
三官能环氧树脂在聚乳酸交联挤出发泡中的应用
2018-06-05 02:08徐志娟林雪春罗超云肖望东
中国塑料 2018年5期
徐志娟,林雪春,罗超云,肖望东
(深圳职业技术学院高分子材料与精细化工技术中心,广东 深圳 518055)
0 前言
PLA是一种生物可降解、可再生材料。此外,与其他具有生物降解性的聚酯材料相比,PLA有着力学性能和热塑性好、回弹性和卷曲持久性好、抗油性及染色性好、光泽度及透明度高等诸多优点,是替代石油基塑料应用于食品包装、一次性塑料用具、农业地膜、生物医用载体及封装、衣饰织物等方面的理想材料。
目前,材料节能环保的方法之一是制成发泡材料以减轻质量、减少材料消耗,此外,发泡后能赋予材料缓冲减震、隔音隔热、保温等优点,在汽车、包装、运动用品、海上产品、建筑、航天等方面都有大量需求。但因为PLA属于结晶型材料,其分子长支链少,熔体强度低,并且PLA熔体对温度敏感,随温度升高,熔体黏度降低很多,这些使得PLA发泡时熔体无法包裹住气泡、阻止发泡剂的逃逸,泡膜不稳定易破裂,发泡成型比较困难,很难得到泡孔均匀的发泡产品。
为了提高PLA的可发泡性,需先提高PLA树脂熔体强度。熔体强度改性常用方法有交联、共聚和扩链。有研究者用γ射线辐照交联PLA,装置昂贵,且工艺流程复杂。蔡畅等[1]用过氧化物通过自由基夺氢反应使PLA分子链发生一定程度的交联,从而提高PLA的熔体强度,但是因为有机过氧化物的反应活性较高,交联反应程度的控制较为困难,若交联度过高,发泡成型更困难,且交联的同时伴随断链,且制品残余DCP气味较大。用共聚方法制备高熔体强度PLA的研究也较多,如用丙交酯和环氧树脂或丙交酯和双环内酯单体共聚。共聚改性存在许多问题,如由于支化剂和丙交酯的反应活性不一致,共聚效果不好,支化PLA熔体强度并没有提高;反应过程比较难控制,产品质量不稳定,PLA聚合反应时间延长等。扩链改性方面,很多研究者用二异氰酸酯作为扩链剂对PLA改性,如Zhou等[2]用异氰酸酯改性的聚合物膜表面进行界面聚合以制备反渗透膜。Xiong等[3]用异氰酸酯接枝淀粉作为PLA与淀粉的相容剂制备PLA/淀粉共混物。Di等[4]用1,4 - 丁二醇和1,4 - 丁烷二异氰酸酯为偶联剂改性PLA并制备PLA泡沫。汪朝阳等[5]以甲苯二异氰酸酯(TDI)为扩链剂,使PLA的黏均相对分子质量为扩链前的3倍以上。