通过共混工艺制备透明ABS材料的研究
2018-05-16 03:45:51张辉
上海塑料 2018年1期
张 辉
(陶氏化学塑料添加剂业务,上海 201203)
0 前言
透明的概念由2个光学要素组成:透光率和雾度。当一种物质的透光率较高且雾度较小时,可称之为透明。而透光率又等于透射光强与入射光强的比值,当一束平行光照射在某一物体上时,会发生反射、吸收、散射等行为,其余的光则穿透物体形成透射光。当透射光的散射行为较低、物体背后的景象可清晰成像时,这时我们称这个物体是透明的[1]。同理,对聚合物而言,透明即要满足光线在其物质中的吸收、反射和散射都要小。
通常情况下,均一相的无定型聚合物是透明的,这是因为光线通过高分子材料时在可见光区域损失并不大,主要是在红外线区域由分子振动引起高频吸收而对透明性有所降低[2]。而普通ABS是由丁二烯-苯乙烯橡胶相和丙烯腈-苯乙烯共聚物连续相构成,橡胶相成海岛状分布于连续相中,属非均相体系,其橡胶相的尺寸通常在可见光波长范围内或大于可见光波长[3],阻碍了光的通过。同时橡胶相的折光指数与连续相的折光指数不一致,使得光通过两相界面时发生折射与反射,经过多次不同方向的反射与折射后导致了ABS不透明。
根据Snell定律:sinθi/sinθt=n2/n1;当n1=n2时,入射角与出射角相同,将不产生折射。而根据Fresnel 方程,当光垂直入射时,
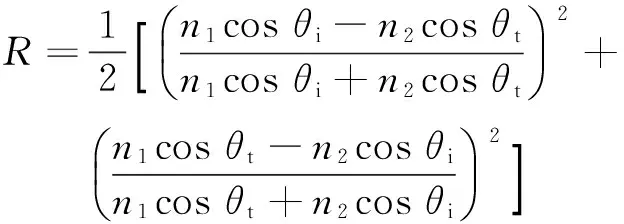
(1)
式中,n1为入射光所在相的折光率,n2为出射光所在相的折光率,θi为入射角,θt为折射角。可见,当n1=n2时,反射率为0, 此时光的通过率最高[4]。所以,如果要使ABS透明,有以下2个途径:控制产生反射的相的尺寸在可见光波长的1/15以下,使光波产生衍射绕过反射相[5];或者使橡胶相的折光率与连续相的折光率一致,使反射和折射尽可能减少。