
全自动气保焊制备Fe基堆焊层组织与性能研究
2018-06-08 10:26:36李俊刚吴明忠孙建波
电焊机 2018年5期
吕 迎,李俊刚,吴明忠,湛 兰,孙建波
(佳木斯大学材料科学与工程学院,黑龙江佳木斯154002)
0 前言
磨损主要发生在工件表面,是造成机械零件失效的主要形式。据统计,世界工业发达国家约30%的能源是以不同形式消耗于磨损,我国矿山、机械、农业、建筑等行业每年因磨损消耗的金属材料达300万t以上[1]。在金属材料或零件表面采用堆焊工艺熔敷耐磨合金层,既可修复材料因长期服役而导致的失效部位,又可强化材料或零件表面,对于合理使用材料、延长零件寿命以及节约能源具有重要的工程意义。在众多堆焊合金中,Fe-Cr-C系合金由于合金成分范围宽、价格低廉且综合性能好,成为重要的抗中低应力磨粒磨损合金。但在严重磨损的工况条件下,Fe-Cr-C系合金的耐磨性无法满足使用要求[2]。近年来,由于硼化物的高硬度和良好的热稳定性,将其作为主要硬质相应用于堆焊领域正受到材料界学者的重视[3-5]。本研究选择Fe-Cr-C为基础合金系,添加B、Ti和B4C,采用全自动CO2气体保护焊在Q235钢表面制备含硼堆焊合金,研究B4C的添加量对堆焊层组织和耐磨性的影响,以获得最优成分以提高Fe-Cr-C系堆焊合金的耐磨性。
1 试验方法和材料
试验用基体为Q235钢板,尺寸200mm×100mm×10mm。所用合金粉包括:高碳铬铁[w(Cr)=69%]、石墨[w(C)>99.9%]、硼铁[w(B)=19.3%]、钛铁[w(Ti)=40.2%]、还原性铁粉[w(Fe)>99%]、碳化硼[w(B4C)=98%]。试验采用CO2气体保护焊,焊丝为φ1.2mm的H08Mn2Si。
