
聚合物/生物质复合材料的研究进展
2018-08-01 07:04邓亚峰崔若昕汪梓玉禚安琪
中国塑料 2018年7期
邓亚峰,崔若昕,汪梓玉,禚安琪
(北京工商大学材料与机械工程学院,北京 100048)
0 前言
我国每年约有农林废弃物超过7×108t,相当于3.5×108t标煤[1],我国塑料产量已超过1×107t/a,废旧塑料的产量非常惊人,聚合物/生物质复合材料以农林废弃物和聚合物为主要原料,充分体现了可再生资源循环使用的特点,能高值化利用资源,获得巨大的经济和社会效益,促进人与环境的和谐发展。
1907年,Leoh Bend博士首次将木粉与热固性酚醛树脂复合制得了复合材料[2];1916年,聚合物/生物质复合材料首次在工业上被用来制作变速器的球形柄;1968年,Mayer第一次在木纤维与聚合物的复合过程中加入了偶联剂,使聚合物/生物质复合材料中木粉与聚合物两相的界面结合性能得到了明显改善,复合材料的力学性能得到了很大的提高[3]。20世纪80年代,杨庆贤初步探索用木粉和废旧塑料制备复合材料[4],北京化工大学1998年开始研究聚合物/木粉复合材料[5]。
聚合物/生物质复合材料的研究已经成为国内外的研究热点。安徽杰事杰新材料股份有限公司研制的长纤维热塑性塑料复合材料填补了国内技术空白,促进了绿色环保材料向更高层次的发展。巴西圣保罗州立大学农艺学系教授阿尔西德·洛佩斯·莱昂团队从生物质废料中提取天然纤维素,制造出的新一代超级塑料比传统塑料产品轻30倍,强度增加3~4倍。德国开姆尼斯工业大学的研究人员用亚麻等天然纤维开发出的生物基纤维塑料复合材料是可再生的生物聚合物,复合材料在纤维方向上的刚度和强度都得到了提高。东北林业大学王清文教授领衔申报的“木塑复合材料挤出成型制造技术及应用”项目获得2012年国家科技进步二等奖。浙江丰利粉碎设备有限公司研发的“废塑料复合材料回收处理成套设备及综合利用技术装备”入选《国家鼓励发展的重大环保技术装备目录(2014年版)》。本文简要介绍了聚合物/生物质复合材料的主要成分和界面改性,详细阐述了稻壳、麦秸、竹子、花生壳作为填料、聚合物为基体的复合材料的研究进展。
1 聚合物/生物质复合材料的主要成分
聚合物/生物质复合材料是以木材加工剩余物、秸秆、稻壳等生物质纤维加上聚合物和助剂,经熔融复合而制成的复合材料[6]。
1.1 生物质
根据国际能源机构(IEA)的定义,生物质是指通过光合作用而形成的各种有机体,包括所有的动植物和微生物,具有可再生、可循环和资源数量庞大等特点。生物质可分为农业废弃物、林业废弃物、城市垃圾、有机废水等。农业废弃物和林业废弃物是生物质聚合物/生物质复合材料的主要生物质来源[7]。
1.2 聚合物基体
表1[8]为目前聚合物/生物质复合材料研究中的主要聚合物基体。
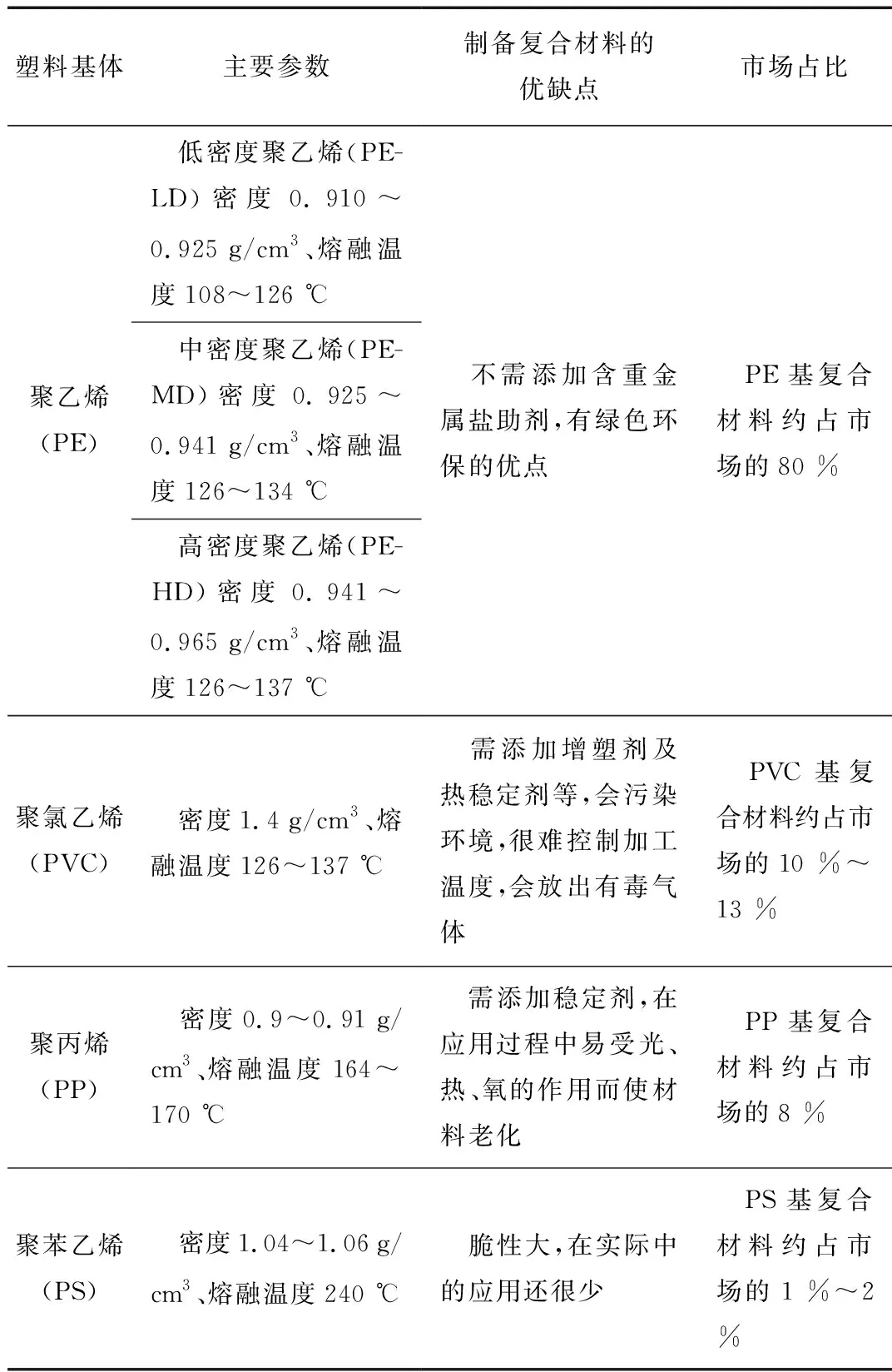
表1 聚合物/生物质复合材料的主要聚合物基体Tab.1 Main plastic matrix and classification of biomass/plastic complex
