
某型弹壳球面成形可调技术
2018-07-27 09:10航宇救生装备有限公司湖北襄阳441003葛明军田杜宾
金属加工(冷加工) 2018年7期
■ 航宇救生装备有限公司 (湖北襄阳 441003) 葛明军 田杜宾 马 虎
1.现状分析
公司某型产品,批量大、孔径小,在生产过程中遇到加工孔内球面难题。该产品为弹类击发重要部件,如图1所示,材料为H96.Y,特别粘刀,该产品一直采用车工刃磨端面槽刀,R靠模成形分几次装夹完成,对于其他小孔还要再次装夹上数控设备完成,多次装夹,尺寸、位置精度很难保证,效率低下,加工时间较长。

图 1
2.改进方法
针对以上问题,计划通过设计孔类球面成形刀具,如图2所示解决该问题。制定改进方案如下:
(1)将φ5.44mm孔去除余量至φ5.3mm、深1mm。
(2)用成形刀具分粗、精加工一次装夹完成孔及成形球面。
(3)利用变径套把成形刀具装夹在微调镗刀上进行尺寸调整。
2.方案实施
设计粗、精加工成形刀具两支,使用φ6mm合金棒在慢走丝切割机上切割成形。
(1)粗加工成形刀具1在使用时先将上表面部分余量去除,在去除成形球面圆柱内余量后,各周边尺寸均留0.05~0.01mm。
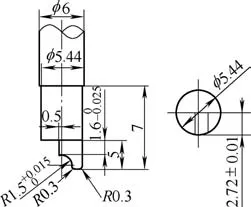
图 2
(2)精加工成形刀具2主切削刃保留0.5mm切削平面,后角5°保持足够强度,该刀具切割后必须检测合格方可使用。刀具检测如表1所示,检测设备:ZOLLER检测仪。
(3)由于慢走丝设备切割刀具有一定的误差,故在使用成形精加工刀具时,如果发现刀具不符合要求,我们把刀具装在变径套上,再整体装在微调镗刀上,可进行刀具径向调整(见图3)。

图 3
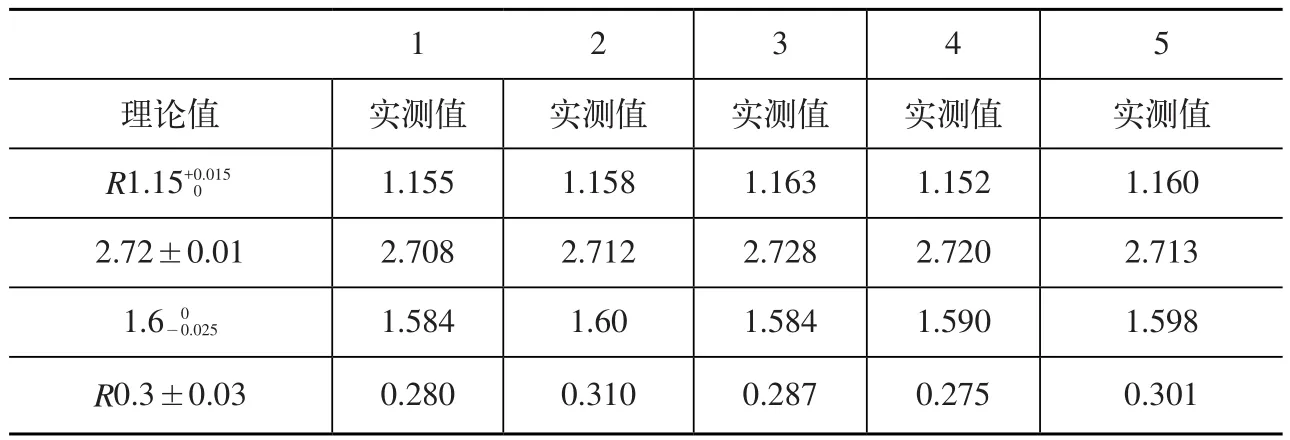
表 1 (单位:mm)
使用成形球面刀具后,在生产车间进行了3个批次的加工,加工出来的孔内球面尺寸、表面粗糙度、几何公差均符合工艺要求,加工合格率99.99%,并且大幅度提高了生产效率,如表2所示。

表2 改进方法后对比
猜你喜欢
人民黄河(2022年10期)2022-10-19
哈尔滨轴承(2022年1期)2022-05-23
汽车实用技术(2021年12期)2021-07-03
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