然而,过小的橡胶粒径会影响到ABS的韧性[6],因而目前通常将橡胶粒径控制在可见光波长的下限,同时使橡胶相的折光指数与苯乙烯共聚物的连续相的折光指数相匹配,来达到使ABS透明的目的。
组成ABS各单体的折光率见表 1,其中共聚物的折光率可通过各单体折光率的加权平均数来推算。由表1可见,普通ABS的连续相的折光率较高,而其橡胶相的组成为丁二烯或丁苯胶,为保证产品韧性,丁苯胶中丁二烯组分的质量分数通常较高,因而橡胶相的折光率较低;由于提高橡胶相折光率较难,通常情况下,通过在连续相加入甲基丙烯酸甲酯(或者同时取消丙烯腈成分)来降低连续相的折光率,使两相的折光率相匹配[8],以制备透明ABS。
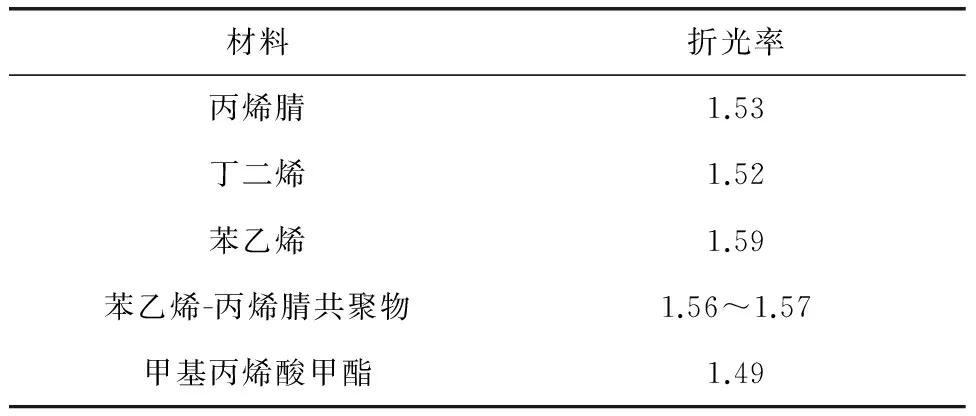
表1 ABS单体及MMA的折光率
目前生产透明ABS的工艺主要通过接枝掺混法,利用乳液聚合在聚丁二烯或丁苯共聚大分子上接枝甲基丙烯酸甲酯、苯乙烯、丙烯腈等组分,并控制该接枝聚合物的粒径小于可见光波长;通过悬浮法或本体法聚合得到甲基丙烯酸甲酯、苯乙烯和/或丙烯腈为主体的基体树脂;通过熔融掺混将这2种组分造粒,制得通明ABS。这种方法要求生产厂商具备聚合能力,生产规模较大,奇美、东丽、LG等公司均通过这类方法制备透明ABS[3,9-14]。本文将研究利用现有商品化的PMMA、SAN及MBS,通过共混工艺制备透明ABS的方法,以提高制备的灵活性,不受聚合能力及生产规模的限制。