1.3 助剂
生物质中的羟基基团具有极性和吸水性,聚合物是弱极性且疏水,两者之间的相容性较差,界面黏结力较小[9-11]。为了提高界面黏结力,使生物质和聚合物更容易复合,会在聚合物/生物质复合材料中添加助剂,既提高了复合材料的性能,也提高了生成效率。表2为聚合物/生物质复合材料常用的助剂。
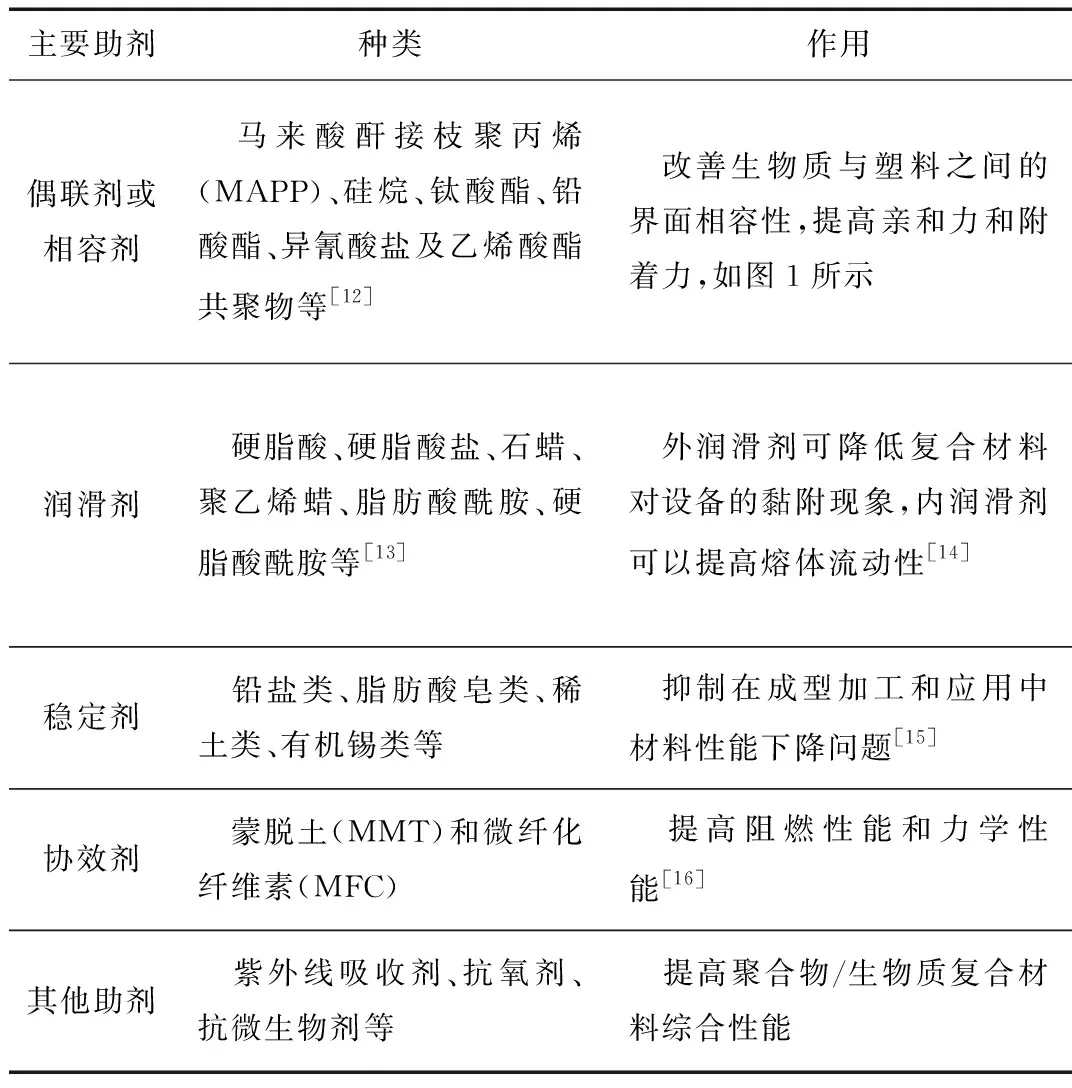
表2 聚合物/生物质复合材料常用助剂Tab.2 Commonly used auxiliaries for biomass plastic composites

图1 亲水聚合物纤维和疏水聚合物之间偶联机制[17]Fig.1 Mechanism of coupling mechanism between hydrophilic fibers and hydrophobic matrix polymers
2 聚合物/生物质复合材料的界面改性
改善生物质粉和聚合物基体之间的界面相容性,可以提高生物质粉在复合材料体系中的分散性及熔体流动性,对提高复合材料的挤出速度和综合性能也十分有利。聚合物/生物质复合材料的界面改性研究主要分为生物质粉改性、聚合物基体改性和添加偶联剂或相容剂3类。
生物质的界面改性处理可以降低生物质的极性和亲水性,从而提高聚合物/生物质复合材料的界面强度。改性方法分为物理改性法(热处理、蒸汽爆破、微波、高温蒸煮、等离子体放电、电晕法、拉伸、压延、混纺等)和化学改性法(碱处理、酰处理、表面接枝、酯化、酚化、醚化、中和水洗法、石灰水浸泡法)。对生物质粉进行热处理能是生物质变得干燥,改变其结构和化学组分,使半纤维发生降解,从而降低生物质粉的反应活性,减少高活性的羟基[18]。蒸汽爆破法是将生物质在高温高压水蒸气条件下处理后,当将至常温常压时,生物质中的纤维素会出现组分分离和结构变化。水蒸气以气流的方式从空隙中冲出来会造成生物质机械断裂,使得生物质粉的表面面积增加,同时去除生物质部分易分解的物质[19]。蒸汽爆破过程中生物质粉的主要成分结构会发生如图2所示的变化。生物质粉中低分子用碱溶液溶解后表面会变粗糙,与塑料的接触面积会增大,微纤螺旋角会减小,从而能提高复合材料的界面强度和力学性能[20]。酰处理可以降低生物质的极性和吸水性,从而提高复合材料的强度。表面接枝改性则是在生物质上连接聚合物分子作为支链[21]。

图2 蒸汽爆破过程中生物质的主要成分变化示意图[22]Fig.2 Schematic conversation of major components of biomass in steam explosion process
聚合物基体的改性有3种方法:接枝共聚、表面氧化和制备合金。用极性基团接枝对塑料进行接枝共聚,可以使聚合物表面具有活性基团,改变聚合物极性,从而提高聚合物性能。常用的表面氧化通常用化学改性剂使聚合物发生氧化,从而在聚合物表面产生活性官能团。制备合金可以获得较低表面自由能的塑料,且熔融温度较低,便于加工[23]。在制备聚合物/生物质复合材料时可以提高聚合物与生物质界面相容性。
