
炉外法冶炼烟帽的一种吊装方法
2018-05-16 16:37:52刘军正
中国钼业 2018年2期
刘军正
(锦州新华龙钼业股份有限公司, 辽宁 锦州 121000)
0 引 言
炉外法冶炼时冶炼炉移动,收尘罩不动,这两者之间必须预留一定量的缝隙,为减少漏风,在缝隙处设置烟帽。炉外法冶炼一般有多个冶炼炉壳,炉壳沿着固定的轨道运行,烟帽只有一个,冶炼前把烟帽放在第一个炉壳上,第二个炉壳在冶炼间门口等待,当第一炉冶炼完毕从冶炼间移出后,用吊车把烟帽从第一个炉壳上吊下来,通过吊车吊运,把烟帽挪到第二个炉壳上,第二个炉壳进入冶炼间,等冶炼完毕第二个炉壳移出冶炼间后,用吊车把烟帽吊走,放到在冶炼间门口等待的第三个炉壳上,如此反复。从上一个炉壳顶端把烟帽吊走,到放到下一个炉壳上,要经历把天车开到炉壳上方,工人通过炉壳侧面的梯子爬到炉壳上,挂4个吊钩,起吊,天车绕过冶炼间,挪到下一个炉壳上方,工人通过炉壳侧面梯子爬到炉壳上,依次摘下4个吊钩。整个过程用时大约10 min,用时较长。
1 改进思路及要求
不用天车吊装烟罩,烟罩在冶炼间内只做上下移动,为保证平稳运行要求上升及下落速度小于0.4 m/min。某厂已知烟帽及槽钢架自重3.8 t,要求所用机构或设备故障率低,耐300 ℃以上高温,耐粉尘。
初选方案3个:(1)液压升降。(2)气动升降。(3)用卷扬做动力升降。方案(1)可以满足烟帽重量要求,也可以满足升降速度要求,因液压系统最高工作温度最好不要超过+65 ℃,油管、液压缸等无法满足现场高温要求。方案(2)空气的压缩性大,气动系统的稳定性差,效率低;输出功率小[5];如满足重量要求,气缸做得非常大,速度不可精确控制,气管、气缸等现场无法满足现场高温及粉尘要求;方案(3)通过减速机减速可以满足速度要求,通过计算电机功率及转速可满足起重量要求,通过在高温区用链条,其他区域用钢丝绳可满足高温及粉尘要求。通过比较选择方案(3)。
2 钢丝绳及链条布置
