某船中修主船体材料替代试验分析
2018-06-14 01:24:46,,
船海工程 2018年3期
,,
(1.海军工程大学 科研部,武汉 430033;2.4806厂,浙江 舟山 316000)
某型舰船主船体原用钢材(A钢)是国外进口钢材,经济性差、订货周期长,不能满足该型船板材修换要求,若可以采用国产钢进行替换,将大大缩短修理周期。依据该型船的使用要求,拟选用某国产钢材(B钢)作为替换钢材。为验证国产B钢作为替代钢的可行性,考虑首先对两种材料的化学成分和力学性能进行分析,之后选取合理工艺参数、采用国产B钢药芯焊丝焊接2种钢材,得到了相应的焊接接头。在对两种材料进行焊接时,焊接工艺是影响替换后结构性能的关键因素[1-2],选取合理的焊接工艺参数是发挥材料力学性能和得到良好焊接性能的前提,当工艺参数匹配不合理时,焊缝会出现气孔、背部塌陷、或未焊透等缺陷[3-5]。为此,针对焊接接头进行韧性、力学性能、抗裂性和抗腐蚀性等试验,从材料自身性能和焊接接头性能两个方面对国产B钢替代原引进A钢的可行性进行分析。
1 钢材成分与力学性能分析
该船原钢材厚度为10 mm,选用与原钢材厚度一致的B钢材进行材料的化学成分和力学性能分析。
1.1 化学成分分析
2种钢材的化学成分见表1。

表1 钢材化学成分 w/%
由表1可以看出,磷、镍和决定钢材性能的碳等成分在两种材料中占比基本相同,A钢材中的硫成分占比明显高于B钢材,而硫对于钢材是一种有害元素,较多的硫元素能够显著地降低钢材的塑性和韧性,而且B钢材中含有钛元素,钛元素可以改善钢材组织、细化晶粒,有利于提高材料的强度和韧性。
1.2 力学性能分析
分别对厚度为10 mm的A、B 2种钢材进行静拉伸试验和低温冲击试验,实验结果见表2。

表2 材料的力学性能
注:Rp0.2为规定非比例伸长率为0.2时的强度;Rm为抗拉强度;A为断后伸长率,KV2为-40 ℃下的冲击功。
由表2中静态拉伸试验结果可以看出, B钢的Rp0.2和Rp0.2值均高于A钢;由低温冲击试验结果可以看出,B钢的抗冲击能力优于A钢。结合2种材料的化学成分可知:2种材料的化学成分相近,但是B钢的的力学性能优于A钢。
2 焊接接头性能试验分析
2.1 焊接工艺参数
选择合理的焊接工艺参数才能充分发挥材料的力学性能,试验中选用B钢药芯焊丝,其化学成分见表3。
分别采用平焊、立焊和横焊对A钢和B钢进行焊接,并对焊接接头进行了分析,针对每种焊接方式选取了合适的焊接工艺参数,见表4。

表3 B钢药芯焊丝熔敷金属化学成分 w/%
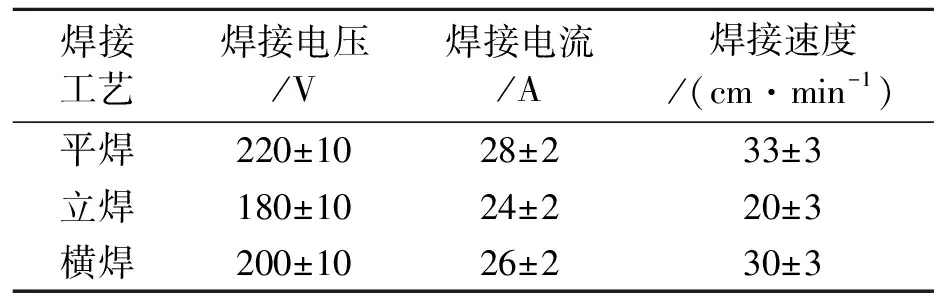
表4 焊接工艺参数
2.2 韧性试验分析
材料韧性是衡量其焊接性能的一个重要指标,金相组织成分能很好地体现材料的韧性。采用电子显微镜分别对平焊、立焊对接接头金相组织进行分析,见图1。
由图1可知,平焊和立焊中,2种材料焊缝金属都存有针状、块状铁素体和粒状贝氏体,以及少量的先共析铁素体;在平焊和立焊下,A钢和B钢侧粗晶区都存有粒状贝氏体,但是A钢在平焊中粒状贝氏体较少,B钢是立焊中的粒状贝氏体较少。此外,采用的药芯焊丝使焊接的焊缝金属中有较高含量的针状铁素体,这也保证了焊接接头具有较高的冲击韧性。由金相组织分析结果可知,2种焊接接头对应区域的组织差别不大,焊接接头的韧性满足使用要求。
2.3 焊接接头的力学性能分析
对3种焊接方式下得到的焊接接头开展静态拉伸试验和冷弯试验,试验结果见表5。