偶联剂是多官能团的有机化合物,其一端可与生物质的亲水基团形成化学键,另一端与聚合物缠绕,从而改善生物质与聚合物的界面性能。马来酸酐接枝聚烯烃因加工工艺操作简单而成为商业化应用最成功的偶联剂,马来酸酐接枝聚烯烃性能优于丙烯酸改性的聚烯烃,且马来酸酐接枝聚乙烯(MAPE)的性能要比MAPP更优异[24]。硅烷偶联剂改善生物质与聚合物的界面状态主要有3中表现:①生物质与聚合物之间的缩合反应;②硅烷水解产生硅醇与生物质粉羟基形成氢键;③生物质粉表面的缩合硅烷和聚合物之间形成化学键。
3 几种聚合物/生物质复合材料
3.1 聚合物/稻壳复合材料
我国每年的稻谷产量约2×108t[25],稻壳约占稻谷籽粒重量的18 %~22 %,是一种量大、价廉的可再生资源。聚合物/稻壳复合材料是用稻壳和聚合物为原料制备的复合材料,具有质量轻、强度高、成本低和环保等优点,同时兼有木材和聚合物的性能,在汽车、地板、城市景观等领域都有应用。
3.1.1 聚合物/稻壳SiO2复合材料
将稻壳用10 %的酸水溶液在90 ℃回流4 h,在600 ℃煅烧4 h得到纯度为99.3 %、比表面积为212 m2/g的稻壳SiO2,将40 g稻壳SiO2加入400 mL乙醇,用5 %偶联剂γ - 氨丙基三乙氧基硅烷(KH550) 在700 W功率的超声波下分散20 min后,强力搅拌下80 ℃回流2 h,得到平均粒径30~60 nm,将改性后的稻壳SiO2与环氧树脂(EP)复合得到EP/稻壳SiO2纳米复合材料[26-27]。EP/稻壳SiO2纳米复合材料的热分解性能随着稻壳SiO2含量的增加而加速降低,且材料在升温过程中的收缩现象和热膨胀系数会随着热循环次数增加而降低,如图3所示;EP/稻壳SiO2纳米复合材料中稻壳SiO2含量不同时对吸水率的影响不明显,温度越高,复合材料的最大吸水率越大。将改性后的稻壳SiO2与聚氨酯(PU)复合得到PU/稻壳SiO2纳米复合材料,与纯PU相比,力学性能、耐热性和耐水性都得到了不同程度的提高[28]。

■—未处理 ●—碱处理 ▲—偶联剂处理(a)拉伸强度 (b)断裂伸长率 (c)冲击强度 (d)弯曲强度 (e)肖氏硬度 (f)吸水性图3 稻壳粉对复合材料力学性能的影响Fig.3 Effect of rice husk powder on mechanical properties of composite materials
3.1.2 PP/稻壳粉复合材料
稻壳粉填充到PP中,制备PP/稻壳粉复合材料。由于稻壳粉分子结构中含有大量的羟基,极性较强,其与非极性的PP混合时相互作用力很小、界面结合力差,因而会影响复合材料的力学性能[29]。将稻壳粉进行碱化处理或经硅烷偶联剂处理后,能有效增大稻壳粉与PP之间的界面黏合力,提高两者的相容性。随着稻壳粉含量的增加,PP/稻壳粉复合材料的拉伸强度、断裂伸长率、冲击强度呈下降趋势,而弯曲强度、肖氏硬度和吸水性呈上升趋势,如图3所示[30]。