杨铭等[6]报道了采用4,4 - 二苯基甲烷二异氰酸酯(MDI)为扩链剂,对PLA和聚己内酯共混物进行了扩链研究。异氰酸酯作为扩链剂存在有毒、控制困难等问题。用环氧树脂作为扩链剂不存在上述问题,文献较多[7-10],但主要采用的是双官能环氧树脂,如Marrazzo等[11-13]用双官能环氧树脂作为PLA的扩链剂,发现能有效提高PLA的熔体强度。双官能环氧作用在PLA的端基上,得到的仍是链状分子。如果采用三官能环氧树脂对PLA改性,能产生支链结构,使得熔体能承受气泡生长产生的三轴变形力,理论上将对发泡更有利。但将三官能环氧树脂用于PLA并用放热型化学发泡剂直接挤出发泡成型的公开报导较少。
本文采用三官能团环氧树脂预聚体作为交联剂,利用其环氧基团与活泼氢的反应活性,与PLA的端羟基和端羧基反应,实现PLA的分子链交联或扩链,以提高PLA的熔体强度和可发泡性能。具体反应原理如图1所示。
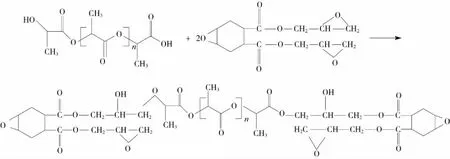
图1 三官能环氧树脂与PLA反应原理Fig.1 Reaction equation of PLA and tri-functional epoxy resin
1 实验部分
1.1 主要原料
三官能环氧树脂(4,5环氧环乙烷 - 1,2二甲酸二缩水甘油酯环氧树脂),TDE-85,工业品,环氧值0.85 eq/100 g,天津合成材料研究所;
PLA,4032D,美国Nature Works公司;
AC发泡剂,纯度为99 %,宁夏日盛实业有限公司;
白炭黑,粒径0.5 mm,赢创德固赛(EVONIK)公司;
ZnO、Zn(St)2,纯度为99 %,广州亿峰化工有限公司;
氯仿,分析纯,市售。
1.2 主要设备及仪器
哈普流变仪,RM-400B,挤出机螺杆直径20 mm,长径比为25∶1,压缩比2.4,机头口模直径2 mm,哈尔滨哈普电气技术有限公司;
双螺杆挤出机,HT35,南京橡胶机械厂有限公司;
傅里叶红外线光谱分析仪(FTIR),Nicolet 6700,美国THERMO公司;
场发射扫描电子显微镜(SEM),S-4700,日本日立公司;
熔体流动速率测试仪,XRZ-400C,吉林大学科教仪器厂;
差示扫描量热仪(DSC),Q100,美国TA Instruments公司;
密度天平,FA1104,上海精密仪器仪表有限公司;
索氏提取器,250 mL,上海垒固仪器有限公司。
1.3 样品制备
