
碱处理竹纤维对EVA结构和性能的影响
2018-08-01 06:57闫珂华鲁超飞罗玉梅白小东
中国塑料 2018年7期
周 松,闫珂华,鲁超飞,罗玉梅,白小东
(西南石油大学材料科学与工程学院,成都 610500)
0 前言
填充植物纤维具有降低聚合物材料成本和密度,改善力学性能和减小物料对模具的磨耗等优点,但亲水性植物纤维与疏水性聚合物基体存在一定程度的不相容,会降低植物纤维增强塑料的性能[1]。采用硅烷偶联、碱液、酸液、苯甲酰氯等预处理方法,可影响植物纤维组成、结构和形貌[2],使复合材料各组分在熔融共混中形成化学键合,提高其力学性能。近年来EVA/植物纤维复合材料受到关注[3-5]。EVA较低的熔融温度,可降低植物纤维在熔融共混中降解的可能性;EVA含极性醋酸乙烯酯官能团,与植物纤维存在一定相容性。Silviya等[6]采用NaOH碱液、次氯酸钠和硫酸液处理香蕉渣,使EVA/香蕉纤维素复合材料的热稳定性能、拉伸强度及模量提高。Sonia等[7]采用2 % NaOH碱液、次氯酸钠和草酸液处理玫瑰茄纤维,降低了纤维的直径和长度,去除了纤维中的半纤维素和木质素,提高了纤维的结晶度、纤维在EVA中的分散性以及EVA/纤维素微纤食品包装膜的生物降解性能。碱处理可去除BF的非晶态胶结物,增大BF比表面积,提高BF和聚合物基体之间的界面结合[8-9]。本文探讨碱处理对BF组成和结构的影响,研究EVA/BF复合材料的组成 - 结构 - 形貌 - 性能之间的关系,希望发挥BF性能特点,获得具有应用价值的复合材料。
1 实验部分
1.1 主要原料
BF,竹地板和竹家具等加工过程中的下脚料, 四川升达竹业有限公司;
EVA,VA含量为28 %(质量分数),美国Exxon Mobil公司;
NaOH,分析纯,成都科龙化工试剂厂。
1.2 主要设备及仪器
双螺杆挤出机,TSSJ-25/36,成都科强高分子工程公司;
注塑机,FT-90,浙江申达机器制造有限公司;
万能材料试验机,CMT6104,美特斯工业系统(中国)有限公司;
熔体流动速率测试仪,ZRZ-1452,深圳市新三思材料检测公司;
扫描电子显微镜(SEM),EVOMA15,德国ZEISS公司;
热重分析仪(TG),TGA/SDTA851e,瑞士梅特勒公司;
差示扫描量热仪(DSC),DSC823e,瑞士梅特勒公司;
X射线衍射仪(XRD),DX-2500,丹东方圆仪器有限公司。
1.3 样品制备
采用10 % NaOH碱液处理BF,按不同质量配比将EVA和碱处理后的BF均匀混合,用双螺杆挤出机熔融共混(温度50~145 ℃,螺杆转速为100 r/min),水冷却造粒;粒料在40 ℃下真空干燥4 h,由注塑机制成哑铃型拉伸试样和压缩试样(15 mm×10 mm×20 mm),注射温度为50~145 ℃,注射压力为 40~50 MPa。
1.4 性能测试与结构表征
拉伸性能按GB/T 1040—2006 测试,拉伸速率为50.0 mm/min;
压缩性能按GB/T 1041—2008测试,压缩速率为1.0 mm/min,以压缩形变为25 %的压缩载荷记录为压缩强度;
按GB/T 3682—2000测试熔体流动速率,温度为165 ℃,载荷为2.16 kg;
试样于液氮中冷却后脆断,断面喷金后,用SEM观察断面形貌;
用TG表征材料的热稳定性,测试前材料在45 ℃下真空干燥12 h,氮气气氛下从室温以15 ℃/min的速率升温, 至650 ℃结束;
用DSC测试材料的熔融和结晶参数,氮气气氛下从室温以15 ℃/min升温至170 ℃,保温3 min消除热应力,以10 ℃/min 降温冷却到20 ℃,保温4 min,再以10 ℃/min升温,以降温及第二次升温数据为实验值;
用XRD表征试样的晶态结构,扫描速度为0.05 (°)/min,扫描范围为5 °~60 °,管电压为40 kV,管电流为25 mA。
2 结果与讨论
2.1 未碱处理BF和碱处理BF的FTIR谱图

1—未碱处理BF 2—碱处理BF图1 未碱处理BF和碱处理BF的FTIR谱图Fig.1 FTIR spectra of untreated BF and alkali treated BF

