平板驳船滚动装卸重大件货物方案设计
2018-06-13 10:03:30,,
船海工程 2018年3期
,,
(大连海事大学 航海学院,辽宁 大连 116026)
利用驳船进行滚装装卸重大件货物时,驳船的系泊、稳性、强度以及压载水调整等问题均是整个装卸过程的关键,国内已有学者为此开发了单船适用的计算机辅助控制系统[1-2],但尚未就这些系统对不同货种和船型的适用性开展研究。因此,如何根据货物、车辆、驳船、码头,以及潮汐等各方面的实际情况,合理地制定装卸计划,使操作原理和方法简洁易懂,且保证各项指标满足规范的要求则显得尤为重要。本文给出了较为简洁易懂的驳船滚装原理和方法,并通过实际案例验证方法的有效性。
1 基本原理
1.1 潮汐计算
根据潮汐理论,潮高计算方法如下[3]。
(1)
(2)
式中:h为任意时刻潮高;hL为低潮潮高;hH为高潮潮高;θ= (t·180°)/T,为涨潮某时刻距离低潮的相位角;θ′= (t′·180°)/T′,为落潮某时刻距离高潮的相位角;T和T′分别是涨潮和落潮周期;t和t′分别为涨潮和落潮的时间段(通常以分钟数表示)。
1.2 吃水计算
在滚动装卸货时,驳船艉部应始终与码头平面保持平齐,才能保证平板车顺利上下船。因此,根据码头高度和实际水深确定干舷大小,进而确定船舶吃水。我国陆基高程采用“1985国家高程基准”,与海图深度基准有一定的面差,计算时应给予考虑。潮高和船舶吃水的关系见图1计算如下。
d=D-(H+A-h)
(3)
式中:d为船舶吃水;D为船舶型深;H为码头高度;A为海图基准面和1 985高程基准面的面差。
目前,驳船滚动装卸货物采用的平板车通常为重型液压平板车(self-propelled modular trailers,SPMT)。为满足工程需求,重型平板车均配有自动调平控制系统,以应对陆路运输时由于路面坡度、转弯、刹车、风载、路面不平等原因对行车安全造成的隐患[4]。在进行驳船滚动装卸时,由于潮汐和货物装卸原因,驳船甲板面会与码头平面产生高度差,尽管重型平板车配有自动调平控制系统,但为保证安全,应尽量将驳船与码头的高度差缩至最小[5]。在滚装实践中,通常将两个面的高度差控制在5 cm以内[6]。
1.3 浅水限制
在某些小型港口,码头水深不足,对驳船大小和载货重量都会产生限制,在进行装货作业时,需留有足够的富余水深,以保证完货后能顺利开航。
Dw+h-dm>UKC
(4)
式中:Dw为海图水深;dm为平均吃水;UKC为富余水深。
2 装卸方式计算
2.1 前后调整压载水控制货物装卸
驳船系固后,船舶甲板的高度会随着潮水的涨落而发生周期性变化。货物滚装上船后,驳船艉部吃水会明显增加,导致艉部会低于码头平面,需将压载水从艉部调整到艏部才能保持驳船艉部始终与码头平齐。如在这期间潮水上涨,则可以减少压载水的调整量,有利于装货。所以,若想在装卸货期间利用潮水,则可选择在涨潮时进行装货、落潮时进行卸货。
以压载水前后调整来控制船舶艉部吃水是目前大多数驳船操作中采用的装卸方式,对于码头水深充足、码头高程适中的港口均适用。
2.1.1 滚装计算
当货物滚装上船后,装货和潮水均会引起船舶吃水变化。第二轴货物上船时,第一轴货物整体向前平移,第二轴货物填补第一轴的位置。由于货物组每轴重量和轴距是均匀分布的,这相当向距船尾第二个轴距的位置装载了一轴货物,而已上船的货物位置没变;第三轴货物上船,相对于向距船尾第三个轴距的位置装载了一轴货物,依此类推。根据船舶相关原理[7],则有
(5)
(6)
