
ER50—G与ER55—Ni1在不同温度下的应用
2018-04-26 01:00胡杰超
金属加工(热加工) 2018年4期
■ 胡杰超
我公司承接了某风电公司设计3.0WM机组的底座,该部件是发电机组的重要受动载荷的关键部件,该部件因安装地点不同,部件的生存温度分别为-40℃及-50℃,可以直接选用-50℃的焊丝来焊接-40℃的产品,但成本太高。本文就先选-40℃的焊丝来焊接-50℃产品进行工艺评定试验,最后成功确定了产品在不同温度下不同焊材的应用。

焊接坡口及焊接顺序

表1 母材力学性能试验结果
1. 母材试验
客户指定产品母材为Q345E材料,GB/T1591中规定该材料-40℃冲击吸收能量≥34J,而客户要求材料在-40℃及-50℃冲击吸收能量≥34J。因此针对母材进行材料复检,在同一张钢板上取样,做拉伸、弯曲及-40℃、-50℃的低温冲击试验,结果如表1所示。从表1的结果看,客户选择的母材可以满足-40℃、-50℃低温冲击性能要求。
2. 焊接试验
(1)焊接评定方案 本试验要求按照NB/T47014—2011规定制作焊接试件。分别制作:按照GB/T228拉伸试样2个;按照GB/T2653弯曲试样4个(可用4个侧弯);冲击试样3套(热影响区3套、焊缝区各3套),按GB/T229进行试验。
(2)焊接方案一 选用林肯的ER50—G实芯焊丝,焊接方法采用CO2气体保护焊。试板规格500mm×150mm×40mm两块,取样时在该焊接接头上同时取-40℃及-50℃冲击试样。试板的坡口及焊接顺序如附图所示,焊接参数如表2所示。
工艺措施:砂轮打磨焊接坡口及坡口周边15~20mm内的切割熔渣及毛刺等影响焊接质量的杂质。控制层间温度(150±30)℃,焊接时按照图中的焊接顺序采用正反交替焊来控制焊接变形。
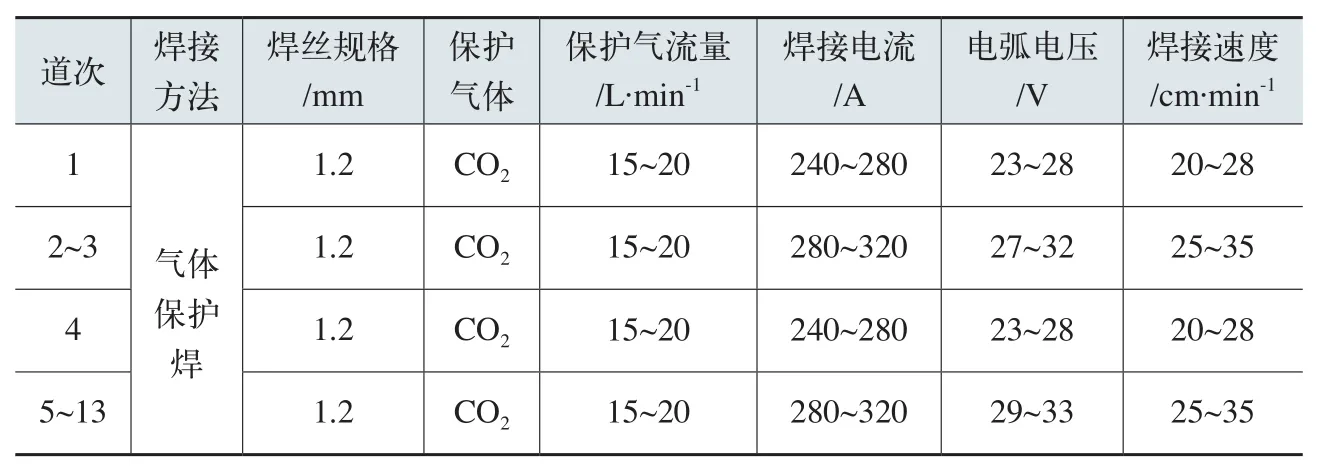
表2 焊接参数

