
C-276合金TIG焊接头组织与性能
2018-06-08 10:26:34尚立宝黄忠宝
电焊机 2018年5期
尚立宝,黄忠宝,许 宏
(上海板换机械设备有限公司,上海 201508)
0 前言
C-276合金是在Ni、Cr、Mo系列镍基合金基础上添加微量W和Fe等元素改进的具有固溶强化的面心立方结构的高温合金。该合金不仅耐盐酸腐蚀性能优异,还具有良好的抗点蚀能力,被誉为“万能”耐蚀合金[1-3]。对金属结构材料而言,其在熔焊过程中自身的热物理性质和化学性质会发生剧烈变化,从而影响金属材料的性能。目前,关于C-276合金的高温蠕变性能、高温析出相以及抗各种腐蚀介质等机理方面国内外已进行了较为详尽的研究[4-7]。该合金中Mo、Cr等元素含量较高,使得其在焊接、热处理等过程中易发生元素偏析,进而导致接头组织存在差异,而显微组织从根本上决定了接头性能,并最终改变结构件的服役性能。为此本研究在结合C-276合金TIG焊接头显微组织特点的基础上研究接头显微硬度的分布特征,并采用电化学测试方法比较焊缝和母材在酸性、中性环境中的耐蚀性,以期为该合金的推广应用提供分析数据。
1 试验材料和方法
试验材料为C-276合金,尺寸500mm×150mm×1.5mm,主要化学成分如表1所示。采用Panasonic YC-300WX4焊机进行不填丝的单面焊双面成型,保护气为φ(H e)25%+φ(Ar)75%混合气。焊接工艺参数如表2所示。焊前采用丙酮、酒精清洁待焊表面,采用电火花线切割加工接头试样。金相试样经王水腐蚀后采用4XC-PC光学显微镜观察显微组织,利用维氏硬度计测量接头各区域显微硬度。电化学试样尺寸15mm×4mm×1.5mm,母材与焊缝各制备3组平行试样,测试前均进行机械研磨和抛光,饱和甘汞为参比电极,铂片为辅助电极,扫描速率2mV/s。腐蚀介质溶液成分如表3所示,盐酸和NaCl级别为分析纯,溶剂为去离子水。

表1 C-276合金主要化学成分Table 1 Chem ical com position of C-276 alloy %
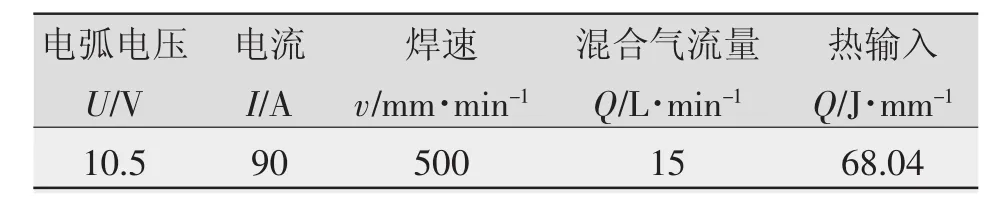
表2 焊接工艺参数Table 2 Welding parameters

表3 腐蚀介质配制Table 3 Corrosion liquid preparation
2 结果与分析
2.1 接头显微组织
接头各区域显微组织如图1所示。由图1a可知,焊缝为呈柱状和细小等轴状的单一奥氏体,而紧邻熔合区的热影响区则由等轴奥氏体晶粒组成,且在晶界处分布尺寸不一的析出物,母材组织为等轴奥氏体并伴有退火孪晶(见图1c)。对比母材与热影响区组织可知,由于焊接热循环的快速加热和冷却,使得靠近熔合区的热影响区不仅奥氏体晶粒发生了长大,同时在晶界及其附近区域形成了不同形貌的块状和条状析出物。
2.2 接头显微硬度
接头各区域显微硬度分布如图2所示。母材硬度最高,约为310 HV;热影响区次之,约为290 HV;而具有柱状和等轴奥氏体的焊缝显微硬度最低,约为260 HV。结合图1中各区域显微组织特点可知,这是由于母材经熔化形成液态金属的过程中,Cr、Mo、W等原固溶强化基体的合金元素在熔池内重新分配,造成元素偏析,破坏了母材原有的固溶效果。同时,新形核和长大的焊缝柱状和等轴奥氏体内未能形成孪晶等亚结构,因此与母材相比,焊缝内部的晶格畸变程度降低,表现为其显微硬度最低。而在热影响区,虽然奥氏体晶粒受热粗化,降低了该区域的畸变程度,但在其晶界及附近位置生成了许多块状和条状的高硬度金属间化合物[8-9],因此热影响区的硬度高于焊缝。
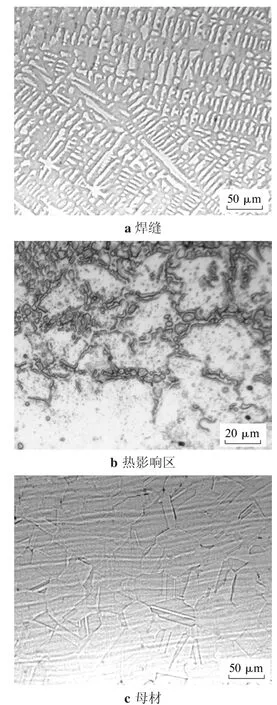
