304不锈钢光纤激光对接焊缝焊接试验研究
2018-05-07 08:22:23王偲王克鸿江俊龙
机械制造与自动化 2018年2期
王偲,王克鸿,江俊龙
(南京理工大学 材料科学与工程学院,江苏 南京 210094)
0 引言
光纤激光焊因其具有高效、优质、低污染及焊接变形小等优点,在船舶、航空、汽车等工业及医学上应用广泛[1]。光纤激光焊的优点[2]为焊后变形量小、能量转换效率低,且通过调整参数限制线能量的输入可有效减少或抑制焊接热裂纹的产生[3],因此激光焊接304不锈钢的应用前景广泛,存在一定的研究价值[4-5]。本文开展了304不锈钢激光对接焊接工艺的研究,通过对不同焊接工艺的焊缝成形、组织与力学性能的分析,为进一步研究304不锈钢的光纤激光焊接方法提供了理论参考和实践经验。
1 试验材料与设备
1.1 试验材料
试验所采用的焊材为304不锈钢,牌号:0Cr19Ni9,尺寸:300 mm×150 mm×6 mm。试验材料的质量分数如表1所示。

表1 304不锈钢的质量分数表 %
1.2 焊接设备
实验选择10 kW光纤激光器,型号为YLS-10000。光纤激光器的加工柔性比CO2激光器高,功率和光束质量比Nd:YAG激光器高,结构比Disc激光器紧凑,成本也低,光束质量好,连续功率也大。
2 试验结果与讨论
2.1 接头宏观形貌分析
对304不锈钢板进行激光对接焊接时,为了更好地探究不同的焊接工艺对焊接接头性能的影响,本试验共设计了12组不同的参数,得到12个试样。具体的试验参数如表2所示。
对比接头试样1、试样2、试样3,可得光纤激光焊接过程中,焊接速度、离焦量等参数不变时,激光功率过大,熔宽较大,焊缝轻微熔塌;激光功率过小,熔宽变窄,焊缝未焊透。
对比接头试样组A(试样4、试样5、试样6、试样9)和接头试样组B(试样7、试样8、试样10、试样12),可得光纤激光功率、离焦量不变时,焊接速度过大,熔宽较窄,部分焊缝未焊透;焊接速度过小,熔宽过宽,焊缝熔塌严重。