稻壳粉的粒径对PP/稻壳粉复合材料的力学性能有显著的影响。稻壳粉粒径为198 μm时复合材料的弯曲模量最大;稻壳粉粒径为245 μm时复合材料的弯曲强度和硬度最大;稻壳粉粒径为380 μm时复合材料的拉伸强度最大[31]。由于稻壳粉填入到PP中,随着稻壳粉含量提高,基体的含量会相对减少,聚合物的整体性、连续性及黏结性变差,稻壳粉会产生集聚现象会,从而降低复合材料的熔体流动性,故复合材料的熔体流动速率会随着稻壳粉含量的增加而下降[32]。
PP/稻壳粉复合材料表面的接触角可以用来衡量润湿性的程度[33-34]。PP/稻壳粉复合材料经表面改性处理后,以水为探测液时只有经酸处理的效果较好;而以甘油为探测液时,接触角角度变化最多的是经冷水处理的样品[35]。
3.1.3 PE/稻壳粉复合材料
PE/稻壳粉复合材料的研究目前主要集中在性能和老化两个方面。
改性后的稻壳粉表面自由能降低,从而提高了稻壳粉在复合材料中的分散性和两相间的接触面积。将改性后的稻壳粉填充到PE后,PE/稻壳粉复合材料的黏附功降低了12.53 %,界面张力降低了46.2 %,而拉伸强度提高了40.52 %[36]。用180~830 μm的稻壳粉和PE-HD进行复合,当稻壳添加量增大时[37-38]:①纤维素中的羟基容易形成分子内及分子间氢键而导致纤维在体系中的均匀性下降,发生凝聚现象, PE/稻壳粉复合材料的拉伸强度下降;②稻壳粉用量逐步增大到70份时,稻壳粉中的刚性大分子(纤维素和木质素)会使复合材料的弯曲强度逐渐达到最大值。
PE/稻壳粉复合材料在贮存、运输和使用过程中,由于环境因素的作用会出现外观质量和力学性能下降,从而导致复合材料出现老化现象。废旧PE-HD/稻壳粉复合材料在130 ℃条件下的两相运动提高了稻壳粉和PE-HD的相容性,从而使废旧PE-HD/稻壳粉复合材料经过热氧老化后弯曲强度提高,而紫外老化过程中分子链的交联、断链和结晶会同时发生[39]。PE-HD/稻壳粉复合材料在紫外老化过程中明度会增加,纤维指数和木质素指数损失会增大,且木质素对紫外光很敏感,几乎完全降解,紫外线吸收剂在一定程度上能减少PE-HD/稻壳粉复合材料表面褪色和裂纹的产生[40]。
3.2 聚合物/竹纤维复合材料
我国竹类资源约占世界竹类总资源的1/3[41]。竹材因具有极佳的拉伸强度(198 MPa)、弹性模量(21 MPa)近年被广泛应用到制备竹塑增强复合材料中。聚合物/竹纤维复合材料以热塑性聚合物充当连续相、竹粉或竹纤维充当分散相从形成的两相结构,两相经过接枝、偶联等化学手段有机地结合在一起,使得竹塑复合材料集竹材和聚合物的优点于一身[42]。目前,国内外研究机构对聚合物/竹纤维复合材料的研究主要集中在物料特性、物料改性、成型工艺等几个方面[43]。
3.2.1 物料特性