式中:dAi为第i轴货物滚装上船后的艉吃水;di为装货前艉部吃水初始值,由式(3)求得;pi为第i轴货物重量,通常为均值,装货为正;xpi为pi与船中距离;L为船长;xfi为第i轴货物上船时船舶漂心坐标;TPCi为第i轴货物上船时每厘米吃水吨数;MTCi为第i轴货物上船时每厘米纵倾力矩;a为平板车轴距。
在装载第i轴货物期间,潮水会发生变化,为顺利装载第i+1轴货物,保证船舶艉部始终与码头保持平齐,由式(3)可知,需将艉部吃水调整为第i+1轴货物上船初始时刻所对应的吃水,则
(7)
(8)
(9)
(10)
滚动装货时,可将驳船按照预定的方案加好压载水,提前将艉部吃水调整到预定值,待潮水上涨至尾部与码头平齐后,便可以开始装货。
通常,成套的工程设备需要多个重型平板车分批次滚装上船,第一批货物整体上船后,需要纵向调整位置,以给后续货物留足上船空间。纵向调整货物,按下式计算艏艉吃水:
(11)
(12)
(13)
式中:δt为货物整体移动引起的吃水差变化量;XP1和XP0分别为货物移动前后距船中距离;PC为货物整体重量;df0和df1分别为货物移动前后的艏吃水;da0和da1分别为货物移动前后的艉吃水。
2.1.2 滚卸计算
滚卸计算与滚装计算原理相似,但略有不同。首先,艉吃水要求不同。需将涨潮时所要求达到的艉吃水值换成落潮时所要求的艉吃水值。其次,卸货与装货的位置不同。通常,进行滚装卸货之前需将货物整体移动至船艉,以第一轴货物与船艉平齐为初始状态。第一轴下船会带动后续所有货物整体向船艉移动一个轴距,最后一轴空间空出,这相当于从距船艉最后一个轴距的位置卸载了一轴货物,而其余货物位置没变;第二轴货物下船,相当于从距船艉倒数第二个轴距的位置卸载了一轴货物,依此类推。则式(5)中pi应为卸载货物总重,取负值;卸货位置为
(14)
除了上述区别之外,其他计算与式(7)~(10)相同。相应准备工作也相似,将驳船压载水布置好后,艉部可略高于码头,待潮水降到艉部与码头平齐后,便开始卸货。
2.2 打排压载水控制货物装卸
当码头水深不足,或码头高程较大,或两者兼有之时,以打排压载水控制装卸货,可以保证船舶整体吃水相对稳定。这则要求,货物装卸需在潮水水位较高、变化率较小时进行的,所以在工程实践中,往往利用相对平稳的高潮时段进行货物装卸。
2.2.1 滚装计算
进行滚动装货时,在进行压载水调整之前的步骤与式(5)~(8)相同,压载水调整由下式进行计算。
(15)
以这种方式进行滚动装货时,虽然各项准备工作与之前相同,但应该对潮水的高潮时段有较好的把握,若载水可调整的空间较小,且高潮时段过去后仍未完成货物装卸,可能会引起较大的危险。另外,这种装货方式相当于在船舶重心减少重量、重心之上增加重量,与其他方式相比,这种装货方式对船舶稳性影响较大,如果货物组整体重心较高,应该对稳性问题给予充分考虑,保证安全。
2.2.2 滚卸计算
由于滚装和滚卸均是在高潮时段进行的,所以相关计算原理与准备工作与上述相同。
2.3 仅依靠潮水进行货物装卸
仅依靠潮水进行滚动装卸货物具有装卸货时间较长、对潮汐精度要求较高、可控因素较少、驳船吨位相对较大等特点,在工程实践中应用较少,可用作上述装卸方式的备用方案或应急方案。计算原理较为简单,由式(5)和(6)(或(5)和(14))计算出每一轴货物上船(或下船)所对应的艉吃水,再根据式(3),由计算出的艉吃水值求出该轴货物上船(或下船)的时间,直至全部货物上船(或下船)。
国内一些港口就采用此方法进行滚动装卸,“潮水涨一点,车辆滚一点”,有些甚至尚未提前制定完备的装卸货方案,这是有一定风险的,因为采用此种方法装卸货,至少还需满足如下条件。