PLA/TDE-85共混物的制备:将PLA放置烘箱中在80 ℃条件下干燥8 h,后将TDE-85分别按质量分数为0、0.2 %、0.4 %、0.8 %、1.2 %、1.6 %、2.0 %的比例加入到PLA中,通过哈普转矩流变仪密炼机部分进行扭矩测试,经过哈普转矩流变仪挤出机挤出造粒,转矩流变仪从料斗至机头各段温度分别为150、170、190、175 ℃,转速为30 r/min;制样后分别进行FTIR分析、熔体流动速率测试和交联度测试;
PLA/TDE-85发泡材料的制备:取上述制备粒料添加0.8 %的AC发泡剂、1.2 %的SiO2、0.2 %的ZnO、0.1 %的Zn(St)2,经哈普流变仪的挤出机进行挤出发泡成型,挤出发泡工艺条件为:从机筒至机头各段温度分别为150、170、190、175 ℃,转速为30 r/min。
1.4 性能测试与结构表征
FTIR分析:(1)用氯仿作为溶剂与PLA混合并溶解后,滴加2.0 %的TDE-85,搅拌均匀,将溶液滴至低密度聚乙烯(PE-LD)塑料袋表面后挥发掉溶剂,从塑料袋上揭下获得PLA/TDE-85薄膜(整个过程温度低于60 ℃,TDE-85与PLA未发生化学反应);(2)将PLA与2.0 %的TDE-85混合后用双螺杆造粒(从机筒至机头温度分别为150、160、170、180、185、180 ℃),然后用哈普转矩流变仪密炼机部分熔融后拉出薄膜(TDE-85在高温下与PLA发生化学反应),厚度约为0.15 mm;用KBr研片,通过透射法对制备的薄膜进行测试,扫描波数范围为4 000~600 cm-1;
DSC分析:取适量样品,以10 ℃/min的升温速度从25 ℃升温至250 ℃,后保温2 min消除热历史,然后以10 ℃/min的降温速度降温至40 ℃,后又以相同的升温速度升温至250 ℃进行二次升温,得到的DSC曲线;
SEM分析:将挤出发泡试样先用液氮冷却脆断出观测端面,后平行于此端面切出底面,将此底面用导电胶黏在试样台上,排序后放置在旋转台上,表面喷金,用SEM在不同放大倍率下观察泡体的结构,加速电压为5 kV;
密度测试:因发泡样品中泡孔多为闭孔泡,可以通过排水法测量,每个试样测量5次,取测量值的平均值作为试样的排水法测得样品的密度(ρw),通过式(1)求得发泡试样密度(ρf)后通过式(2)[14]计算得到泡孔密度(Nc):
(1)
式中ρw——排水法测得样品的密度,g/cm3
ρa——排空气法测得样品的密度,g/cm3