表3 试验结果

表4 焊接参数
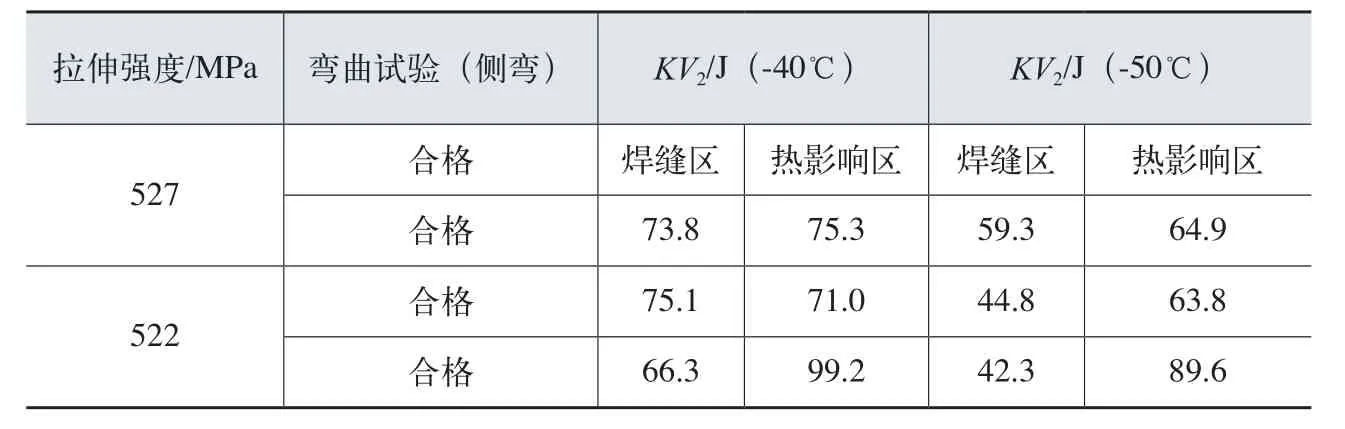
表5 试验结果
焊后热处理:升温速度≤80℃/ h,保温时间4h,降温速度≤70℃/ h,100℃以下出炉。
试板热处理完成后放置24h,按NB/T47013.3中I级UT探伤合格及按NB/T47013.4中I级MT探伤合格。力学性能试验结果如表3所示。
从表3可以看出,同一焊接接头分别取得的冲击试样在-40℃与-50℃冲击值相差较大,-50℃焊缝区冲击值有两个<34J,判定为不合格,因此该焊丝不能应用在-50℃的产品上使用。
(3)焊接方案二 选用林肯的ER55—Ni1实芯焊丝,焊接方法采用CO2气体保护焊。试板规格500mm×150mm×40mm两块,取样时在该焊接接头上同时取-40℃及-50℃冲击试样。试板的坡口同方案一,焊接参数如表4所示。
工艺措施与焊后热处理同方案一,试板热处理完成后放置24h,按NB/T47013.3中I级UT探伤合格及按NB/T47013.4中I级MT探伤合格,力学性能试验结果如表5所示。从表5可以看出,同一焊接接头分别取得的冲击试样-40℃与-50℃冲击值相差不大,该焊丝可以应用在-50℃的产品上使用。但使用在-40℃的产品成本太高。
3. 结语
从以上工艺评定的数据来看,-40℃的产品使用ER50—G焊丝,-50℃的产品使用ER55—Ni1焊丝是适宜的、经济的。通过本试验为我公司的产品在不同温度下焊材的选择提供了技术支撑。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
中国金属通报(2022年1期)2022-06-02
电焊机(2022年5期)2022-06-01
理化检验(物理分册)(2022年3期)2022-03-31
金属加工(热加工)(2022年3期)2022-03-22
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
中国新技术新产品(2020年6期)2020-06-19
航天制造技术(2018年6期)2019-01-11
应用科技(2015年5期)2015-12-09