1)潮差足够大。足够大的潮差才能将货物装载产生的艉部吃水变化量抵消,因此,对于某些中小型港口采用滚装方式装卸重大件货物时,存在等候大潮的情况。
(16)
式中:PC为整个滚装货物组总重;XC为整个滚装货物组上船后距离船中的坐标;xf为整个滚装货物组上船前后船舶漂心坐标的平均值;TPC为整个滚装货物组上船前后每厘米吃水吨数的平均值;MTC为整个滚装货物组上船前后每厘米纵倾力矩的平均值。
2)潮汐周期足够长。潮汐周期足够长,装卸货时间充足,涨潮和落潮的速度也相对平缓,整个滚装货物组才能一轴一轴地缓慢滚动上船,操作人员也有较充分的时间做好各项准备工作。
3)单轴重量不会使得驳船上下浮动超限值。由于有要求在装卸货期间,码头与驳船艉部上下浮动不超过5 cm,这对滚装货物组单轴货物重量产生了限值,最多从高于码头5 cm装至低于码头5 cm。因此,要求在选择驳船时,需选择满载TPC值较大的船舶。
dAi-dAi-1<0.10
(17)
4)吃水差不超过限额。限于某些港口规范要求,货物装卸货期间,船舶吃水差不应超过限值,从而对货物重量有了限定。为了装运较重的货物,则需租赁更大的驳船。再者,在进行滚动装货时,船舶吃水差增加较大,滚装货物和船舶整体在纵倾条件下离岸力会增加,应注意纵倾对船舶系泊力的影响[8]。
(18)
式中:|tlimit|为港口对装卸货期间吃水差的限值。
3 运输案例
3.1 基本参数
天津港某日潮汐数据、码头和货物数据、驳船相关参数分别见表1~3。驳船压载舱布置见图2。

表1 天津港某日潮汐数据
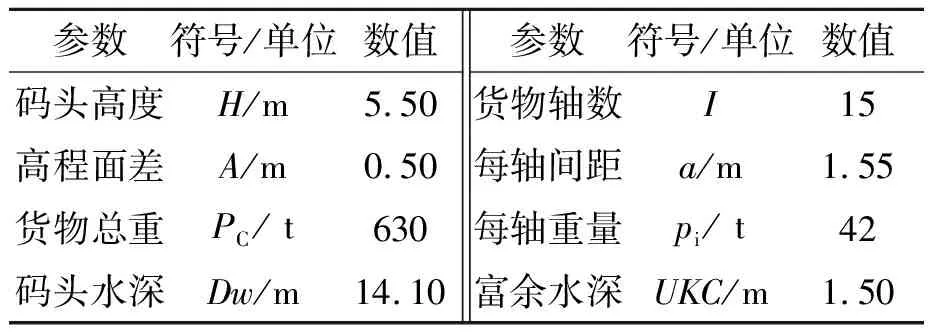
表2 码头及货物数据

表3 驳船参数
3.2 初始载况
驳船进行良好系固后,货物将从船舶艉部沿着中线滚装上船。由于码头的富余水深充足,为保证装货效率和安全性,采用前后调整压载水的方式来控制货物装卸。根据货物、码头和驳船的实际情况,将驳船的第1、第4和第7左右边压载舱加压载水,其余各压载舱空置备用。压载水布置和初始载况各项参数分别见表4和表5。

表4 初始压载水布置情况

表5 初始载况各项参数
3.3 装货方案
计算得到,7:26-8:28期间潮高和要求的尾吃水值见表6。该港在装货当天早07:26分时,潮高是2.158 m,要求的艉吃水是1.658 m,与船舶初始载况对应的艉部吃水仅差1 mm,可选定为第一轴开始上船的时刻。为了避免滚装货物组上船时速度过大带来的问题,选择以4 min的时间间隔作为每轴上船的时间,即每4 min向前移动1.55 m。
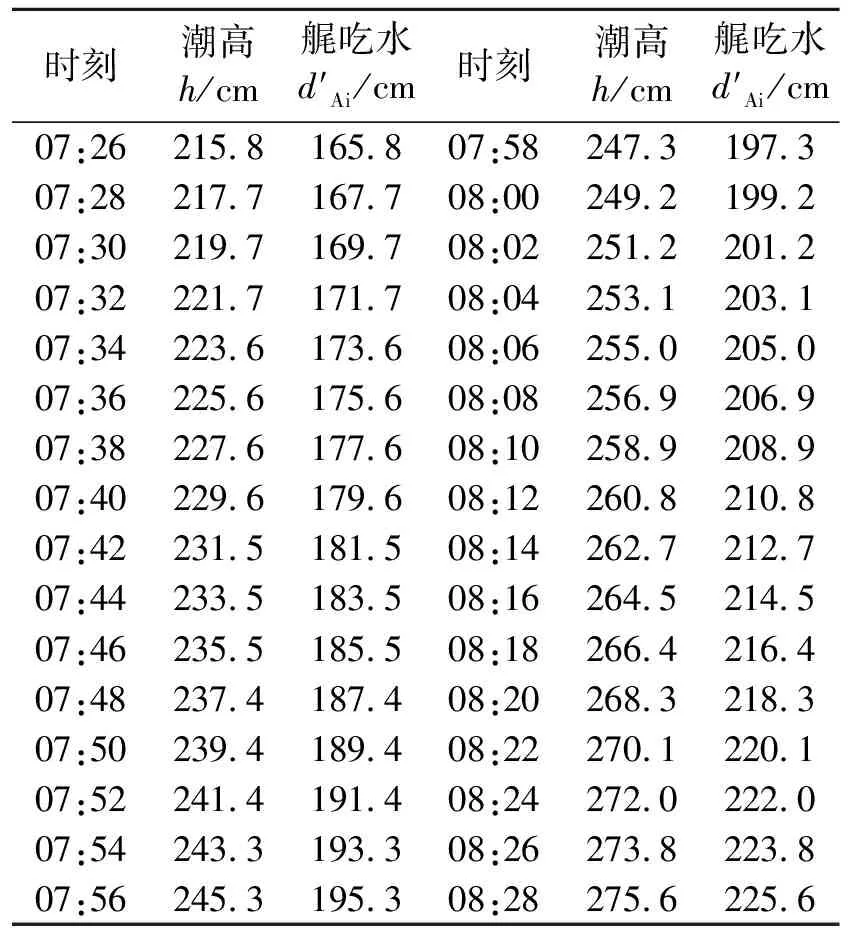
表6 装货期间潮高数据
为计算每轴货物上船时压载水的调整量,每次将压载水从第7边压载舱调整至第1边压载舱或第1中部压载舱,则式(9)中lwi=64.965 m。由于船舶横倾对安全操作影响较大,滚装货物组从船舶尾部沿着甲板中线平行滚装上船的同时,每次调整压载水时,选择左右舷均衡操作,即将第7压载舱和第1压载舱左右舷的排水管系同时开通,严格避免出现横倾。根据上述内容,装货方案如表7所示。另外,根据计算结果,在整个装货过程中的船舶稳性、总纵强度和局部强度均满足要求。利用上述方法,驳船装载完该组货物后,第二天又顺利完成了第二批货物的滚装作业。

表7 滚动装货方案

4 相关建议
1)如实际条件允许,尽量用压载水控制船舶的浮态,这样较容易控制且装卸货效率高。
2)对于某些潮差比较大的港口,谨慎选择装卸货时间段,尽量选择在白天进行作业,且保证装卸货的过程是可控的。