ρf——发泡试样的密度,g/cm3
ma——样品在空气中的质量,g
mw——样品在水中的质量,g
(2)
式中Nc——泡孔密度,个/cm3
ρp——未发泡试样的密度,g/cm3
d——由Image Pro-plus软件算出的泡孔平均直径,μm
熔体强度的测量:参考KAMHO等[15]用熔体流动速率测试仪通过测重法进行熔体流动速率测试,将样品放入熔体流动速率仪中,在230 ℃的料筒内保温5 min后,手动将大部分熔体从熔体流动测试仪的毛细管中挤出,还有一小部分熔体将悬挂在口模的出口处;去除柱塞和砝码,记录熔体开始从口模自由流出到从口模出口处断开的时间,并称量断开料的质量,每个试样做4次,求平均值,并用内插法划算出悬挂出口模3 min对应的料的质量,记为MS(测重法)。
2 结果与讨论
2.1 FTIR分析
由图2比较发现,PLA/TDE-85反应后的试样在3 660 cm-1处的羟基伸缩振动峰和3 500 cm-1处的氢键作用的羟基伸缩振动峰与未反应的比较,都几乎消失。通过TDE-85及PLA/TDE-85反应前环氧基特征峰比较,可见反应前在910 cm-1处有较小的环氧基团特征峰(因为添加比例仅2.0 %,因此峰值较小),反应后此峰消失,说明环氧基团被反应消耗掉。由图1、图2可证明,环氧基团在较高温度与PLA端基发生化学反应。
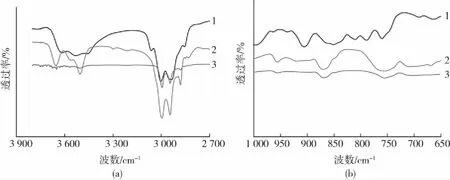
1—TDE-85 2—PLA/TDE-85反应前 3—PLA/TDE-85反应后(a)羟基特征峰 (b)环氧基特征峰图2 不同样品的FTIR谱图Fig.2 FTIR spectra of different samples
2.2 TDE-85对PLA交联度的影响
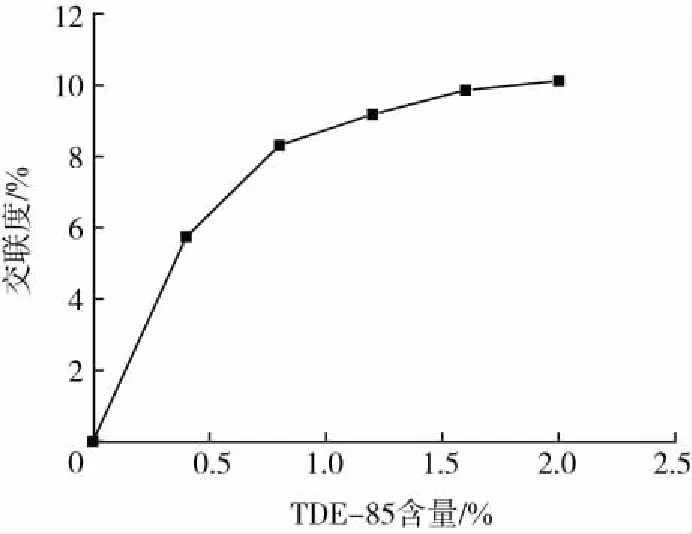
图3 不同TDE-85含量PLA样品的交联度Fig.3 Crosslinking degrees of the PLA with different content of TDE-85
为了研究TDE-85对PLA交联度的影响,将不同含量的TDE-85与PLA通过双螺杆挤出造粒,并通过索氏提取器抽提进行交联度测试,测试结果如图3所示。由图可见,随着TDE-85含量的增加,PLA的交联度呈上升趋势。
2.3 TDE-85对PLA流变性能的影响