2.2 BF和EVA/BF复合材料的冲击断面形貌
未碱处理BF和碱处理BF的形貌如图2(a)和(b)所示。碱处理导致竹粉形貌更粗糙, 沿纤维轴呈现更多纤维状和网孔状结构。这主要是由于碱处理去除了BF中的非纤维素胶结物质,使其比表面积增大、形成更多空隙和内部纤维外露。

(a)未碱处理BF (b) 碱处理BF (c)EVA/BF(70/30) (d)EVA/BF(60/40)图2 BF和EVA/BF复合材料的低温脆断面SEM照片Fig.2 SEM of BF and cryo-fractured surfaces of BF/EVA blends
2.3 BF对EVA力学性能和熔体流动速率的影响
纯EVA和EVA/BF的熔体流动速率和力学性能如表1所示。纯EVA的熔体流动速率为32.6 g/10 min,流动性较好。随BF含量的增加,EVA/BF熔体黏度增大(熔体流动速率降低),源于BF间的相互碰撞以及BF对EVA分子链段运动的物理或化学阻碍作

表1 EVA及EVA/BF的力学性能和熔体流动速率Tab.1 Mechanical properties and melt flow index ofpure EVA and EVA/BF composites
用。如表1所示,EVA/40 %BF复合材料的熔体流动速率为4.9 g/10 min,仍具有足够的流动性,能满足一般注射成型塑料制件对树脂熔体流动速率的要求(6~1 g/10 min)[15]。
与纯EVA相比较,EVA/10 %BF和EVA/20 %BF的拉伸强度有所下降。EVA/30 %BF和EVA/40 % BF的拉伸强度分别达到5.9、6.4 MPa,接近或超过纯EVA的拉伸强度(6.1 MPa);这可能源于聚合物基体中纤维引发的应力集中。纤维含量较少时,引发的应力集中导致纤维从基体界面脱黏,在界面附近产生空穴化,使强度降低;纤维含量增加到一定程度,其周围应力场相互交叠,能吸收较多拉伸断裂能量。非极性PE或PP中添加BF或淀粉通常导致拉伸强度明显下降[16],但EVA/30 %BF和EVA/40 % BF的拉伸强度略有下降或增加,表明EVA与BF具有一定相容性,与前面SEM观察基本一致。
BF从0 %增至40 %,EVA/BF的刚性(拉伸模量、压缩强度和压缩模量)逐渐增加。这主要源于BF本身模量较高,碱处理使BF比表面积更大以及EVA与BF之间较好界面结合。复合材料受外力后,部分应力通过界面层由EVA柔性基体传递到BF,使刚性BF承担部分外界应力。由表1 可知,与纯EVA比较,EVA/40 %BF的拉伸强度、拉伸模量、压缩强度和压缩模量的平均值分别增大4.9 %、502.1 %、102.4 %和122.5 %。
2.4 BF对EVA结晶性能的影响
如表2所示,随着BF含量的增加,EVA/BF中EVA的熔融温度(Tm)和结晶温度(Tc)有所增加,熔融焓(ΔHf)和结晶焓(ΔHc)明显减小。类似现象在纤维素增强EVA、马来酸酐(MA)接枝EVA或甲基丙烯酸缩水甘油酯(GMA)接枝EVA中也有报导。热性能变化与植物纤维和树脂基体的相互作用有关。植物纤维对树脂基体结晶有异相成核作用,也会降低树脂基体的形核密度,以及抑制限制树脂基体分子链段运动和阻碍晶体的生长。

表2 纯EVA及EVA/BF复合材料的DSC结晶参数Tab.2 Crystallization parameters of EVA andEVA/BF composites from DSC
2.5 BF和EVA/BF复合材料的XRD分析
图3为未碱处理BF和碱处理BF的XRD曲线。BF特征衍射峰出现在2θ=22.2 °和14 °~18 °区间,对应其纤维素 - Ⅰ型晶体结构。与未碱处理BF比较,碱处理BF衍射峰的峰高增加,表明碱处理使BF的结晶性能提高,这与化学处理液溶出BF中非晶态的非纤维素胶结物有关。碱处理也可能诱导BF素晶体结构由纤维素 - Ⅰ型转变为纤维素 - Ⅱ型,使纤维素分子链排列更紧密,分子取向度和结晶度增大[17]。

1—未碱处理BF 2—碱处理BF图3 未碱处理BF和碱处理BF的XRD曲线Fig.3 XRD patterns of untreated BF and alkali treated BF