3)选择合适的天气和海况进行装卸作业,风力一般不大于5级,轻浪或微浪[1]。
4)对于重量较大的滚装货物组,应保证码头和过桥梁的强度。注意装卸过程中波浪对过桥梁坡度和平板车的影响。建议将绞缆机开启,以便维持驳船与码头的相对位置[9]。
5)本文所提及的装货方法是纵向滚装,即滚装货物组从驳船艉部沿着中线左右舷对称滚装上下船,压载水调整也是左右舷对称调整,是目前较为通用的做法。当限于港口条件等原因进行不对称滚动装卸,或者当进行横向滚装时,建议根据滚装货物组所允许的最大道路坡度来设定所允许的船舶纵倾和横倾值,并依次计算压载水的调整方案。因为,在进行重大件货物陆路运输规划时,为保证车辆牵引力和制动力的有效性,需要对重型平板车的货物组所允许的最大道路坡度进行详细计算[10-11]。通常,重型液压平板车所允许的最大道路坡度与驱动轮个数,货物组质量和路面滚动摩擦系数(对于船舶而言通常为定值)有关,货物组质量小、驱动轮个数越多,所允许的最大道路坡度越大[12]。如果装船的货物组的质量较大、驱动轮个数较少,则所允许的船舶倾斜值较小,制订装卸计划时,需要额外注意,需多次调整压载水。
[1] 葛圣彦.重大件货物滚装装船技术研究[D].大连:大连海事大学,2008.
[2] 肖建英.甲板驳船滚装大型货物压载水调节与搁浅计算[J].大连海事大学学报,2009(2):23-27.
[3] 郭禹,张吉平,戴冉.航海学[M].大连:大连海事大学出版社,2014.
[4] 杨宇静.重型平板车自动调平控制系统的研究[D].秦皇岛:燕山大学, 2015.
[5] DNV-GL. Marine operations and marine warranty(DNVGL-ST-N001)[S]. Oslo: DNV-GL. 2016-06-10.5.3.14
[6] 朱梦来.装船机在整机滚装过程中安全性稳定性分析[D].天津:天津大学,2012.
[7] 杜嘉立,姜华.船舶原理[M].大连:大连海事大学出版社,2011:77.
[8] 肖建英.甲板驳船自由浮态滚装大型货物研究[J].中国航海,2009(2):50-53.
[9] DNV-GL. Transport and installation of wind power plants[S]. Oslo: DNV-GL, 2017:22-23.
[10] 吴丽丽.重大件公路运输若干问题的研究[D].哈尔滨:东北林业大学,2007.
[11] 张辉辉.公路桥梁大件运输关键问题研究[D].武汉:武汉理工大学,2011.
[12] 樊巍巍,王晓云.基于动力性及制动性对SPMT液压平板车重载运输时道路极限坡度的研究[J].起重运输机,2016(1):61-64.
猜你喜欢
中国水运(2022年11期)2022-12-09 12:55:24
中外文摘(2022年13期)2022-08-02 13:46:16
物流技术与应用(2020年8期)2020-08-28 10:14:18
机械工程师(2020年3期)2020-03-27 06:32:22
设备管理与维修(2018年7期)2018-03-28 12:32:45
科学与财富(2017年22期)2017-09-10 02:14:19
船海工程(2015年4期)2016-01-05 15:53:30
广东造船(2014年3期)2014-04-29 00:44:03
少儿科学周刊·儿童版(2013年3期)2013-05-13 03:55:58
船海工程(2013年6期)2013-03-11 18:57:36