从图4可以看出,随着TDE-85含量的增加,PLA/TDE-85体系的平均扭矩逐渐增大,表明体系的熔体黏度提高。这是因为TDE-85与PLA发生交联反应,交联度提高,从而提高了体系的熔体黏度。
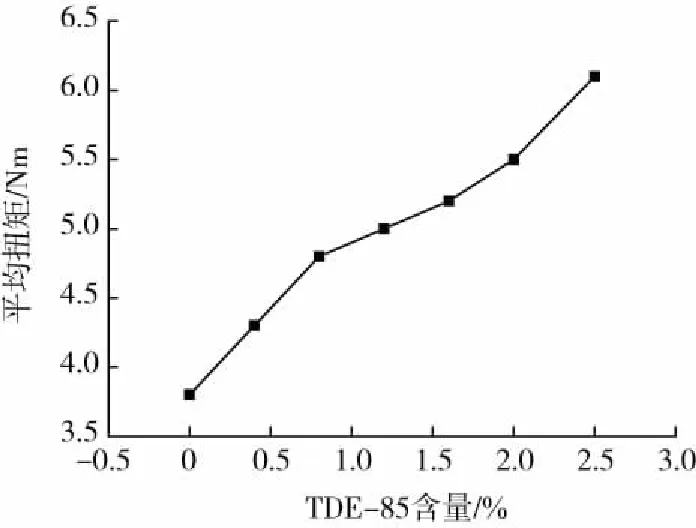
图4 不同TDE-85含量PLA样品的平均扭矩Fig.4 Average torque of the PLA with different content of TDE-85
2.4 TDE-85对PLA熔体强度的影响
通过熔体流动速率仪的测重法对含有不同比例TDE-85的PLA样品分别进行测试,样品在230 ℃的熔体流动速率仪中保温5 min并挤出90 %后,去除砝码和柱塞后,让熔体自由从口模流出,得到滴落的熔滴并记录滴落时间,将其换算为3 min滴落质量,以此作为测重法得到的熔体强度值。由图5可知,随着TDE-85含量的增加,测重法所得的单位时间滴落的熔体质量增加,表明随着TDE-85含量的增加,PLA体系的熔体强度增加。
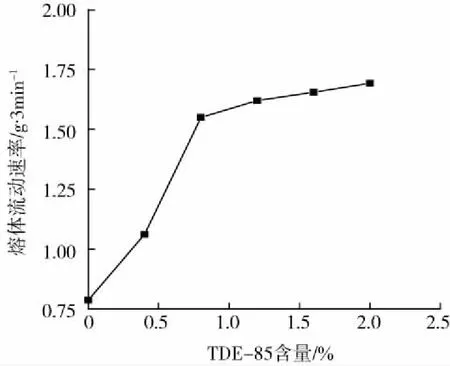
图5 不同TDE-85含量PLA样品测重法得到的熔体流动速率Fig.5 Melt flow rate of the PLA with different content of TDE-85
2.5 TDE-85对PLA结晶性能的影响
图6所示为不同TDE-85含量PLA样品的DSC曲线,各样品的玻璃化转变温度(Tg)结晶温度(Tc)、熔融温度(Tm)、结晶焓(ΔHc),熔融焓(ΔHm)列于表1。由图6和表1可见,随着TDE-85含量的增加,PLA的Tg先增大后减少,可能是因为交联后使PLA相对分子质量增大,限制其运动,Tg升高。但是随着添加比例继续提高,TDE-85过量后,小分子存在起到增塑作用,使Tg又降低。随着TDE-85的加入,PLA出现双熔融峰,高温的熔融峰面积随着TDE-85含量的增加而减小,表明均相成核减小,低温的熔融峰面积增大,说明异相成核增加。可能是因为随着TDE-85含量的增多,交联点的出现作为异相成核的晶核比例增大。从表1还可以看出,随着TDE-85含量的增加,ΔHc、ΔHm、Xc先增大后减小。这可能是因为TDE-85与PLA发生交联反应,体系的交联度提高,交联点增多,起到异相成核的作用,促使结晶,所以开始时ΔHc、ΔHm、Xc先增大;后随着TDE-85含量增加到一定的值后,交联度提高到一定程度后抑制分子链的运动和晶粒的生长,导致ΔHc、ΔHm、Xc又出现下降的现象。