现场条件如图1,冶炼烟帽中心线上部为冶炼间,不能通过中心点上部吊装,只能四角吊装。四角吊装后在烟帽中心点上方不能汇集。利用钢丝绳在滑轮处折弯的原理可解决此问题。

图1 冶炼间示意图1-收尘罩 ;2-架子 ;3-烟帽
2.1 总体思路
4根链条各吊装外框的一个角,链条长度一致,连接到动滑轮上,钢丝绳一头固定,一头穿过动滑轮,通过一个定滑轮改变方向,再通过第二个定滑轮改变方向,把两侧的钢丝绳汇集在一起,钢丝绳通过地面换向辊与地面卷扬机连接。
2.2 绕链及绕绳方法(图2)
(1)拿2根φ14 mm链条,分别一头固定在烟帽槽钢架上,一头固定在动滑轮的固定端上,对面两根铁链照此方案固定。
(2)拿1根φ12.5 mm钢丝绳,一头固定在顶端固定架上,另一头先绕过动滑轮,再绕过定滑轮1,定滑轮2,绳头垂下。
(3)对面同长度钢丝绳按图2缠绕,绳头垂下。
(4)拿1根φ18.5 mm钢丝绳,一头与步骤2、步骤3垂下的2根钢丝绳固定,另一头先绕过换向辊,再缠绕固定在卷扬机上。
现场效果如图3。

图2 绕链及绕绳方法
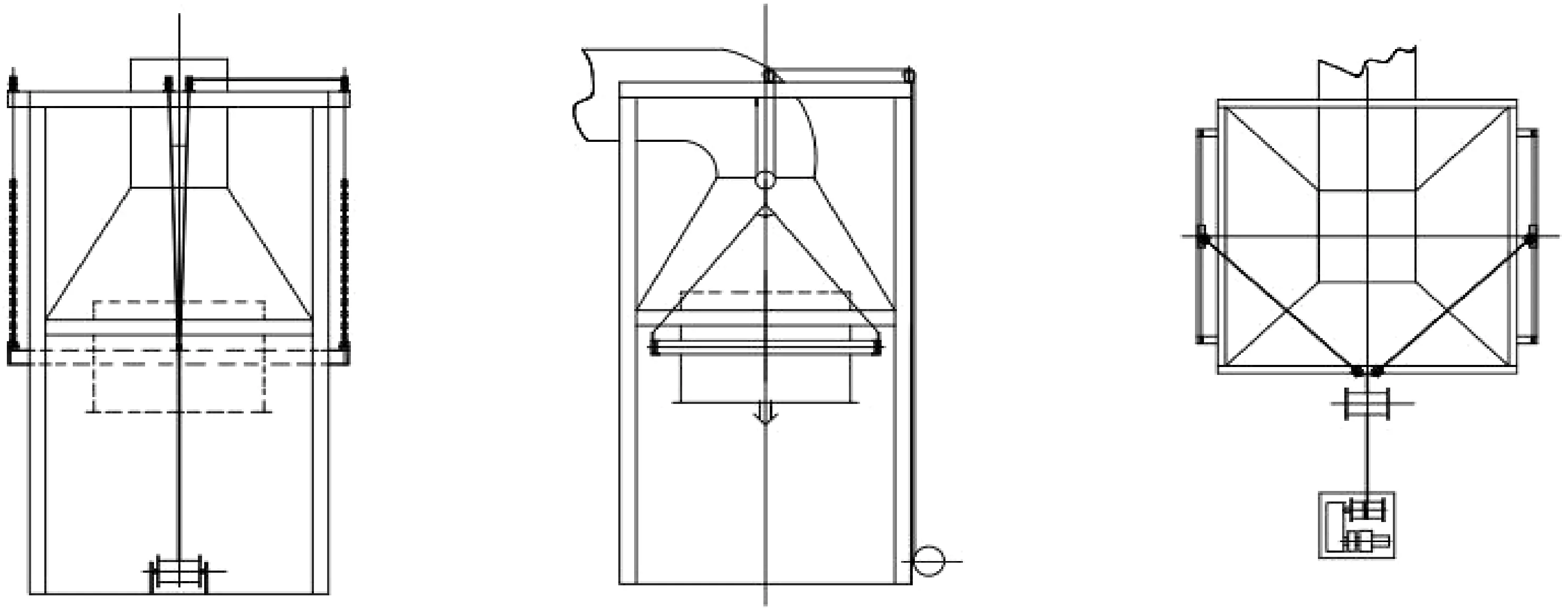
图3 现场效果图
3 传动系统选择及计算
3.1 卷扬选择
为降低成本,选用标准卷扬机。由于烟帽及吊装架的总重量小于4 t,即卷扬拉力最小为4 t,由于现场绕绳时采用1对动滑轮,卷扬拉力减少一半,选用JM2卷扬机。JM2卷扬机自带减速机速比为1∶54.9,卷筒直径φ219 mm。
标准JM2卷扬机提升速度为16 m/min,速度太快。把标准卷扬机电机卸掉更换为摆线针轮减速机。选用减速机的速比27 r/min,功率2.2 kW,型号BWD3-27-2.2。
已知电机转速1 430 r/min,卷筒实际转速1 430/27/54.9=0.965 r/min,卷扬提升速度为:0.965×3.14×0.219=0.664 m/min。
由于冶炼烟罩上设置动滑轮,实际烟帽起升速度0.664 /2=0.332 m/min。