对比接头试样组C(试样1、试样6、试样7)和接头试样组D(试样10、试样12),可得光纤激光功率、焊接速度不变时,离焦量为正,熔宽略宽;离焦量为负且离焦量过小,焊缝背面未熔透。
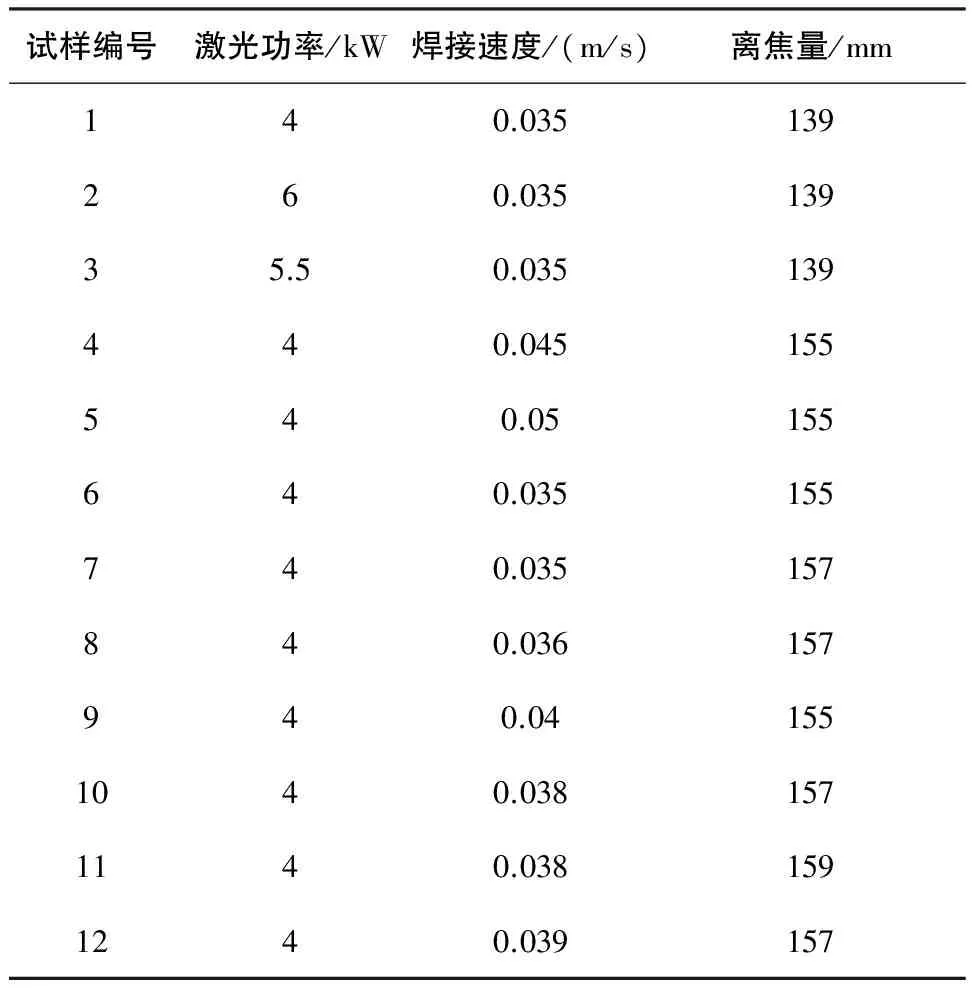
表2 不同焊接方案参数
通过对比上述试验接头,不难发现焊缝的熔深、熔宽跟光纤激光功率呈正相关性,跟焊接速度呈负相关性。当离焦量的绝对值较大时,其绝对值与焊缝熔、深熔宽呈负相关性,且正离焦对熔宽的影响相对较大,负离焦对熔深的影响相对较大。
2.2 接头微观形貌分析
通过对比所有焊接工艺效果,可以发现光纤激光对接焊接6 mm 304不锈钢时,激光功率为4 kW,离焦量为0 mm,焊接速度为0.038 mm/s时的试样10焊缝宏观成形效果最好。
图1为试样10接头截面金相图,从中可以看到融化金属的凝结顺序为:靠近母材的部分先开始凝固,焊缝中心区最后凝固。观察热影响区格局,熔合线附近有一个上升的趋势,其原因为由于焊逢中心区比较窄,接受焊接热影响较久,激光移动时驱使金属液流动到焊缝中心区集中,而焊速很快,金属的液态时间短,表面张力在焊缝金属凝固时带动热影响区在焊缝附近稍有膨胀。
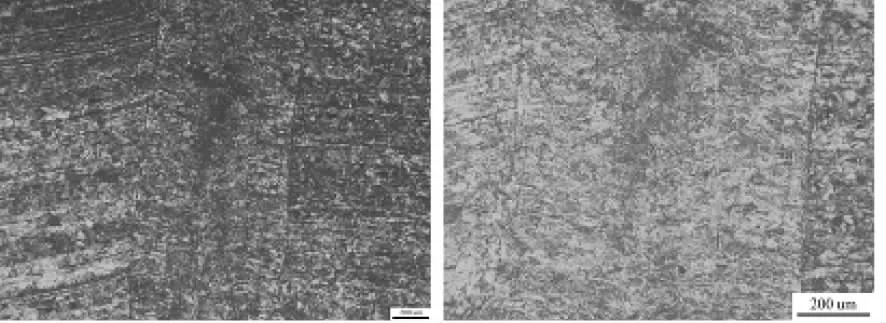
图1 放大倍数分别为50、100倍的焊缝横截面金相图
在高倍金相显微镜下对比观察图2-图7所示母材和焊缝两侧热影响区截面图,观察到焊接热影响区非常窄,光纤激光焊接的光斑直径小,焊接能量很集中,焊接速度又快,焊接时焊缝加热区域小,热作用在母材上较小,母材升温也相对较小,所以热影响区小。
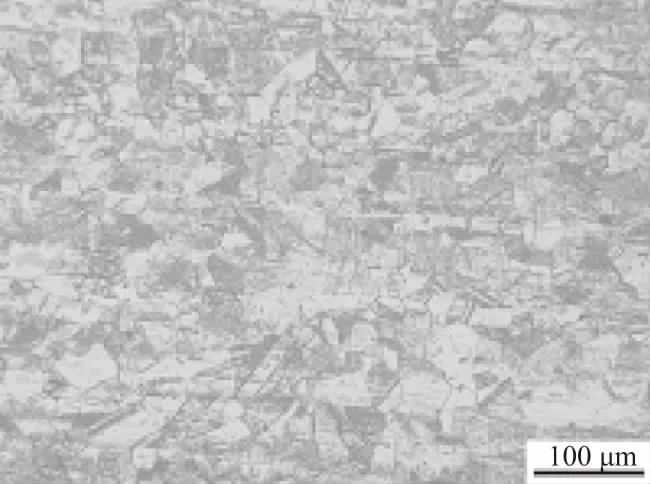
图2 200倍放大的母材
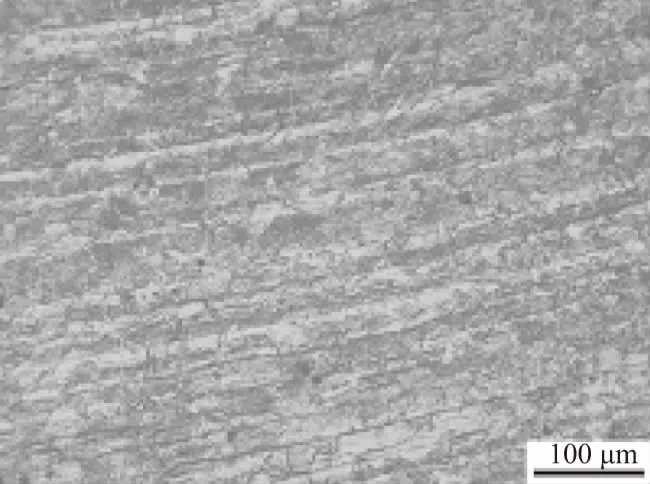
图3 200倍放大的热影响区(焊缝左侧)
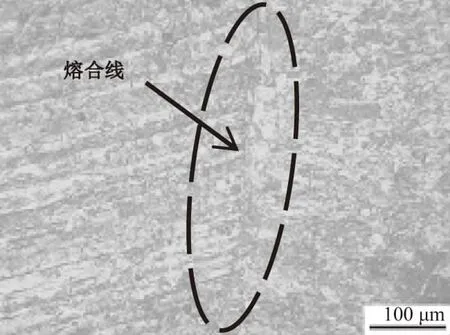
图4 200倍放大的熔合线(左边)
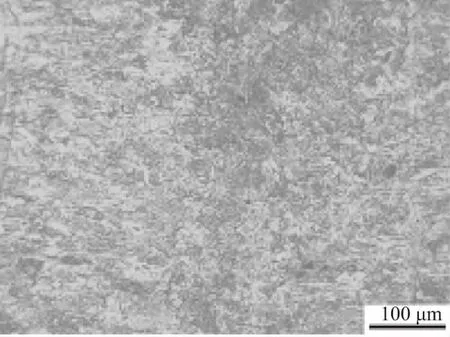