图1 C-276合金接头显微组织Fig.1 M icrostructure of different sections in joint
2.3 焊缝与母材耐蚀性比较
焊缝与母材在酸性和中性环境下的极化曲线如图3所示。由图3a可知,随着电位正移,电流密度开始下降,到达最小值后开始进入阳极溶解,此时腐蚀速率很快。随后焊缝与母材形成了钝化区,0~1.0 V之间为稳定钝化区。焊缝与母材处于该区域时的电流密度较小,腐蚀速率相对较小。随着电位继续增大,在约1 V时钝化膜被破坏,焊缝与母材进入过钝化区。对比酸性环境下焊缝与母材阳极极化行为可知,母材的钝化膜稳定性好,而焊缝则发生了“钝化-活化”交替过程,进而导致电流出现震荡。在中性环境中(见图3b),在-0.3~-0.25 V阶段,焊缝与母材均处于极化腐蚀阶段,腐蚀速率很快。随着电位正移,焊缝与母材逐渐进入稳定区。在约0.4 V时,焊缝钝化膜被破坏,进入过钝化区,而母材则在约0.6 V时因“钝化-活化”交替而出现电流震荡,随后进入过钝化区。

图2 C-276合金接头显微硬度分布Fig.2 M icrohardness of joint of C-276 alloy
不同环境下焊缝与母材的电化学参数如表4所示。可以看出,在酸性环境中,母材的自腐蚀电位为-0.141 97 V,焊缝的自腐蚀电位为-0.102 99 V,略高于母材,而焊缝实际发生腐蚀的电流密度比母材大一个数量级,腐蚀速率明显大于母材。由腐蚀学原理可知,从热力学角度来看,自腐蚀电位越低,腐蚀倾向越大;从动力学方面来看,合金腐蚀电流越大,腐蚀速率越快则耐蚀性越差[10]。由此可知,酸性环境中焊缝的耐蚀性弱于C-276母材。在中性环境中,焊缝和母材的自腐蚀电位都约为-0.3 V,从热力学上分析,两者在该环境中的腐蚀趋势相差不大。而从动力学的角度来看,焊缝与母材的腐蚀电流密度均是在一个数量级,焊缝的腐蚀速率仅略高于母材,表明焊缝与母材在中性环境中的耐蚀性能相近。综合来看,酸性环境中焊缝的耐蚀性弱于母材,而在中性环境中两者耐蚀性相差不大。C-276合金中含有较高的Cr、Mo等合金元素,在焊接熔池结晶过程中,原固溶强化Mo、Cr等元素在对生的柱状晶和等轴晶接触区域以及晶界处产生微偏析,使得晶粒间形成贫Cr区和贫Mo区,造成焊缝成分和结构的不均匀,进而表现为焊缝的耐蚀性弱于母材[10-12]。
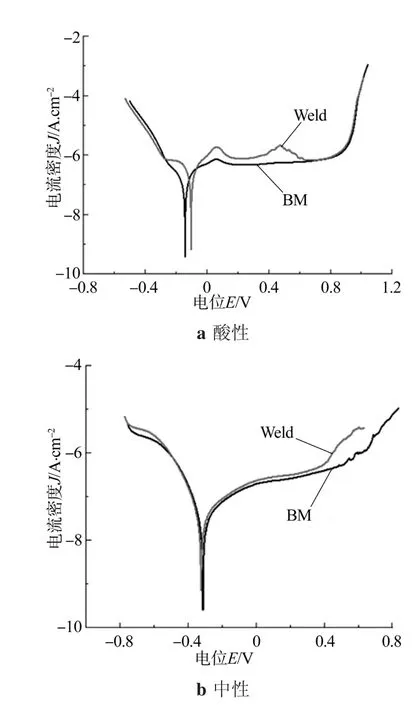
图3 C-276合金母材与焊缝在不同介质环境中的极化曲线Fig.3 Polarization curves of C-276 alloyweld,base metal in different solutions
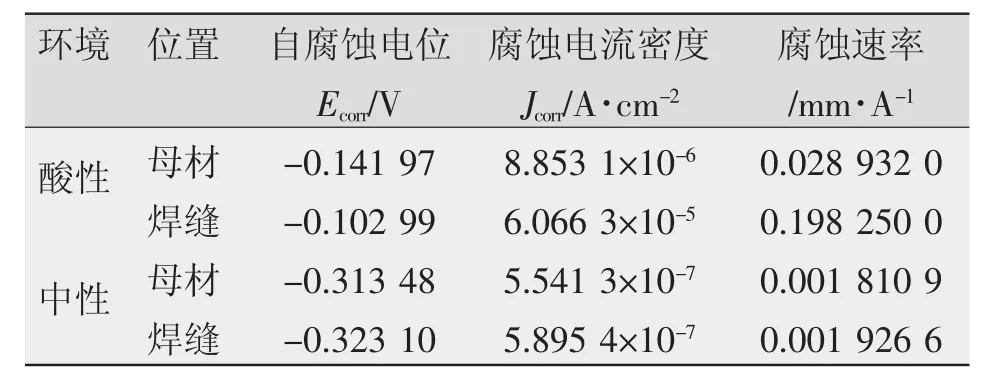
表4 不同介质环境中焊缝与母材的电化学参数Table 4 Electronchem ical parameters of weld and based metal in different solutions
3 结论
(1)C-276合金焊缝组织为柱状和等轴奥氏体,热影响区则为呈条状和块状的金属间化合物与长大的等轴奥氏体。显微硬度测试表明,母材硬度最高,约为310 HV,热影响区次之,焊缝显微硬度最低,约为260HV。
(2)酸性环境中焊缝的耐蚀性差于母材,表现为焊缝的腐蚀电流密度比母材高1个数量级,腐蚀速率也显著大于母材。而在中性环境中,焊缝与母材的耐蚀性相差不大,两者的腐蚀电流密度和速率均很相近。
[1]刘锦溪,张继祥,陆燕玲,等.长期时效对C-276合金组织和力学性能的影响[J].金属学报,2013,49(6):763-768.