0.332 m/min<0.4 m/min
速度满足要求。
3.2 吊装链条选择
现场如图4。
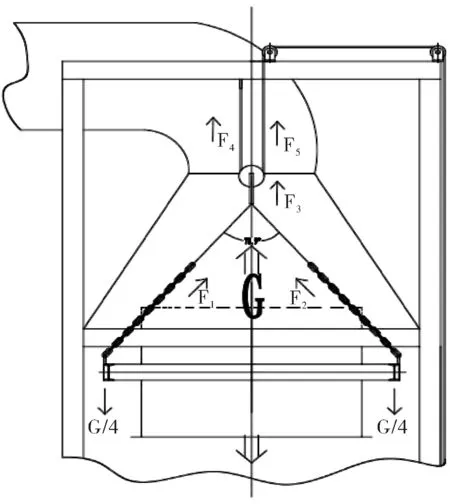
图4 侧面受力图
链条夹角78.9度。
选择φ14 mm链条,查表可知试验负荷150 000 N,安全系数K=150 000/12 305.7=12.2。
可以满足需要。
链条重量忽略不计。
F3=G/2=38 000/2=19 000 N
F5=F4=F3/2=9 500 N
3.3 分钢丝绳选择
现场如图5。
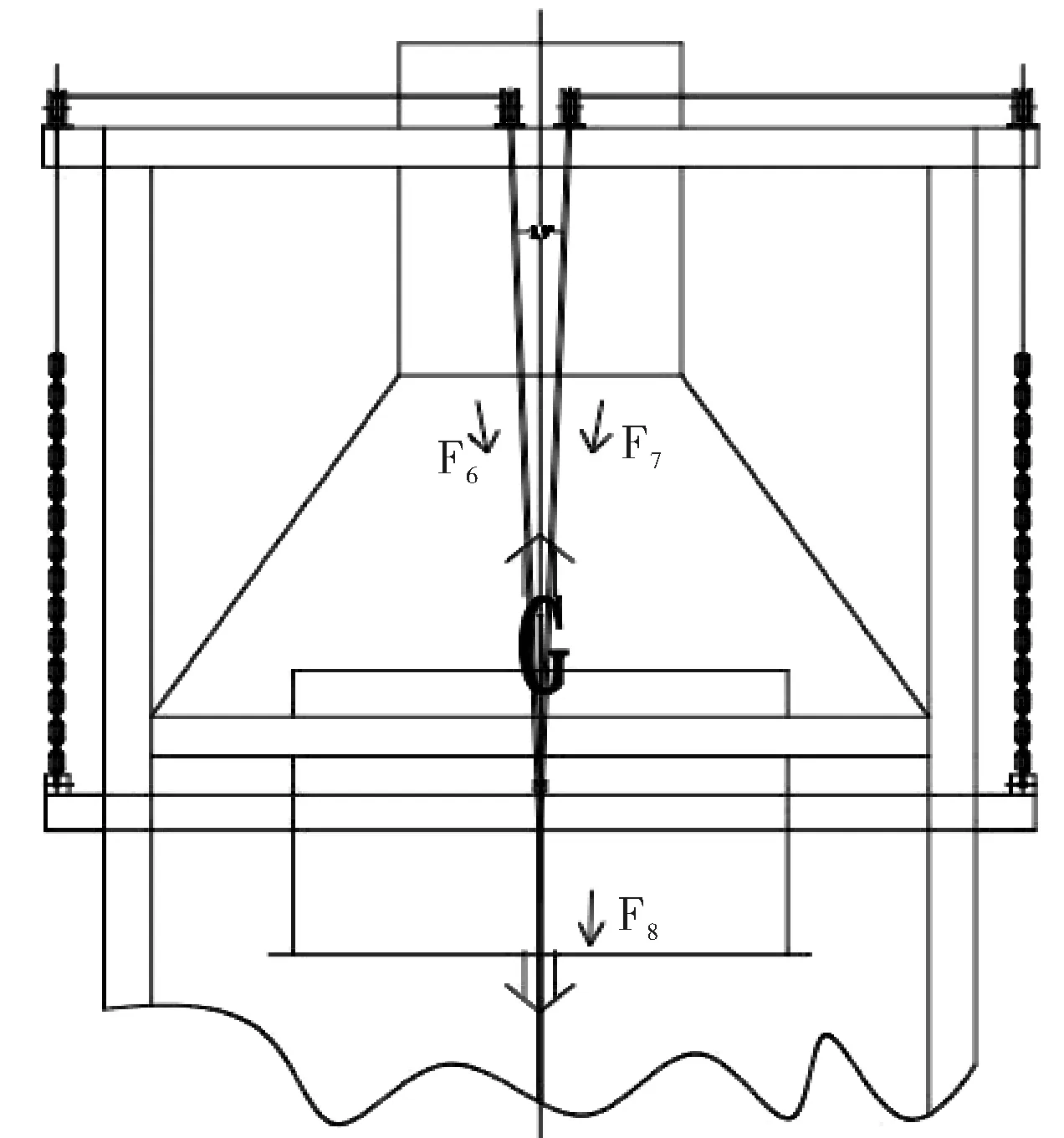
图5 正面受力图
可知每根钢丝绳拉力F6=F7=F5=9 500 N
选6×19φ12.5 mm查表可知钢丝绳破断拉力总和大于80 100 N。
安全系数K=80 100/9 500=8.43
可以满足需要。
3.4 卷扬钢丝绳选择
F6、F7钢丝绳夹角3.9度。
F8=2×F6×cos 3.9/2=2×9 500 cos 3.9/2=18 989 N
选择6×19φ18.5 mm查表可知钢丝绳破断拉力总和大于180 000 N。
安全系数K=180 000/18 989=9.48
可以满足需要。
3.5 卷扬机校核
卷扬实际拉力
m=Fh
式中:m—力矩,Nm; Np—功率,kW;n—转速,r/min; F—力 , N;h—力臂, m。
(1)改造后卷扬机最大拉力196 937 N,卷筒上钢丝绳实际拉力F8=18 989 N。
196 937 N>18 989 N
可见把标准卷扬机电机更换为摆线针轮减速机后拉力可满足需要。
(2)卷筒上钢丝绳实际拉力F8=18 989 N,卷扬机原始额定拉力20 000 N。
20 000 N>18 989 N
卷扬机额定拉力大于实际钢丝绳拉力,2 t标准卷扬机结构及制动满足需要。
3.6 限 位
为保证安全,在架子下侧焊接托角,防止抱闸失灵或出现其他意外时,烟罩脱落砸到人或设备。托角如图6。