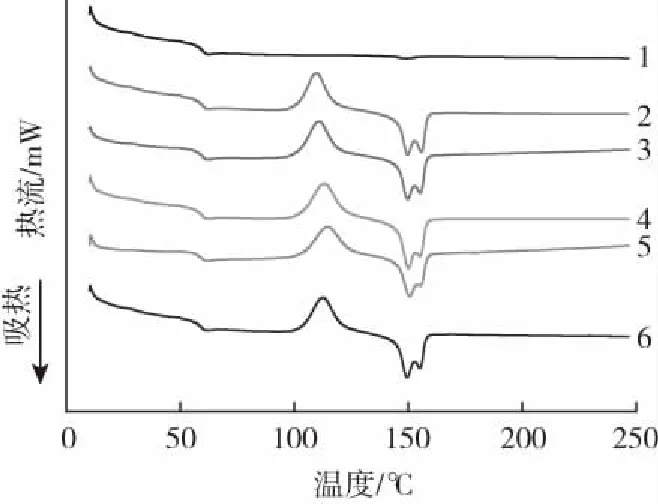
TDE-85含量/%:1—0 2—0.4 3—0.8 4—1.2 5—1.6 6—2.0图6 不同TDE-85含量PLA体系的DSC曲线Fig.6 DSC curves of the PLA with different content of TDE-85

表1 不同TDE-85含量PLA体系的结晶性能参数Tab.1 Crystal performance parameters of the PLA with different content of TDE-85

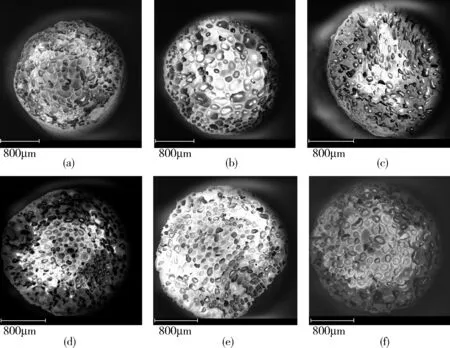
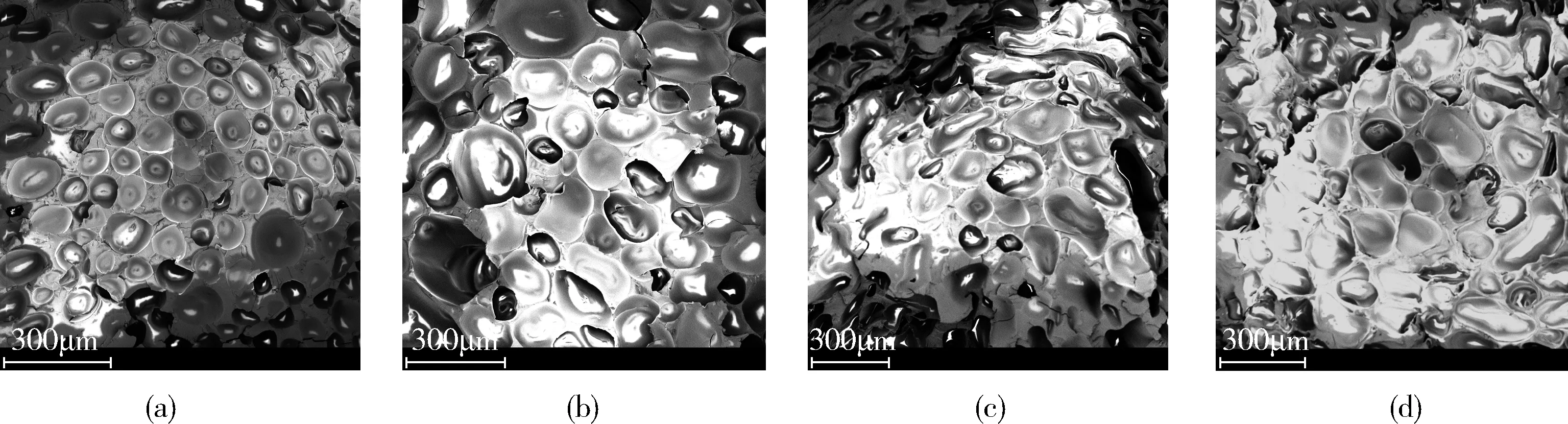
TDE-85含量/%:(a)0 (b)0.2 (c)0.4 (d)0.8 (e)1.2 (f)1.6图7 不同TDE-8含量PLA发泡样品的SEM照片Fig.7 SEM of the PLA foaming samples with different content of TDE-85
2.6 TDE-85对PLA发泡性能的影响
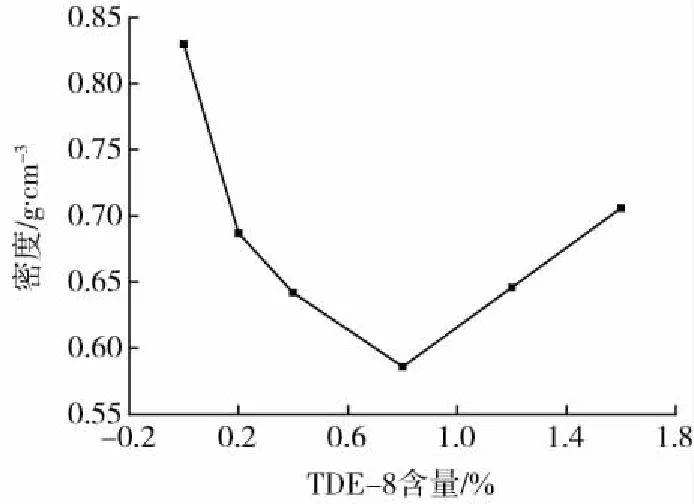
图8 不同TDE-8含量PLA发泡样品的密度Fig.8 Density of the PLA foaming samples with different content of TDE-85
不同TDE-85含量PLA发泡样品的SEM照片如图7所示,采用排水法测得不同PLA泡沫样品的密度如图8所示。通过Image Pro-plus软件对图7进行统计,发泡性能参数结果列于表2。
由图7、8和表2可知,TDE-85的加入使得PLA的泡孔结构得到改善,泡孔合并、破裂趋势减少。随着TDE-85添加量增大,泡孔平均直径先减少后增大,泡孔密度先增大后减少。这可能是因为TDE-85与PLA发生交联反应后,提高了PLA的熔体强度,从而泡孔破裂现象减少。
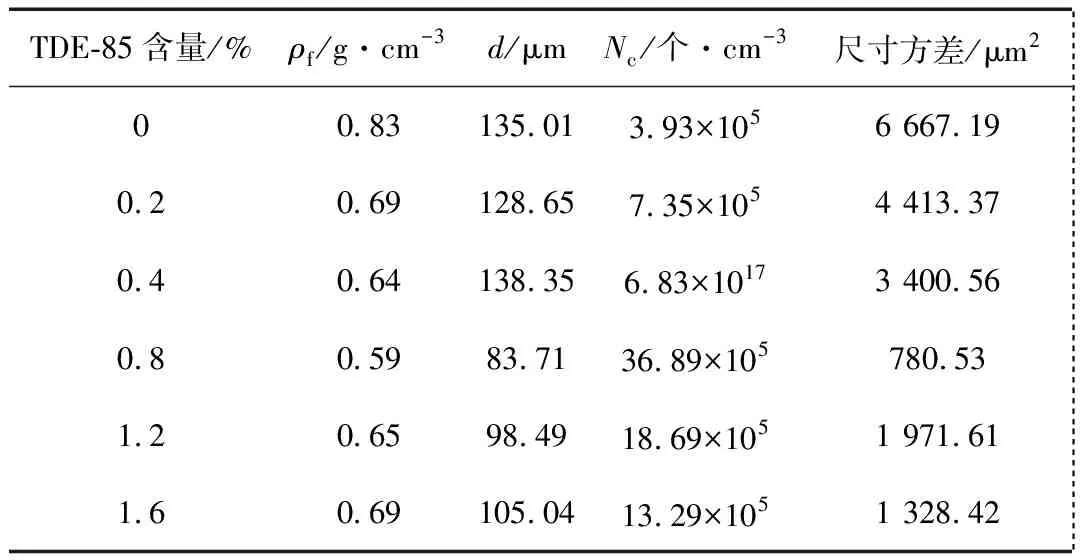