用6年生的毛竹制备的竹粉的竹纤维含量达到最高[44],竹纤维的主要成分是纤维素和木质素,含量能达到90 %以上[45]。聚合物/竹纤维复合材料的纤维形态有纤维态和粉态2种,提取竹纤维的方法有机械法和化学法,Yao等[46]研究总结了一套比较完善的竹纤维提取方法。竹粉的粒径是影响竹纤维在塑料基体中分散程度的重要参数,目数越大,粒径越小,聚合物基体中的分散越均匀,复合材料的力学性能越好,用作填料的竹粉一般选用75~380 μm[47]。当聚合物/竹纤维复合材料中竹粉粒径在120~830 μm时,复合材料的拉伸强度、弯曲强度及缺口冲击强度随粒径的减小而减小,当粒径达到75 μm时,复合材料的拉伸强度、弯曲强度及缺口冲击强度却有所增大[48]。将粒径125 μm的竹粉用浓度为7 %的碱液处理后,当添加量为20 %时,PP/竹纤维复合材料具有较高的力学性能[49]。PP/竹纤维复合材料的弯曲模量随竹纤维含量的增大而先增大后减小[50]。
聚合物/竹纤维复合材料的基体材料主要有不可降解(PE、PP、PS、PVC)和可降解[聚乳酸(PLA)、聚羟基脂肪酸酯(PHA)、聚 - β - 羟丁酸(PHB)]2种[51]。竹纤维能明显增强交联聚乙烯(XLPE)/竹纤维的力学性能,竹粉也不会影响聚乙烯的松弛温度[52]。加工温度为160 ℃,竹纤维含量为70 %时对PLA的增韧效果最佳[53]。
3.2.2 物料改性
为去除竹子中的水分和糖份,提高竹纤维与聚合物的相容性,需要对竹纤维进行物料改性,物理改性法会使竹纤维的可及表面和小孔数量增加,从而使竹纤维和聚合物的结合程度加强。在标准大气压下用氩等离子体放电处理竹纤维,会提高竹纤维的表面粗糙度、润湿能力和可染性[54]。文献[55]对用蒸汽爆破法提取的竹纤维制备的PLA/竹纤维复合材料的力学性能进行了研究。竹纤维经过化学改性后,结构和自身性质都会发生改变,竹纤维和聚合物基体在复合过程中能形成更多的键位结合,从而增大了两者的相容性[56]。碱处理能提高竹纤维的断裂强度,与PP制备PP/竹纤维复合材料时能增大黏附力[57]。用聚乙烯蜡处理竹粉,加入马来酸酐改性制备的复合材料性能得到了显著提高[58]。
3.2.3 成型工艺
聚合物/竹纤维复合材料的生产成型工艺主要有挤出成型、热压成型和模压成型等。
挤压成型是工业化生产聚合物/竹纤维复合材料的主要方式,要求将竹纤维和聚合物混炼后加工成颗粒状,加工过程中温度不得低于基体聚合物的熔融温度,但一般不超过200 ℃。用石墨或滑石粉包覆竹粉防止高速搅拌过程中产生静电,放入高混机升温至110 ℃,并抽真空10 min干燥后与偶联剂混合,把双螺杆挤出机挤出温度按工艺要求设定后将填充量为65 %的竹粉与35 %的聚合物混融能制备PE-HD/竹纤维复合材料,实验表明,由于南竹和杂竹的纤维形态不同(如图4所示),杂竹制备的复合材料在吸水率和厚度膨胀率方面由于南竹制备的复合材料[59]。

(a)南竹纤维显微照片 (b)杂竹纤维显微照片图4 竹纤维的显微照片Fig.4 Microphotograph of bamboo fiber