图5 200倍放大的焊缝中心区
对比观察图4-图6所示焊缝边缘及中心区,观察到焊缝组织边缘是细小的柱状晶,中心部位是等轴晶。母材的冷却作用增大焊缝边缘的温度梯度,较容易产生柱状晶;而焊缝中心的金属持续液态时间较长,热量较边缘均匀分布,所以小的温度梯度更易产生等轴晶。
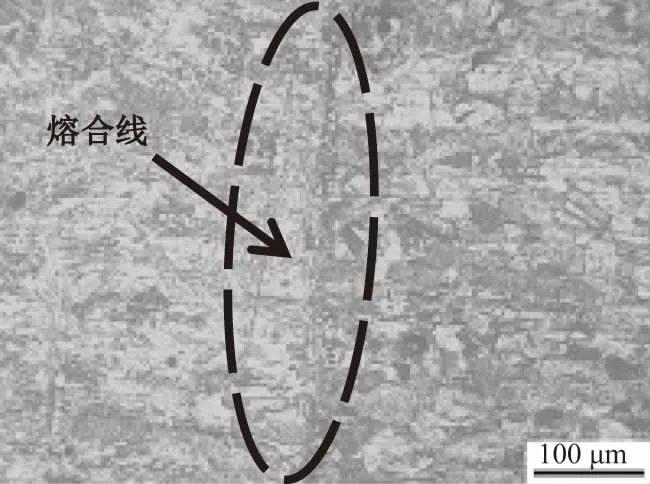
图6 200倍放大的熔合线(右边)
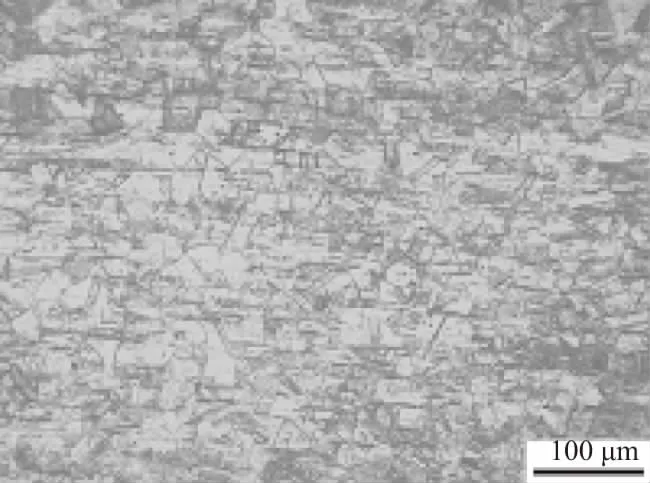
图7 200倍放大的热影响区(焊缝右侧)
2.3 接头显微硬度分析
试样10的激光焊接接头各个区域的显微硬度值如表3所示。

表3 激光焊焊接接头显微硬度测量值
由试验测得的显微硬度值,不难看出:1) 母材区显微硬度值最低,平均为179.5HV,其主要原因是因为母材是由粗大的铁素体晶粒上分布了粒状的珠光体组织形成,而珠光体组织又是由片层状的铁素体和渗碳体组成,大量的铁素体的存在降低了母材的硬度;2) 焊缝区平均硬度为188.7HV,高于母材,但低于热影响区。由于激光焊的加热区域很小,输入的热量多,由于对接缝隙大或不均匀,使得该区域温度梯度变小,温度降低得十分缓慢,最后形成了大量的先共析铁素体,从而降低了焊缝区的显微硬度值。铁素体上弥散着部分珠光体也会导致组织变软;3) 热影响区硬度值平均为211.8HV,高于焊缝区。其原因是由于热影响区的加热温度并没有使母材完全奥氏体化,同时由于热影响区很小,冷却速度相对快,形成了少量的贝氏体,细小的碳化物和块状铁素体分散分布,组织显微硬度增加。
2.4 接头抗拉强度及断口形貌分析
拉伸试验所得数据结果如表4所示。

表4 不同实验参数下焊接接头及母材的抗拉强度
对试样10接头断口做电镜扫描,所得相图如图8所示。
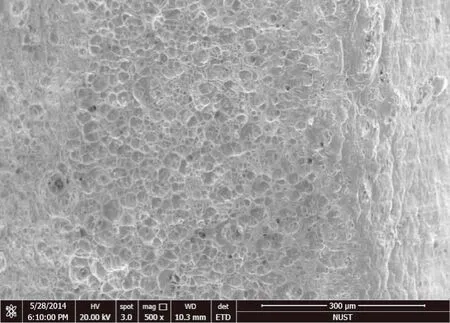
图8 试样10接头断口形貌