在电子天平上称量出不同质量分数的B4C粉和其他合金粉,并将其放入SFM-2行星混料机中以200 r/min转速混料1h后倒入研钵中,然后滴入适量稀释过的水玻璃作为粘结剂并搅拌均匀。在Q235钢板中央固定中空的长方形塑料模具,然后将合金粉放入模具的空心位置,用钢板压紧合金粉并用木锤连续敲击钢板3~5min,压制成尺寸为140mm×30mm×3mm的预制块。从模具中取出预制块,在室温自然风干24 h;将风干的预制块放入ZYH-30型自控远红外烘干箱中,先加热至50℃预热30min,防止预制块开裂;再升温至200℃,保温3h后取出。
堆焊设备采用KRⅡ350型CO2气体保护焊机,外接自位移小车和摆动系统,焊前在控制系统中输入焊接工艺参数,并调整焊丝与预制块的相对距离,通过遥控器控制焊枪在Q235钢板进行全自动堆焊。具体工艺参数为:焊接电流220 A,焊接电压25V,CO2保护气体流量15L/min,焊接速度2mm/s,摆幅宽度15mm。
采用HR-150A型数显示洛氏硬度测量堆焊层表面硬度,载荷150 kg,每组试样测试6点,然后计算平均值。采用HXS-1002K显微硬度计测试微观组织硬度,载荷50 g,加载时间5 s。在ML-100型磨粒磨损机上进行磨损试验,每组测试3个试样,堆焊试样尺寸为φ4×10mm,磨料为120目棕刚玉砂布,圆盘转速60 r/min,旋转1 500圈后用FA1004B型万分之一电子天平称量磨损量,并取平均值。采用OLYMPUS GX71倒置金相显微镜观察显微组织。利用Bruker D-8型X射线衍射仪分析堆焊层相组成。
2 试验结果和分析
2.1 堆焊层外观形貌
堆焊层外观成型如图1所示。由于采用全自动CO2气体保护焊进行堆焊,通过控制系统自动完成引弧、摆动送丝、焊接和收弧过程,可在钢基体实现高效、大面积的表面堆焊。堆焊层成形美观,鱼鳞纹均匀细密,堆焊层宽度与余高一致,表面无裂纹和气孔。
图1 堆焊层外观成形Fig.1 Appearance of the surfacing layer
2.2 堆焊层组织分析