共混法制备透明ABS的方案:研究表明,当SAN共聚物中丙烯腈(AN)的质量分数在10%~30%的范围内时,PMMA与SAN的分子链段之间因为排斥效应而相容,形成具有低临界溶解温度的透明的均一相共混物[15]。但是PMMA/SAN合金的韧性不好,不能满足使用要求。在PMMA/SAN共混时加入适宜粒径的MBS,可以提高PMMA/SAN合金的冲击强度,同时通过调节PMMA/SAN的配比,使PMMA/SAN合金相的折光指数与MBS的折光指数相匹配,从而可制备出透明ABS。但是,普通MBS的粒径对于增韧PMMA/SAN合金所需要的橡胶粒径过小,同时折光指数偏低,因而,寻找到一款合适的MBS是制备高质量透明ABS的关键。
1 实验部分
1.1 实验原料
MBS:EXL-2618,普通粒径,陶氏化学;
EXL-2678,大粒径,陶氏化学;
PMMA:8N,赢创德固赛公司;
SAN:82TR,LG公司。
1.2 仪器和设备
双螺杆挤出机:ZSE 27 HP(螺杆直径为27 mm,长径比为48/1),Leistritz 公司;
注塑机:320C,Arburg公司;
V型缺口制样机:ASN-230-M,Alpha Technologies 公司;
透光率与雾度测试仪:ColorQuestXE,Hunterlab公司;
摆锤冲击测试仪:Zwick/Roell HIT5.5P,Zwick公司;
通用力学测试仪:Instron 5567,Instron公司;
透射电镜:HT7000,Hitachi公司。
1.3 试样制备
1.3.1 共混改性工艺
双螺杆挤出机螺杆转速:200 r/min,熔体温度为230 °C;
挤出速度:20 kg/h
1.3.2 样条注塑工艺
机筒温度:210 °C-220 °C-230 °C-225 °C(喷嘴);
干燥条件:80 °C,4 h;
模具温度:70 °C;
注塑压力:100 MPa;
保压压力:60 MPa;
冷却时间:15 s。
1.4 性能测试与结构表征
透光率与雾度的测试:用注塑机制备2 mm×60 mm×60 mm的样板,根据ASTM D1003使用ColorQuestXE光学测试仪测试样板的透光率与雾度。