由图8可知,试样10接头断面较平整,韧窝形貌明显且数量较多,在断口处存在一定的剪切唇,明显属于韧性断裂。由此说明试样10所得焊接接头外观相对较好的同时,焊缝内部质量也较高。焊缝试样拉伸强度虽然低于母材,但已达到母材拉伸强度的83.0%,接头性能良好。
3 结语
本文利用光纤激光器对304不锈钢进行激光对接焊接工艺的研究,得出以下主要结论:
1) 分析焊缝宏观形貌,可得焊缝熔深、熔宽跟光纤激光功率呈正相关性,跟焊接速度呈负相关性。当离焦量的绝对值较大时,其绝对值与焊缝熔深、熔宽呈负相关性,且正离焦对熔宽的影响相对较大,负离焦对熔深的影响相对较大。为获得表面成形良好和力学性能较好的焊接接头,改变激光试验工艺得到较好参数:激光功率4kW,焊接速度0.038m/s,离焦量为0mm。
2) 分析304不锈钢激光对接焊接微观金相,观察到光纤激光焊接时,光斑直径较小,焊缝及热影响区也很窄,所以焊接能量十分集中,而焊速很快,焊缝受热区也窄,母材升温不大是因为热作用在母材处很小,所以热影响区会很窄;观察到焊缝边缘组织细小,为柱状晶,焊逢中心区为等轴晶。母材的冷却作用使焊缝的边缘温度梯度增大,容易得到柱状晶;而在焊缝中心区液态金属持续时间长,温度梯度小,热量分布较均匀,容易得到等轴晶。
3) 实验中硬度试验表明热影响区的硬度最高,焊缝区的硬度较高,母材区的硬度最低;本试验中拉伸试验表明接头试样抗拉强度是母材的83.0%,断裂处均在焊缝区,可以在断口处发现存在一定的剪切唇,而且断口呈撕裂状,韧窝形貌明显,属于韧性断裂。
4) 试验中出现的焊接缺陷主要为未焊透、形状缺陷和气孔等其他缺陷,其中形状缺陷主要为焊缝正面下凹和背面塌落,其他缺陷主要是飞溅,同时未发现热裂纹。气孔包括表面气孔和焊缝内部气孔,均降低了焊缝的强度。未焊透是由于工艺参数不合理造成的。
参考文献:
[1] S.Celen,S.Karadeniz,H.Ozden. Effect of laser welding parameters on fusion zone Morphological,mechanical and microstructural characteristics of AISI3O4 Stainless steel[J]. Mat.-wiss.u.Werkstofftech,2008,39(11):845-850.
[2] T.zacharia,S.A.david,J.M.vitek,T. debroy. Heat transfer during Nd:YAG pulsed laser welding and its effect on solidification structure of austenitic stainless steels[J]. Metallurgical Transaction A,1989,20:957-967.
[3] 温鹏,荻崎贤二,山本元道,等. 奥氏体不锈钢激光焊接过程中残留液体金属的在线观察[J]. 焊接学报,2012,25(3):53-56.
[4] 黄健源. 激光焊接304不锈钢熔池红外特性与焊接状态检测研究[D]. 广州:广东工业大学,2013.
[5] 倪涛,屠艳,鲁金忠,等. 光纤激光焊接ANSI304不锈钢中厚板工艺参数研究[J]. 机械设计与制造工程,2011,40(15):67-71.
猜你喜欢
陕西理工大学学报(自然科学版)(2019年4期)2019-08-30 02:33:28
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
山东冶金(2019年1期)2019-03-30 01:35:32
中国光学(2018年5期)2018-10-15 11:02:52
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:04:00
制造技术与机床(2017年8期)2017-11-27 02:10:21
大连理工大学学报(2017年6期)2017-11-22 10:00:02
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
山东冶金(2015年5期)2015-12-10 03:27:40