶法米粉的基本成分
针对滚筒干燥结合酶法生产婴幼儿米粉,分析酶法米粉与普通滚筒干燥法米粉的基本成分的差别,见表2。与普通滚筒干燥法米粉相比,酶法生产的米粉中γ-氨基丁酸含量高达48.26 mg/100 g,且粗纤维含量较高,这可能与酶法降解纤维素有关,而糙米中水分、灰分、脂肪、粗蛋白、淀粉含量与白米成分较为一致,这对糙米品质及加工无显著性影响。
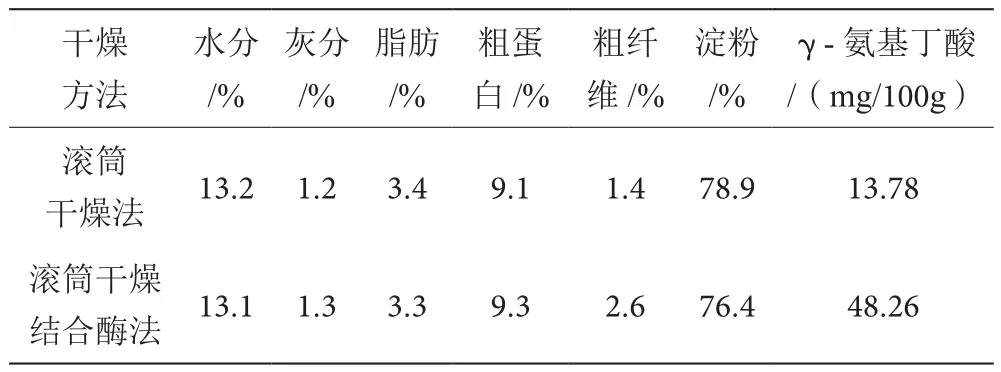
表2 糙米基本成分的百分含量表
2.2 滚筒干燥结合酶法米浆浓度对米粉质量的影响
在蒸煮温度60 ℃、蒸煮时间10 min、辊筒干燥机蒸汽的操作压强550 Pa时,分别设定滚筒干燥结合酶法米浆液浓度为30%、35%、40%、45%和50%制备米粉,并分别对所得产品进行感官评价和复水率测试,见表3。从表3中可知,当米浆浓度在30%~40%时,随着米浆液浓度逐渐增大,其感官评价得分和复水率呈现逐渐增加趋势,尤其是当米浆浓度为40%时,感官评价总分高达87,且复水率达到5.6;当米浆浓度≥40%时,感官评价得分及复水率逐渐呈现下降趋势,这可能是由于米浆浓度过高,辊筒干燥机不易将其分散,易让米粉呈黏状,从而影响产品的组织形态和色泽,由此引起口感和复水率降低。故选择制作米粉时的最佳米浆浓度为40%。

表3 滚筒干燥结合酶法米浆浓度对米粉质量的影响表
2.3 感官评价
对滚筒干燥法米粉和本实验的滚筒干燥结合酶法米粉,在90 ℃下冲调后进行感官评价体系进行评价,见表4。从表4中可知,不论从是感官评价还是复水率,经过酶处理的米粉都优于滚筒干燥法米粉,这说明经过滚筒干燥结合酶法加工的米粉的品质有所改善。

表4 米粉质量感官评价表
3 结论
本文采用糙米发芽、生物酶处理与滚筒干燥法相结合,利用滚筒干燥结合酶法生产的婴幼儿米粉,富含γ-氨基丁酸,含量高达48.26 mg/100 g,且粗纤维含量较高,其外形及复水特性较好,可有效提高婴幼儿米粉冲调性及其质量品质。
猜你喜欢
意林·少年版(2022年7期)2022-05-29
学苑创造·B版(2018年12期)2018-03-04
中国酿造(2016年12期)2016-03-01
中国粮油学报(2016年5期)2016-01-23
亲子(2014年4期)2014-05-10
食品工业科技(2014年13期)2014-03-11
中成药(2014年11期)2014-02-28
中国粮油学报(2014年7期)2014-02-06
大武汉(2012年22期)2013-02-28
饮食科学(2009年5期)2009-05-14