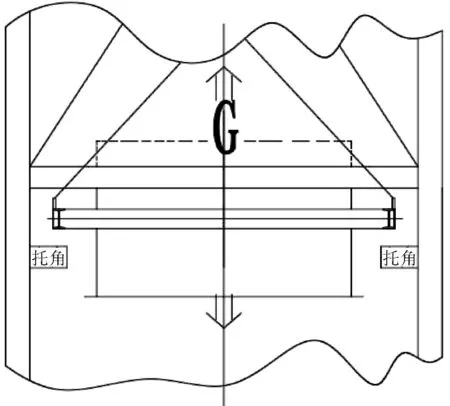
图6 限位安装示意图
4 结束语
某厂每天冶炼20炉,原来挪烟罩时间20炉×10 min=200 min。采用此方案后每次升降仅需要2 min,20炉×2 min=40 min,200-40=160 min,每天节约时间2.6 h,劳动效率大幅提高。
此方案通过钢丝绳可在任意平面内卷绕的原理,通过动滑轮与定滑轮组合,通过对标准卷扬机的改造,达到烟帽的提升效果,降低挪烟罩时间,大幅提高劳动效率。
参考文献
[1] 机械设计手册联合编写组.机械设计手册[M]. 北京:化学工业出版社,1987:1314.
[2] 机械设计手册联合编写组.机械设计手册[M]. 北京:化学工业出版社, 1987:1375.
[3] 范钦珊.工程力学[M].北京:中央广播电视大学出版社,1991:22.
[4] 辛一行.现代机械设备设计手册[M]北京:机械工业出版社,1996:3.
[5] 袁子荣.液气压传动与控制[M].重庆:重庆大学出版社,2002:4.
猜你喜欢
初中生学习指导·提升版(2020年5期)2020-09-10 07:22:44
世界有色金属(2020年7期)2020-07-20 12:34:00
决策探索(2019年19期)2019-10-21 09:16:32
物理通报(2019年7期)2019-06-29 07:32:56
物理通报(2018年9期)2018-08-31 07:45:58
中学物理·高中(2017年4期)2017-04-27 17:39:40
中学生数理化·八年级物理人教版(2016年6期)2016-08-27 21:59:50
四川建筑(2015年6期)2015-03-24 05:11:49
机械工程与自动化(2014年5期)2014-12-31 11:08:38
装备制造技术(2012年2期)2012-02-20 09:11:18