冲击强度的测试:先用注塑机制备63.5 mm×12.7 mm×3.2 mm的样条,然后使用缺口制样机用r=0.25 mm的铣刀制得“V”形缺口,缺口深度为2.54 mm。按ASTM D256标准,使用摆锤冲击测试仪测试材料的悬臂梁缺口冲击性能,摆锤速度为3.5 m/s。
弯曲模量的测试:用注塑机制备127 mm×12.7 mm×3.2 mm的样条,按照ASTM D790标准,使用通用力学测试仪测试材料的弯曲模量,支撑柱跨距50 mm, 压头下降速度1.3 mm/min。
微观相态表征:选用未使用过的冲击测试样条,用液氮冷冻切片,经四氧化锇(OsO4)染色后,用透射电镜观察橡胶相的分布状态。
1.5 实验步骤
按表2的配方用双螺杆挤出机进行共混造粒,然后用注塑机制备测试样条。对实验样条按1.4所列测试项目进行光学性能、力学性能测试与微观相态表征。
2 结果与讨论
通过PMMA/SAN/MBS三元共混可以得到透光率及雾度优异的透明ABS产品。从透射电镜照片(见图1)可以看出:PMMA/SAN形成了均一连续相,MBS呈球状分布在连续相之中;共混体系中EXL-2678的粒径大于EXL-2618的粒径。
PMMA/SAN的比例影响合金体系的折光率,只有当两相间的折光率小于0.005时,才能获得比较好的透明度。当PMMA/SAN的质量分数比率接近于1时,可获得最优的透光率(90%)及雾度(<3%),见图2。这个结果与市场上聚合法制备的高质量的透明ABS产品相当。PMMA/SAN体系中PMMA的质量分数超过最佳配比的±2%时,透光率及雾度就有较明显的下降,对产品的透明度产生影响。所以精确控制PMMA/SAN的配比是获得优质产品的关键。

表2 实验配方(%,质量分数)