堆焊金属的组织形态受B4C加入量的影响显著,其加入量的多少直接影响析出硬质相的种类、形态和数量,进而影响堆焊金属的硬度及耐磨性。Fe-Cr-C-B-Ti-B4C堆焊层金相组织形貌如图2所示。可以看出,该堆焊合金属于典型的亚共晶组织,由针状或胞状组织以及共晶组织构成。当堆焊合金未加B4C时,堆焊层上分布着黑色针状组织,周围分布着条状共晶组织。w(B4C)为10%时,堆焊层中出现粗大胞状晶,边界分布着网状共晶组织。随着B4C含量的增加,胞状晶尺寸减小,共晶组织呈网状分布且数量增加。
为判定堆焊合金的相组成,对试样进行X射线衍射和局部组织显微硬度分析。堆焊层的XRD图谱如图3所示,无B4C和w(B4C)10%堆焊层的显微硬度压痕分布如图4和图5所示。未加B4C的堆焊金属主要成分为Fe、共晶硬质相Fe2B和Fe3(C,B)。堆焊层中黑色针状组织之间以一定的夹角相交,针状组织及附近区域的显微硬度最高可达630 HV,根据形态和硬度确定该组织为针状马氏体,分布于奥氏体基体上;边界分布的条状共晶组织为共晶奥氏体+Fe2B和Fe3(C,B),显微硬度最高值为660HV。添加B4C后,堆焊合金中均出现胞状晶,含w(B4C)30%堆焊层中胞状组织的显微硬度最高值为550HV,确定该胞状组织为初晶奥氏体;共晶组织的显微硬度最高值为650HV,其成分为共晶奥氏体+Fe2B+Fe3(C,B)。
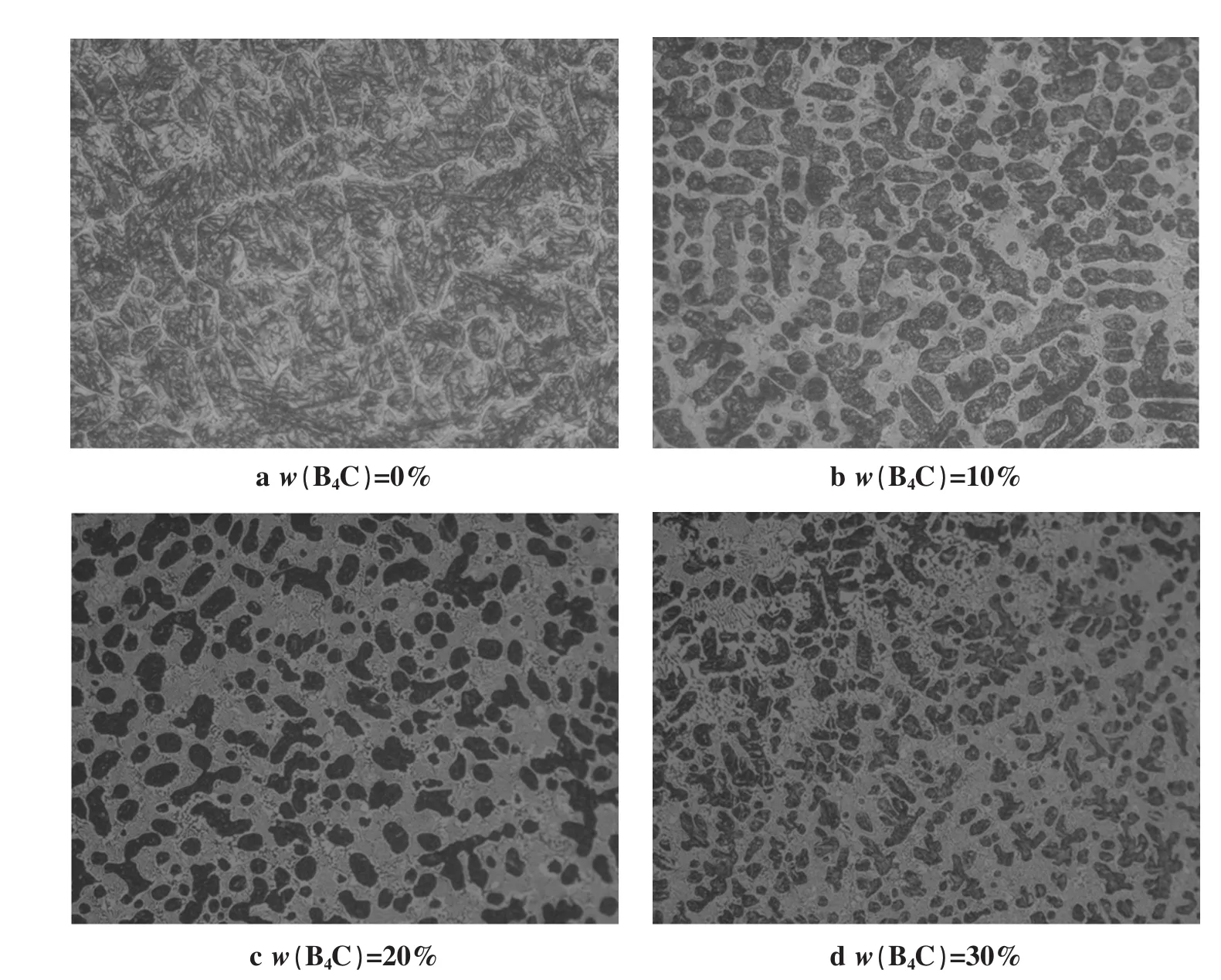
图2 堆焊层金相组织(500×)Fig.2 M icrostructure of the surfacing layer(500×)
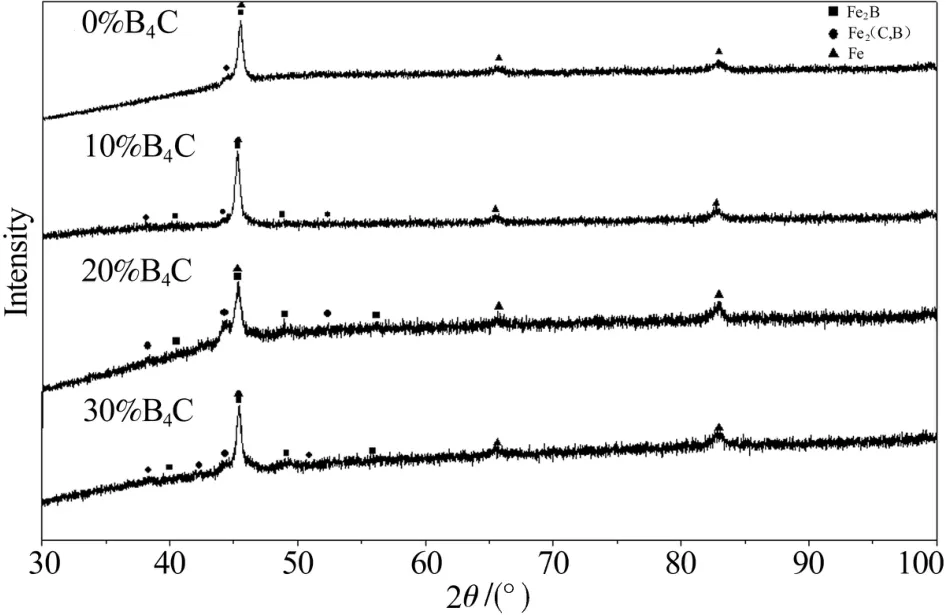
图3 堆焊层XRD图谱Fig.3 XRD patterns of the surfacing layer