1—纯EVA 2—EVA/BF(90/10) 3—EVA/BF(60/40)图4 纯EVA及EVA/BF复合材料的XRD曲线Fig.4 XRD patterns of pure EVA and EVA/BF composites
图4为纯EVA和EVA/BF的XRD曲线。EVA特征衍射峰出现在2θ=20.9 °、9.4 °、38.5 °和44.7 °,与纯EVA相比较,EVA/BF(10/90)中EVA在9.4 °、38.5 °和44.7 °的衍射峰略有增强。EVA/BF(60/40)中EVA的所有特征衍射峰强度明显减弱。上述表明,添加少量BF对EVA结晶可能有诱导或促进作用,而高含量BF对EVA结晶具有抑制作用,会干扰EVA分子链的规整性,使结晶度降低。高含量BF会导致熔体黏度增大,使EVA分子链段运动困难,阻碍EVA分子间的有序排列和晶体生长,使晶体产生更多缺陷。
2.6 BF和EVA/BF复合材料的热稳定性能
如图5所示,BF在3个区间(50~100 ℃、260~380 ℃、380 ℃以上)的热失重分别对应BF中水份的脱附、半纤维素的热分解和纤维素葡糖苷链的断裂、第二区间热解产物的进一步降解。未碱处理BF在260~380 ℃的热降解温度低于碱处理BF, 最终残余灰分高于碱处理BF,表明碱处理可提高BF的热稳定性。
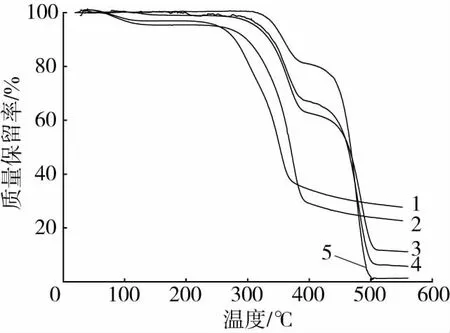
1—未碱处理BF 2—碱处理BF 3—EVA/BF (60/40)4—EVA/BF (70/30) 5—EVA图5 BF、EVA、EVA/BF复合材料的TG曲线Fig.5 TG curves of BF,EVA and EVA/BF composites
纯EVA热分解为2个阶段,第一阶段为乙烯 - 醋酸乙烯侧链断裂,释放醋酸,其分解温度(320 ℃左右)高于BF最大热失重起始分解温度(260 ℃左右);第二阶段为EVA中乙烯主链断裂。EVA/30 %BF和EVA/40 %BF复合材料的热稳性能低于纯EVA,与BF受热后水份脱附和BF中半纤维素热分解有关。EVA/30 %BF和EVA/40 %BF复合材料的起始失重温度分别为190 ℃和130 ℃,明显高于碱处理BF失重起始温度(50 ℃左右),可能源于EVA含有热稳定性较高的乙烯主链以及碱处理BF与EVA存在较强界面黏附,树脂基体及其降解残留物可形成保护层,减小植物纤维热降解产物的扩散和逃逸[18]。另外,EVA/30 %BF和EVA/40 %BF的起始失重温度(190 ℃和130 ℃)高于或接近EVA或EVA/BF的熔体挤出和注射加工温度(50~145 ℃),可减少因BF高温降解导致的材料内部缺陷,改善EVA/BF的性能。
3 结论
(1)碱处理可清除BF中的胶结物质,提高BF的结晶性能和热稳定性能;
(2)碱处理BF和EVA具有一定界面结合性,碱处理BF能明显提高EVA/BF复合材料的刚性;与纯EVA比较,EVA/40 %BF的拉伸强度、拉伸模量、压缩强度和压缩模量分别增加了4.9 %、502.1 %、102.4 %和122.5 %;
(3)碱处理BF对EVA结晶有异相形核作用,高含量碱处理BF对EVA的结晶具有抑制作用;在熔体挤出和注射加工温度范围内,EVA/30 %BF和EVA/40 %BF具有较好的热稳定性能和加工流动性,对于该材料的实际加工和潜在应用具有积极意义。
猜你喜欢
学与玩(2022年12期)2023-01-11
科学技术创新(2022年25期)2022-09-14
陶瓷学报(2020年2期)2020-10-27
山东交通科技(2020年1期)2020-07-24
山西建筑(2020年11期)2020-06-04
中国材料进展(2019年5期)2019-07-20
中国塑料(2015年2期)2015-10-14
中国塑料(2015年10期)2015-10-14
中国塑料(2015年7期)2015-10-14
中国塑料(2014年1期)2014-10-17