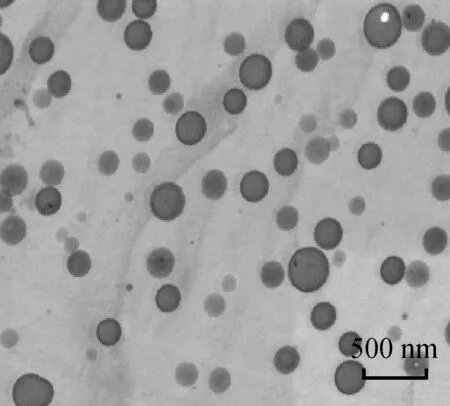
(a) 20%EXL-2618、40%SAN、40%PMMA

(b) 20%EXL-2678、40%SAN、40%PMMA
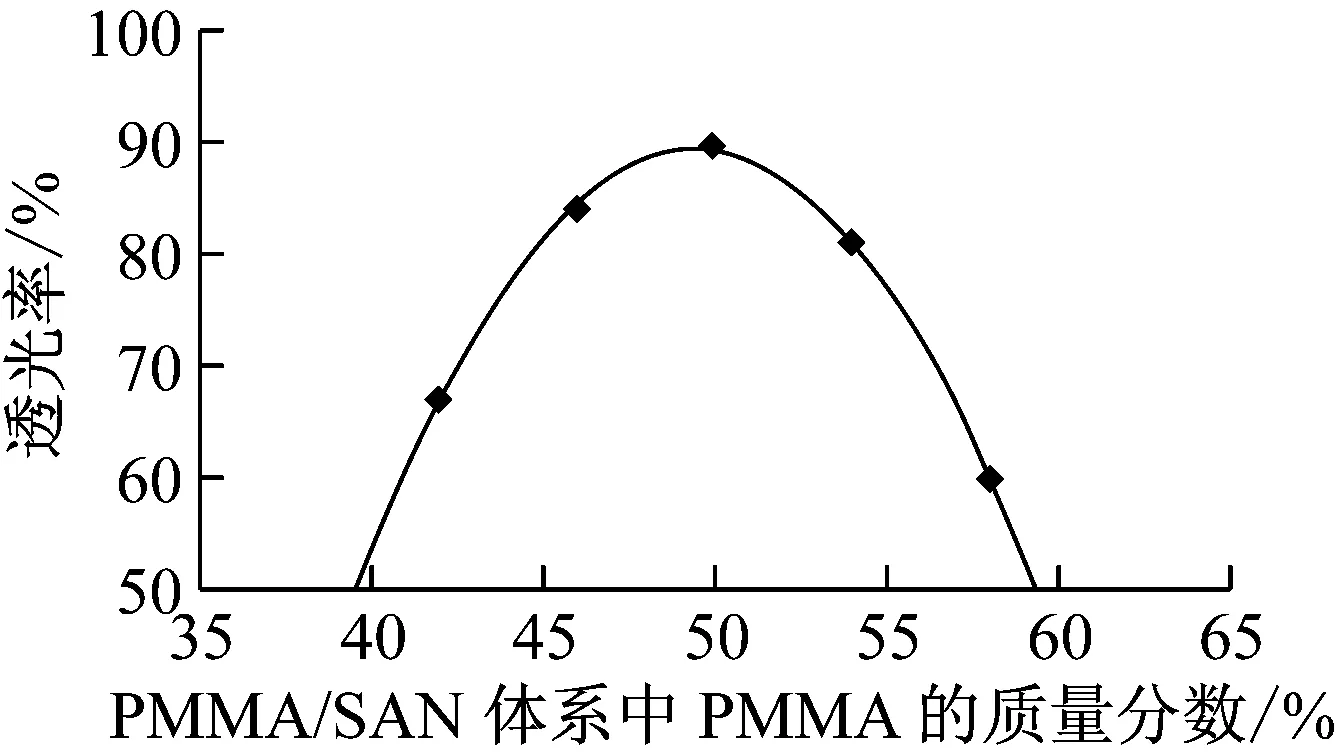
(a) 不同 PMMA/SAN比例下的透光率
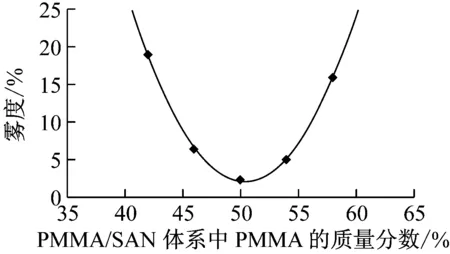
(b) 不同PMMA/SAN比例下的雾度
图2EXL-2678制备的ABS透光率、雾度与PMMA/SAN的质量分数比的关系(EXL-2678的质量分数为20%)
由图3中可以看出,EXL-2618比EXL-2678的透光率更高,雾度更小。这是由于EXL-2618的粒径比EXL-2678小,对光的散射少的缘故。
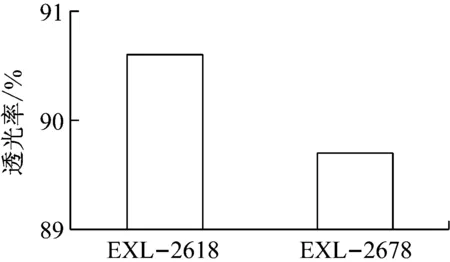
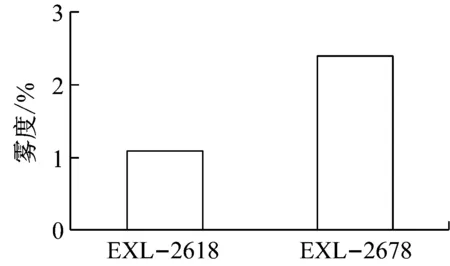
图320%MBS、40%PMMA、40%SAN体系的透光率与雾度
根据图4所示的结果,增加EXL-2678的质量分数会对PMMA/SAN合金的透光率及雾度产生轻微影响。然而,联系图5,在EXL-2678的增韧效果达到最大的质量分数范围内,其对透光率及雾度影响尚可接受(皆<2%)。
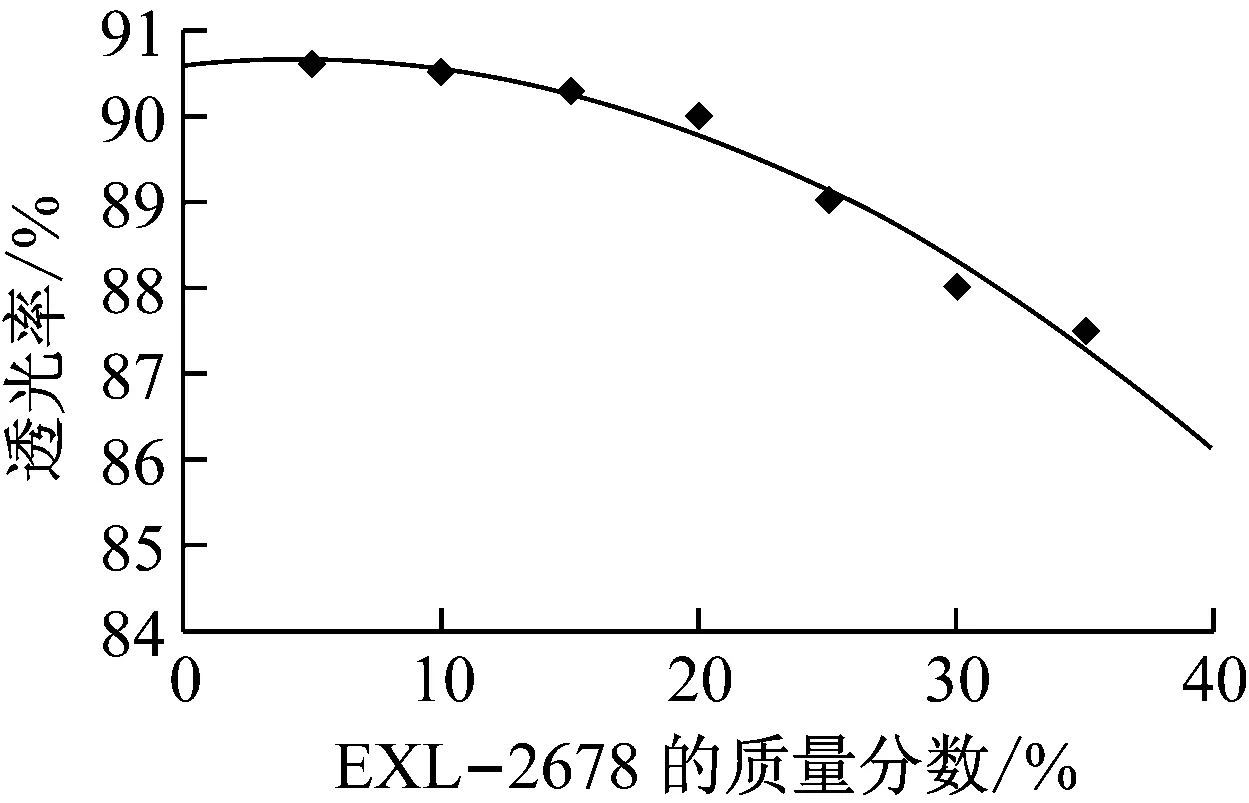
(a) EXL-2678的质量分数对透光率的影响
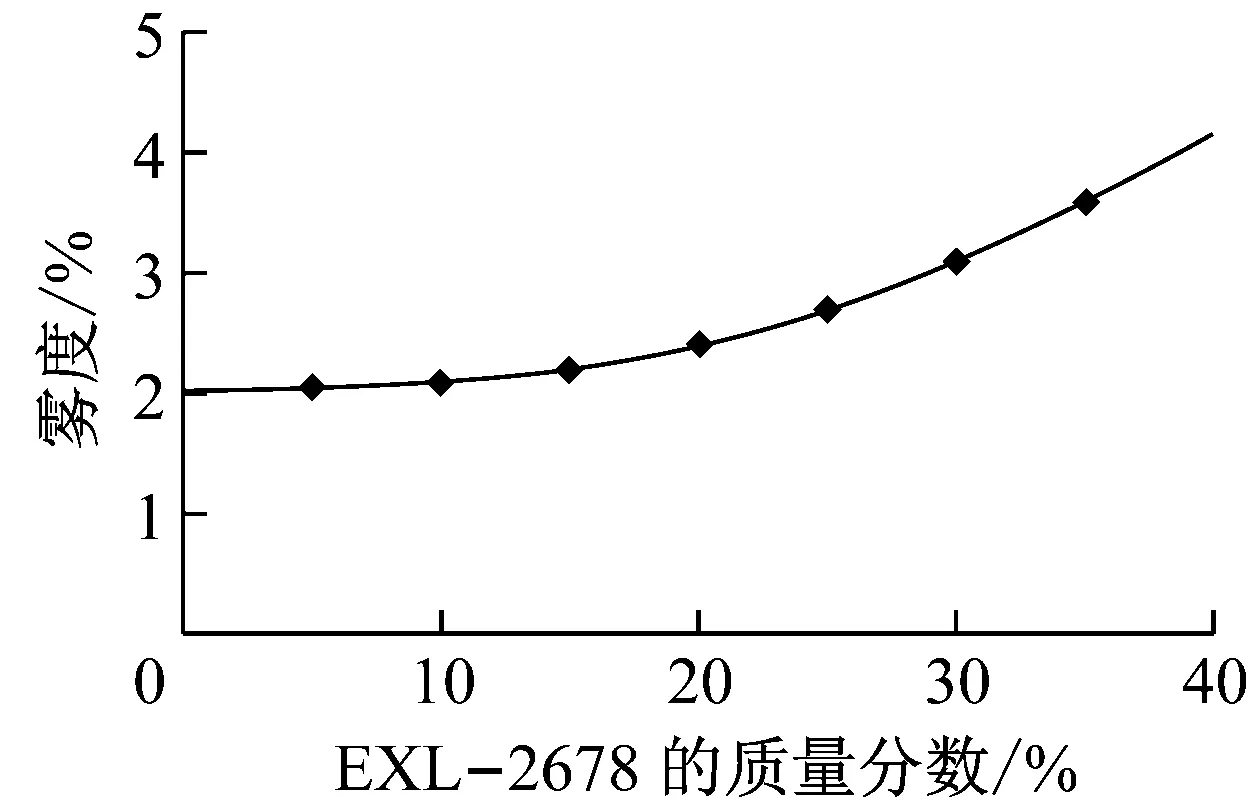
(b) EXL-2678的质量分数对雾度的影响度
图4PMMA/SAN=1时,EXL-2678的质量分数对透光率和雾度的影响