由上述分析可知,堆焊合金的结晶过程如下:当具有亚共晶成分的堆焊液态合金冷却至液相线时,开始从液相中析出初晶奥氏体γ-Fe,由于B、C元素在γ-Fe中溶解度很低,随着温度的降低,多余的B、C从晶体中排出,造成周围液相中B、C富集;当合金冷却至共晶温度时,发生L→γ-Fe+Fe2B共晶反应,直至液相完全消失;继续冷却时,初晶和共晶γ-Fe中的B、C溶解度继续降低,不断地向γ-Fe枝间扩散,并在晶界处析出形成Fe3(C,B)相。随着w(B4C)的增加,γ-Fe枝间扩散的 C、B 数量增多,生成的共晶组织数量增加;当温度快冷降至室温时,不加B4C的合金中γ-Fe部分转变成马氏体,加入B4C的合金,w(C)随之增加,而由于C是扩大γ-Fe相区的元素,可增加γ-Fe的稳定性,使γ-Fe相区扩大到室温,因此添加B4C的堆焊层在室温下仍然保持初晶γ-Fe的形态。
2.3 堆焊层界面形貌
堆焊层界面形貌如图6所示。可以看出,堆焊层与基材交界处形成过渡区,即熔合区。在堆焊过程中,由于堆焊层材料与基体材料成分不同,在熔合区如果产生脆性相,将恶化堆焊层性能,因此熔合区是堆焊结构最薄弱的部位。本研究中堆焊合金为Fe基合金,基体金属为Q235钢,两者物理相容性和冶金相容性好,且堆焊金属由韧性好的奥氏体和一定硬度的共晶组织组成,达到韧性和硬度的综合匹配,因此熔合区未出现裂纹或剥离。
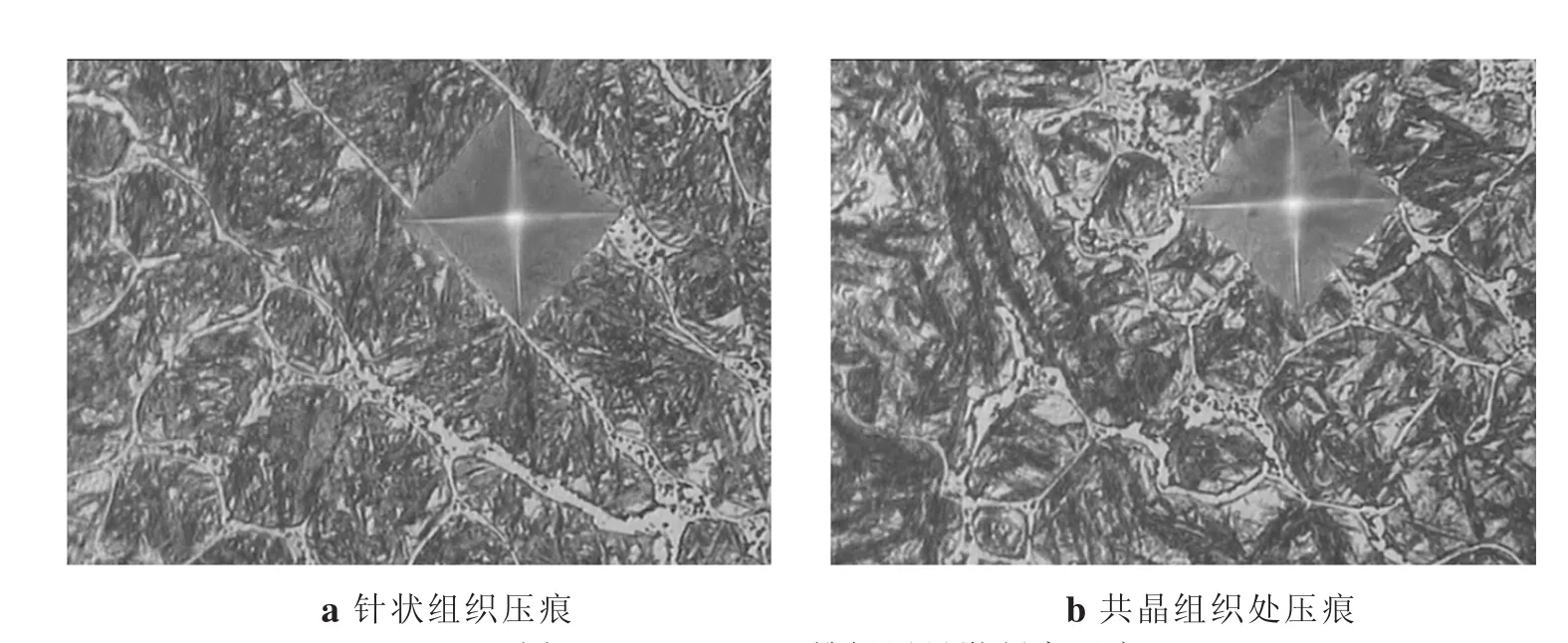
图4 w(B4C)=0%堆焊层显微硬度压痕Fig.4 M icrohardness indentation of the surfacing layer w ithout B4C
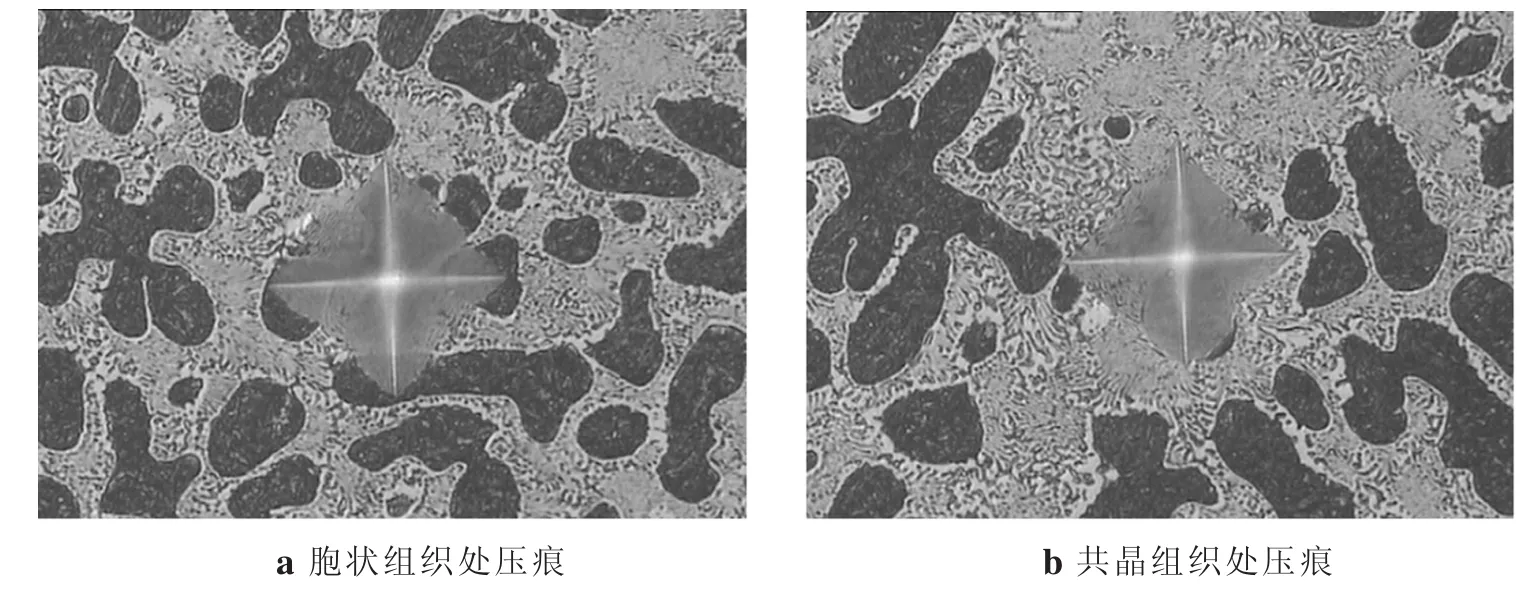
图5 w(B4C)=30%堆焊层显微硬度压痕Fig.5 M icrohardness indentation of the surfacing layer w ith w(B4C)=30%
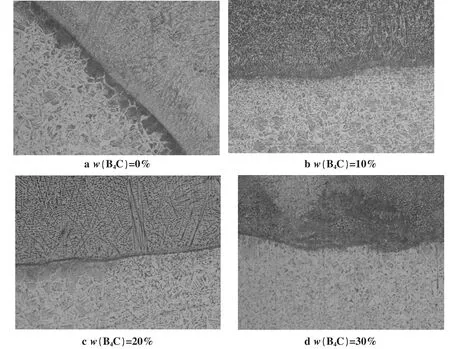
图6 堆焊层界面形貌(200×)Fig.6 Interfacemorphology of the surfacing layer(200×)