表2 不同TDE-8含量PLA发泡样品发泡性能参数Tab.2 Foaming performance parameters of the PLA foaming samples with different content of TDE-85
2.7 挤出机机头温度对PLA泡孔结构的影响
本文还对比研究了不同挤出机机头温度对PLA发泡样品泡孔结构的影响,如图9所示为挤出机从机筒至机头前一段温度分别设置为150、170、185 ℃,转速为30 r/min,机头温度分别为175、180、185、190 ℃制得的PLA发泡样品SEM照片。
机头温度/℃:(a)175 (b)180 (c)185 (d)190图9 不同挤出机机头温度制备的PLA发泡样品的SEM照片Fig.9 SEM of the PLA foaming samples with different content of TDE-85
由图9可以发现,随着机头温度越高,样品的泡孔越不均匀,泡孔合并现象越明显。将机头温度降至170 ℃以下时,挤出过程不稳定。这是因为本研究采是用哈普流变仪进行挤出发泡,螺杆的长径比较小(25∶1),剪切能力较弱。当机头温度过低时,使得机头阻力过大时,挤出困难,进料不通畅;在加料区物料难以进料,出料也不连续,发泡样条会出现时不时中断现象。因此,挤出机头温度不能过低,应控制在170~175 ℃之间,并根据挤出速率进行适当调整。
3 结论
(1)三官能环氧树脂TDE-85能作为交联剂用于PLA的挤出发泡,能提高体系的熔体强度、交联度,进而提高PLA的发泡性能;
(2)TDE-85的加入能改善PLA泡沫的泡孔结构,使泡孔更均匀、细密;
(3)挤出发泡时,机头温度应控制在170~175 ℃。
参考文献:
[1] 蔡 畅,胡圣飞,晏 翎,等.聚乳酸挤出发泡特性研究[J].塑料工业, 2013, 41(9):68-71.
CAI C, HU S F, YAN L, et al. Study on the Extrusion Foaming Properties of PLA [J]. China Plastics Industry, 2013, 41(9):68-71.
[2] ZHOU Y, YU S, LIU M, et al. Effect of Mixed Crosslinking Agents on Performance of Thin-film-composite Membranes[J]. Desalination, 2006, 192(1):182-189.