图5为MBS对PMMA/SAN合金的冲击强度及模量的影响。从图5(a)中可看出,EXL-2678对PMMA/SAN合金的增韧效果更加明显,相同质量分数下,EXL-2678的缺口冲击强度更高。这是因为PMMA/SAN体系对增韧粒子的粒径要求更大,EXL-2678的粒径大于EXL-2618,更加适合对PMMA/SAN体系的增韧。综合考虑各项性能与成本,EXL-2678更适宜制备透明ABS。实际生产时EXL-2678的质量分数可根据具体应用对力学性能的要求,参考图5来确定。这赋予了生产厂商较大的灵活性,可根据客户需求来生产出多种牌号、小批量的产品。
3 结论
(1)透明ABS可以利用PMMA、SAN及MBS通过挤出机共混改性的方法制备。当PMMA/SAN合金的折光率与MBS的折光率相匹配时可得到最好的透光率和雾度。
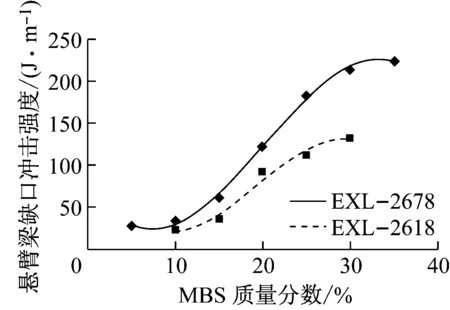
(a) EXL-2678的质量分数对冲击强度的影响
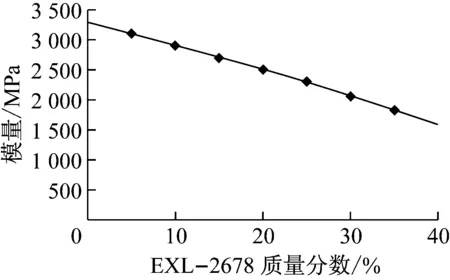
(b) EXL-2678的质量分数对模量的影响
图5PMMA/SAN=1的合金中MBS的质量分数与冲击强度及模量的关系
(2)EXL-2678是一款适合制备高质量透明ABS产品的MBS。EXL-2678的质量分数对透明度及雾度的影响较小,同时EXL-2678对PMMA/SAN合金具有较好的增韧效果。按照EXL-2678的质量分数与缺口冲击强度和模量之间的关系,可以根据实际需要来确定配方中EXL-2678的质量分数,生产出不同牌号的产品,增加了制备的灵活性。
参考文献:
[1] FOX M. Optical properties of solids [M]. Oxford:Oxford University Press. 2002: 1-25.