2.4 堆焊层硬度与耐磨性
堆焊层的耐磨性主要取决于其化学成分、硬质相的数量、形态和分布,以及硬质相与基体匹配关系[6]。由于堆焊层中加入一定量的Cr和Ti,可部分固溶于γ-Fe中形成固溶体,强化组织。此外,B4C的加入对堆焊层硬度及耐磨性影响显著。Fe-Cr-CB-Ti-B4C堆焊层的洛氏硬度与磨损量如表1所示。未加B4C时,堆焊层基体为针状马氏体+残余奥氏体,并且条状共晶相Fe2B和Fe3(C,B)数量较少,所以堆焊层硬度仅为52.5 HRC,磨损量最大。随着w(B4C)的增加,共晶组织中Fe2B和Fe3(C,B)硬质相数量增加,使得堆焊层硬度逐渐增加,磨损量降低;w(B4C)=20%时,磨损量最低,耐磨性最好;当 w(B4C)=30%时,其硬度达到最大值61.3 HRC,但由于γ-Fe周围分布着大量连续的共晶组织,这种网状结构破坏了基体的连续性,使硬度较低的γ-Fe基体无法承受石英砂磨粒强烈的切削作用,导致堆焊合金的磨损量高于w(B4C)=20%的堆焊层。
3 结论
(1)采用全自动CO2气体保护焊在Q235钢板上制备Fe-Cr-C-B-Ti-B4C堆焊层,其成形美观,表面无裂纹和气孔,界面无开裂。
(2)堆焊合金属于亚共晶组织,无B4C的堆焊层组织为针状马氏体、残余奥氏体以及共晶组织;添加B4C后,堆焊合金由胞状初晶奥氏体和共晶组织组成。共晶组织由共晶奥氏体、Fe2B和Fe3(C,B)组成。
(3)随着w(B4C)增加,堆焊层硬度逐渐增加,含w(B4C)=30%的堆焊层硬度最高,为61.3 HRC;磨损量先升高后降低,当w(B4C)=20%时堆焊层耐磨性最佳。
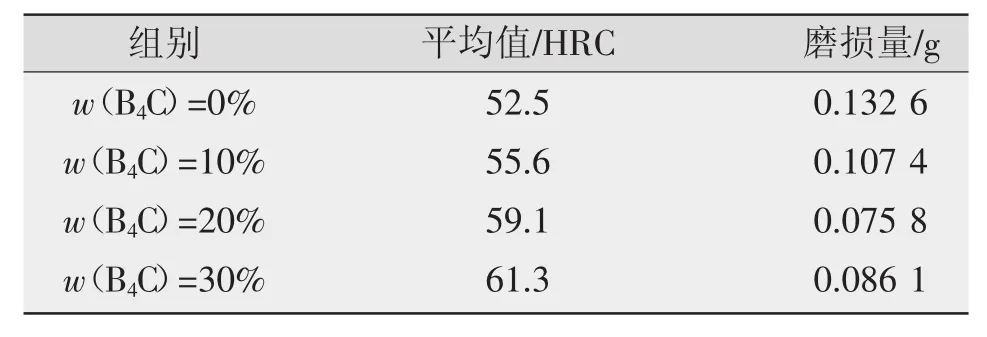
表1 堆焊层洛氏硬度与磨损量Table 1 Rockwell hardness and wear loss of the surfacing layer