[3] XIONG Z, ZHANG L, MA S, et al. Effect of Castor Oil Enrichment Layer Produced by Reaction on the Properties of PLA/HDI-g-starch Blends[J]. Carbohydr Polym, 2013, 94(1):235-243.
[4] DI Y, IANNACE S, MAIO E D, et al. Reactively Modified Poly(lactic acid): Properties and Foam Processing[J]. Macromolecular Materials & Engineering, 2010, 290(11):1 083-1 090.
[5] 汪朝阳,赵耀明,王 浚,等.聚外消旋乳酸在中的扩链研究[J].高分子材料科学与工程, 2007, 23(2):84-87.
WAGN C Y, ZHAO Y M, WANG J, et al. Synthesis of Poly(D,L-lactic Acid) Biodegradable Material through Direct Melt Polycondensation-Diisocyanate Chain Extension by TDI in Solution State[J]. Polymer Materials Science & Engineering, 2007, 23(2):84-87.
[6] 杨 铭,任天赋,顾书英,等.用扩链法制备的聚乳酸基热熔胶及其性能研究[J].中国胶粘剂, 2007, 16(4):1-4.
YANG M, REN T F, GU S Y, et al.Study on Preparation and Properties of Poly(lactic acid) Hot-melt Adhesive by Chain-extending[J]. China Adhesives, 2007, 16(4):1-4.
[7] JULIEN J M, QUANTION J C, BENEZET J C, et al. Chemical Foaming Extrusion of Poly(lactic acid) with Chain-extenders: Physical and Morphological Characteri-zations[J]. European Polymer Journal, 2015,67(3):40-49.
[8] DHAVALIKAR R, XANTHOS M. Parameters Affec-ting the Chain Extension and Branching of PET in the Melt State by Polyepoxides[J].J App Polym Sci, 2003, 87(4):643-652.
[9] YVES-MARIE C, ABDERRAHIM M, JANNICK D, et al. Batch Foaming of Chain Extended PLA with Supercri-tical CO2: Influence of the Rheological Properties and the Process Parameters on the Cellular Structure[J]. Journal of Supercritical Fluids,2011,58 (3) 177-188.
[10] PILLA S, KRAMSCHUSTER A, YANG L, et al. Microcellular Injection-molding of Polylactide with Chain-extender[J].Materials Science and Engineering, 2009, 29(4):1 258-1 265.
[11] MARRAZZO C, DI MAIO E, IANNACE S. Foaming of Synthetic and Natural BPI of Degradable Polymers[J].Journal of Cellular Plastics, 2007, 43(2):123-133.
[12] 李金伟,何继敏,程 丽,等.扩链改性对聚乳酸注塑发泡成型的影响[J].中国塑料, 2016, 30(4):114-118.
LI J W, HE J M, CHENG L.Influence of Chain Exten-ders on Foam Injection Molding of Poly(lactic acid) [J]. China Plastics, 2016, 30(4):114-118.
[13] BIKIARIS D N, KARAYANNIDIS G P. Thermomechanical Analysis of Chian-extended PET and PBT[J].J Appl Polym Sci, 1996, 60(1):55-61.
[14] EMA Y, IKEYA M, OKAMATO M. Foam Processing and Cellular Structure of Polylactide-based Nanocompo-sites[J]. Polymer, 2006, 4(7):5 350-5 359.
[15] HO K, KALE L, MONTGOMERY S. Melt Strength of Linear Low-density Polyethylene/Low-density Polyethylene Blends[J]. Journal of Applied Polymer Science, 2002, 85(7):1 408-1 418.
猜你喜欢
沈阳工业大学学报(2022年5期)2022-10-06
中国塑料(2022年5期)2022-06-09
包装工程(2022年1期)2022-01-26
现代仪器与医疗(2021年5期)2021-12-02
科教导刊·电子版(2021年6期)2021-05-06
中国塑料(2015年6期)2015-11-13
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2015年8期)2015-10-14
中国塑料(2014年8期)2014-10-17