[2] 桂强,赵千丰,荔栓红,等. 透明ABS的研究进展及应用现状[J]. 塑料制造, 2006(7): 62-66.
[3] 黄立本,张立基,赵旭涛. ABS树脂及其应用 [M]. 北京:化学工业出版社 2001:200-202.
[4] 玻恩 M,沃耳夫 E. 光学原理:光的传播、干涉和衍射的电磁理论[M]. 北京:科学出版社, 1978:61-71.
[5] TSUKUMA K, YAMASHITA I, KUSUNOSE T.Transparent 8 mol% Y2O3-ZrO2(8Y) ceramics [J]. Journal of the American Ceramic Society, 2008, 91: 813-818.
[6] BUCKNALL C B, AYRE D S, DIJKSTRA D J. Detection of rubber particle cavitation in toughened plastics using thermal contraction tests [J]. Polymer,2000,41(15):5937-5947.
[7] BUCKNALL C B.Toughened plastics [M]. London:Applied SciencePubs., 1977.
[8] JENNE H. A review with 9 refs. of properties and uses for polystyrene and copolymers of styrene[J]. Kunststoffe, 1976, 66: 581-590.
[9] 刘长清,张会轩,陈日华. 透明ABS树脂合成技术研究[J]. 化工新型材料, 2008, 36 (11):33-34.
[10] TSUGE S, SUGIMIRA Y,KOBAYASHI T, et al.Microstructural characterization of copolymers by pyrolysis-glass capillary gas chromatography [J]. Adv Chem Series, 1983, 203: 625-634.
[11] 高南, 肖贵斌, 胡伟军. 高橡胶含量透明MBS合成及其对PVC的改性[J]. 应用化学, 1996, 13(2):73-75.
[12] 孟宪谭,朱卫东,张磊. 改进MBS树脂抗冲击性能的研究[J]. 化工新型材料, 2001(8): 32-34.
[13] MCKEE G E ,HAAF F ,HAMBRECHT J,et al. Transparent impact-resistant molding material:US4393164[P]. 1983-07-12.
[14] MEREDITH F L,FERGUSON L E. Clear impact modifier for PVC:US4764563[P]. 1988-08-16.
[15] SUESS M, KRESSLER J, KAMMER H W.The miscibility window of poly(methylmethacrylate)/poly(styrene-co-acrylonitrile) blends[J].Polymer,1987, 28: 957-960.
[16] COWIE J M G, LATH D. Miscibility mapping in some blends involving poly(styrene-co-acrylonitrile) [J]. Macromolecular Symposia, 1988, 16(1): 103-112.
[17] FOWLER M E, BARLOW J W, PAUL D R. Effect of copolymer composition on the miscibility of blends of styrene-acrylonitrile copolymers with poly (methyl methacrylate) [J]. Polymer, 1987, 28: 1177-1184.
猜你喜欢
广州化工(2022年20期)2022-12-01 13:11:08
塑料包装(2022年5期)2022-11-08 03:32:40
医学前沿(2021年18期)2021-04-14 02:53:06
当代化工(2020年8期)2020-09-09 07:24:45
网印工业(2019年11期)2019-11-26 06:36:48
石油化工(2019年8期)2019-09-02 08:18:06
中国眼镜科技杂志(2019年7期)2019-07-17 02:01:12
城市勘测(2018年3期)2018-07-13 06:49:38
科学中国人(2017年24期)2017-09-14 06:58:52
广州化工(2016年4期)2016-09-02 06:59:13