热压成型是将预制好的竹纤维膜片叠放入液压机中,通过加热加压制成复合板材,这种工艺复合效果好且稳定,生产效率较高。将产自四川大邑竹龄3~4年、胸径40~70 mm、竹壁厚3~6 mm的慈竹与固体含量45. 59 %、黏度36 mP·s、pH值10~11、水溶倍数为7~8倍的浸渍用低相对分子质量酚醛树脂(PF)胶通过热压成型工艺(工艺流程:竹材原竹→剖分→竹束纤维可控分离→干燥→浸渍树脂与干燥→计量→铺装→热压固化→冷却→裁边→板材)制备成板材规格为2 400 mm×1 220 mm×30 mm的复合材料,相对于冷压成型生产工艺,复合材料的弯曲性能和抗剪切性能更好,但耐水性较差[60]。
制备聚合物/竹纤维复合材料最常用的是模压成型工艺,该工艺是在一定温度和压力下将放在金属模具中的竹纤维和可塑性聚合物混合物熔融成型。在竹塑配比5∶5、板坯密度0.9 g/cm3、热压温度170 ℃、热压时间10 min的工艺参数条件下模压成型生产聚合物/竹纤维复合材料地板基材,主要物理力学性能达到了GB/T 8102—2000中的技术指标要求[61]。
3.3 聚合物/麦秸复合材料
焚烧秸秆产生的CO2、CO、氮氧化物等有害气体是产生雾霾天气的主要因素之一。以麦秸粉填充热塑性聚合物制备的聚合物/麦秸复合材料具有可持续发展、可回收利用和环境友好等特性[62],近几年在国内成为了新兴的研究热点,主要集中在性能研究和生产工艺。
3.3.1 性能研究
聚丁二酸丁二醇酯(PBS)/麦秸粉复合材料脆性较大,影响了其应用范围,生物降解高分子材料聚己二酸 - 对苯二甲酸丁二醇共聚酯(PBAT)是良好的增韧剂,采用60Co-γ射线对PBS-PBAT/麦秸粉复合材料进行了辐射改性,提高了复合材料的高温分解速率,热变形温度上升了约11 ℃,增强了复合材料组分间的黏结性[63]。氢氧化钠(NaOH)、乙酸(HAc)、水热、微波4种预处理方法对麦秸秆进行不同表面处理能有效地改善PP/麦秸复合材料的耐腐蚀性,与未进行预处理相比,冲击韧性分别提高了75.28 %、25.84 %、20.22 %、14.98 %[64]。PP/麦秸复合材料的麦秸粒径相同时,当PP添加量增大时,复合材料的弯曲强度和弹性模量、内结合强度均有不同程度的提高,但是吸水厚度膨胀率却明显降低,而当麦秸和PP的配比一定时,麦秸粒径为550~830 μm,复合材料的性能较佳[65]。PE-HD/麦秸粉复合材料的力学性能随着麦秸粉含量的增加先降低,而后又提高,当麦秸粉含量达到60 %时,弯曲强度达到最大值70.54 MPa,而后力学性能开始下降,PE-HD/麦秸粉的力学性能优于PP/麦秸粉[66]。
3.3.2 制备工艺