[1]宋绪丁.高硼铁基系列铸造耐磨合金研制及其应用研究[D].陕西:长安大学,2008.
[2]宋小波,李晓延,贺定勇,等.硼含量对Fe-Cr-C堆焊层性能的影响[J].焊接,2009(11):38-40.
[3]温永策,孙俊生,焦恩理,等.三元硼化物系堆焊合金的研究进展[J].精密成形工程,2017(5):90-97.
[4]刘江晴,龚建勋,张立成.Ti对明弧高硼堆焊合金显微组织及耐磨性的影响[J].金属热处理,2017(6):142-148.
[5]Liu Zhengjun,Li Lecheng,Su Yunhai,etal.Effectofboron on microstructure and propertiesofhigh-bo-ron iron-based alloy by plasma transferred arc[J].Transactions of the China Welding Institution,2012,33(1):45-48.
[6]王伟.堆焊过程中横向磁场对镍基高温合金组织和性能的影响[J].昆明冶金高等专科学校学报,2013,29(5):1-4.
猜你喜欢
散文诗(2024年4期)2024-03-29 03:15:06
中国设备工程(2023年4期)2023-02-28 10:26:54
石油化工技术与经济(2021年6期)2022-01-18 09:01:02
陶瓷学报(2021年4期)2021-10-14 08:57:44
环球市场(2020年24期)2020-11-26 02:37:38
制造技术与机床(2019年11期)2019-12-04 05:50:18
中国特种设备安全(2019年7期)2019-09-10 07:30:56
上海金属(2016年1期)2016-11-23 05:17:29
光学精密工程(2016年4期)2016-11-07 09:04:57
橡胶工业(2015年8期)2015-07-29 09:22:32