表5 焊接接头力学性能试验结果
从静态拉伸试验结果可知,焊接接头强度满足要求,板拉伸断裂位置均在A钢侧部位的热影响区(HAZ);从接头冷弯性能试验可知,横焊接头的正弯试样不合格,在弯至约90°时在A钢的HAZ位置表面出现微裂纹,弯至150°时断裂。综合静态拉伸试验和冷弯试验结果可以判断,A钢一侧的热影响区为焊接接头的薄弱环节。
2.4 焊接接头抗裂性试验分析
为评价可拆板、局部修补等大拘束部位焊接接头的抗裂性,采用窗形拘束焊接裂纹试验方法考察接头的抗裂性能。
试验在0 ℃×90%RH、30 ℃×90%RH 2种苛刻的环境条件下进行。2种环境条件焊接时均不预热,只是用乙炔焰烘干坡口内水汽。焊接过程中每焊完一道观察焊缝的表面裂纹情况,焊接完成后刨掉试板,采用X射线探伤检测焊接接头的焊接质量。结果表明,焊接过程中焊缝表面未发现焊接裂纹,X射线探伤结果显示焊缝质量良好,2种焊接接头均达到了GB/T 3323[6]规定的I级要求。之后,分别将接头在焊缝中心线、距中线线5 mm处剖开,发现接头内部没有裂纹产生。
由试验结果可以看出,A钢与B钢的焊接时,在0 ℃以上可不需预热焊接,接头的抗裂性能满足使用要求。
2.5 焊接接头耐腐蚀性能试验
为检验并评估接头的耐腐蚀性能,进行焊缝金属腐蚀电位测定与焊接接头室内加速腐蚀试验。
参照Q/725—1270—2010《金属材料自然腐蚀电位测试方法》进行焊缝金属腐蚀电位测定试验。腐蚀电位测量是在3.5%NaCl溶液中进行的,参比电极为甘汞电极,试验温度为室温(25±2) ℃,每天测量一次。经过15 d腐蚀电位测量,取后5组数据的平均值作为稳定腐蚀电位,得到焊缝金属的稳定腐蚀电位为-704.47 mV,A钢为-713.0 mV,B钢为-690.0 mV。
焊接接头的加速腐蚀试验参照JB/T7901—1999《金属材料实验室均匀腐蚀全浸试验方法》进行。经过720 h腐蚀试验后,去掉试样表面腐蚀产物后,表面形态见图2。
可以看出,试验钢表面均属于不均匀全面腐蚀,焊接接头连接处比基体腐蚀略微严重,两侧基体腐蚀程度也不相同。试样腐蚀后测得3个试样的B钢基体侧的平均厚度为2.95 mm,A钢基体侧的平均厚度为2.92 mm,焊缝的平均厚度为2.92 mm。可以看出,B钢基体、A钢基体以及焊缝金属三部分的腐蚀深度与测定的腐蚀电位数据规律是一致的。
由焊缝金属腐蚀电位测定与接头室内加速腐蚀试验结果可知:焊缝金属、B钢的腐蚀电位均低于A钢的腐蚀电位,因此采用B钢药芯焊丝焊接A钢与B钢,不会引起B钢和焊缝金属的加速腐蚀。
3 结论
1)国产钢材与该船原用引进钢材的化学成分和力学性能近似,且国产钢材的强度更高。
2)在焊接接头性能方面,采用B钢药芯焊丝焊接原用引进A钢与国产B钢能够获得合格的焊接接头,接头的韧性、力学性能、抗裂性和抗腐蚀性都能满足要求。
3)国产连铸B钢与原A钢匹配后有良好的力学及焊接性能,某船主船体中修时采用国产B钢替代国外引进A钢是可行的。
[1] TABATABAEIPOUR M, HETTLER J, DELRUE S, et al. Non-destructive ultrasonic examination of root defects in friction stir welded butt-joints[J]. NDT and E international,2016.
[2] Eugeniusz Ranatowski. The influence of the constraint effect on the mechanical properties and weldability of the mismatched weld joints[J]. Polish maritime research,2012,19(2).
[3] 赵金超,齐欢,王平,等.基于多智能体的舰船维修系统建模技术研究[J].船海工程,2007,36(1):125-129.
[4] 张敏,王普,刘娟娟,等.D406A钢和20钢异质接头的显微组织和力学性能[J].机械工程材料,2016(12):87-91.
[5] 杨智问,亓安芳,陆权森,等.国产SA-302C材料及工艺试验研究[J].锅炉技术,2009(4):57-62,66.
[6] 金属熔化焊焊接接头射线照相(GB/T3323—2005)[S].北京:中国标准出版社,2006.
猜你喜欢
今日农业(2022年16期)2022-09-22 05:37:46
中国特种设备安全(2021年5期)2021-11-06 05:09:20
大众投资指南(2021年35期)2021-02-16 01:05:56
装备制造技术(2020年9期)2021-01-26 00:15:18
中国外汇(2019年22期)2019-05-21 03:15:08
中华家教(2018年11期)2018-12-03 08:08:20
特别文摘(2016年15期)2016-08-15 22:04:26
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34