用QD85107型平板硫化机(上海人造板机器厂)模压成型制备PE/麦秸复合材料时,热压温度为170 ℃时PE的流动性有助于改善麦秸纤维在PE中分散的均匀性,添加浓度5 %的改性剂(NaOH)能有效地提高复合材料的拉伸强度(46.1 MPa)和冲击强度(13.8 kJ/m2),这是因为NaOH处理后的麦秸纤维表面粗糙度增加,一定程度上增大了PE与麦秸纤维的机械摩擦力及嵌合力,复合材料受到外界破坏时,麦秸纤维不容易从基材中“拉脱”,如图7所示,复合材料的力学性能得到改善[67]。用双螺杆挤出机(江苏科亚有限公司)制备PP/麦秸复合材料时,螺杆转速为200 r/min时,复合材料产品质量和生产效率可以保持平衡,达到最佳状态;挤出机一区、二区、三区、四区、五区以及机头使用90、120、160、165、170、170 ℃的温度进行挤压加工成型,挤出的复合材料表面光滑,强度性能好、有韧性[68]。

(a)未处理 (b)5 % NaOH处理图5 复合材料拉伸断面的SEM照片Fig.5 SEM of the tensile fractured surfaces of the composites
3.4 聚合物/花生壳复合材料
花生壳是农业废弃物之一,将花生壳和聚合物复合制备复合材料是花生壳回收再利用的新应用途径。20世纪70年代就有研究机构研制PP/花生壳粉复合材料,随后以花生壳为原料生产的复合材料逐步应用到了建筑材料、包装材料和军事材料等领域[69]。
用热压成型法制备PP/花生壳粉复合材料时的最优工艺参数为:热压时间5 min、热压温度175 ℃、热压压力12 MPa、花生壳粉末质量分数40 %,在此工艺条件下生产的复合材料拉伸强度(18.73 MPa)、弯曲强度(32.58 MPa)、冲击强度(1.02 kJ/m2)俱佳[70]。在制备PE-HD/花生壳粉复合材料的过程使用相容剂Bondyram 5108对PE-HD进行改性,能有效改善花生壳粉在基体中的分散性、相容性,这有利于增大PE-HD/花生壳粉复合材料的两相间的黏附功,从而提高复合材料的力学性能[71]。采用5 % NaOH、5 % HAc及高温和微波水浴4种方式对花生壳粉进行预处理,能有效改善花生壳与PE-HD基体的界面相容性;如果采用NaOH和硅烷偶联剂KH550对花生壳粉进行复合预处理,相比于只用KH550对花生壳粉进行预处理,弯曲强度提高了26.2 %,冲击强度提高了62.1 %,浸泡192 h的吸水率由 14.9 %降低为4.1 %[72]。
3.5 其他聚合物/生物质复合材料
将狼尾草与聚合物复合制备聚合物/狼尾草复合材料是可行的,当狼尾草草粉尺寸小于15 mm、用量60份,相容剂8份时,复合材料的综合指标最优[73]。用丙烯酸酯化环氧大豆油(AESO)与苯乙烯共聚制备AESO不饱和聚酯泡沫塑料,加入少量5 mm长的短切剑麻纤维能显著增强复合材料的压缩力学性能[74]。蒸汽爆破法对棉杆进行预处理能提高聚合物/棉杆复合材料的力学性能,当棉杆纤维含水量为40 %、爆破2次时,PP/棉杆复合材料能获得最佳综合力学性能[75];相对于机械粉碎法, PE-HD/棉杆粉复合材料的拉伸强度提高了23.9 %,弯曲强度提高了16.0 %,而吸水率则最大降低了84.6 %[76]。