[2]朱智,张立文,顾森东.Hastelloy C-276合金应力松弛试验及蠕变本构方程[J].中国有色金属学报,2012,22(4):1063-1067.
[3]Jun CHEN,Jian-zhangWANG,Feng-yuan Yan,etal.Corrosion wear synergistic behavior of Hastelloy C276 alloy in artificial seawater[J].Trans.NonferrousMet.Soc.China,2015(25):661-668.
[4]MICHELIL De,BARBOSA C A,PANDRADE A H,etal.Electrochemical behaviour of 254SMO stainless steel in comparison with 316L stainless steel and Hastelloy C276 in HClmedia[J].British Corrosion Journal,2000(35):297-300.
[5]Jia Qiang,Wang Yi,Suo Hongli,etal.Electropoishing technique of Hastelloy C-276 alloy[J].Rare Met,2017,36(8):635-639.
[6]马雁,鲁陈林,许雁泽,等.C-276合金焊接接头的高温力学性能[J].动力工程学报,2014,34(3):249-252.
[7]马广义,吴东江,郭玉泉,等.超薄Hastelloy C-276脉冲激光焊接接头的拉伸性能[J].稀有金属材料与工程,2013,42(6):1241-1245.
[8]任冠鹏,郭小辉,刘志颖,等.不同焊接方法对哈氏合金C-276焊缝组织和耐晶间腐蚀性能的影响[J].材料开发与应用,2016,31(5):40-44.
[9]郭建亭,周兰章,秦学智.铁基和镍基高温合金的相变规律与机理[J].中国有色金属学报,2011,21(3):476-486.
[10]吴东江,范聪,刘士博,等.Hastelloy C-276/316L激光异质焊焊缝腐蚀性能[J].中国有色金属学报,2014,24(2):441-447.
[11]Ahmad M,Akhter J I,Akhtar M,etal.Microstructure and hardness studies of theelectron beam welded zoneofHastelloy C-276[J].Journal of Alloys and Compounds,2005(390):88-93.
[12]吴东江,范聪,刘士博,等.激光偏移量对Hastelloy C-276/316L焊缝腐蚀性能的影响[J].稀有金属材料与工程,2015,44(2):498-502.
猜你喜欢
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
电镀与环保(2017年4期)2017-09-26 11:54:42
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
电镀与环保(2016年2期)2017-01-20 08:15:23
中国神经再生研究(英文版)(2017年4期)2017-01-12 02:48:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年9期)2016-02-27 13:05:20
山东冶金(2015年5期)2015-12-10 03:27:40
上海金属(2014年5期)2014-12-20 07:58:31