随着椰壳粉含量的增加,PP/椰壳粉复合材料的力学性能先增大后降低,当椰壳粉的含量为20 %时,复合材料的拉伸强度(31.02 MPa)和冲击强度(8.05 kJ/m2)最佳[77];采用聚丙烯接枝甲基丙烯酸缩水甘油酯共聚物(PP-g-GMA)对椰壳粉和PP进行增容改性,当椰壳粉含量为15 %时,与未进行增容处理相比,PP/椰壳粉复合材料的拉伸强度提高了28.4 %,冲击强度提高了56.9 %[78]。核桃壳可完全降解、比强度高,可用于填充聚合物基体制备复合材料。KH550的添加量为核桃粉含量的6 %时,相比于未添加KH550,PLA/核桃壳粉复合材料拉伸强度(42.09 MPa)、弯曲强度(63.89 MPa)、冲击强度(1.69 kJ/m2)分别提高了19.1 %、20.6 %、19.8 %[79]。MAPP添加量为7 %时, PP/核桃壳粉复合材料的拉伸强度比未添加界面增容剂制得的复合材料提升了 32 %;核桃壳粉、三元乙丙橡胶 (EPDM)、PP的含量比为6∶3∶1时,复合材料的韧性得到了大幅提升,相比未添加EPDM,冲击强度提高了262 %[80]。 随着邻苯二甲酸二辛酯(DOP)用量的添加, PVC/杜仲翅果壳粉复合材料的拉伸强度会下降,弯曲强度先升后降,但复合材料的加工性能得到了明显改善[81]。用经过6次甲基四胺改性的腰果壳粉可以提高制备的PVC/腰果壳粉复合材料的耐水性,但复合材料的加工流动性会减弱,腰果壳粉的用量为5~10份时复合材料的力学性能最佳[82]。GMA能提高聚羟基烷酸酯/板栗壳纤维复合材料的力学性能和耐水性,对拉伸性能的提高尤其明显[83]。PVC/榛子壳纤维复合材料的热稳定性较好,从30 ℃加热到800 ℃过程中,初始分解温度为261.3 ℃,质量残余率为31.6 %[84]。
4 结语
将废弃的植物纤维用于制备环境友好型聚合物/生物质复合材料,既减少了对环境的污染,也实现了农林废弃物的高值利用,也能减少人类对森林资源的依赖,具有诱人的发展前景。随着研究的持续深入,更多性能优异的聚合物/生物质复合材料会应用到城市景观、室内装饰、汽车内饰、物流包装汽车制动、抑烟阻燃、隔音隔声等领域。
由于相关研究不是十分深入,制备工艺和方法还不是非常成熟,导致聚合物/生物质复合材料的应用还不是很广泛。接下来的研究需进一步完善聚合物/生物质复合材料的复合机理及表征方法,也需要与企业生产实际条件结合,建立与实际生产条件接近的综合数学模型,进一步提高聚合物/生物质复合材料的稳定性以及综合应用性能。
猜你喜欢
学与玩(2022年10期)2022-11-23
应用化工(2022年8期)2022-10-03
动漫界·幼教365(小班)(2021年11期)2021-03-23
智慧少年·故事叮当(2018年8期)2018-05-14
读友·少年文学(清雅版)(2018年12期)2018-04-04
幸福家庭(2018年3期)2018-01-27
小说月刊(2017年9期)2017-09-13
学苑创造·A版(2016年6期)2016-06-20
红领巾·萌芽(2016年5期)2016-05-14
小学生导刊(中年级)(2014年11期)2014-11-20
