
铁路客车侧墙墙板切割直线度控制
2018-04-26 01:00刘海伟赵雪山张洪国
金属加工(热加工) 2018年4期
■ 刘海伟,赵雪山,张洪国
1. 概述
目前铁路客车的侧墙墙板多数采用在高度方向上使用两张墙板对接的方法,具体过程为先将墙板卷料吊运至抻板机平台上,使用抻板机对墙板进行拉伸。然后使用真空吸盘吊具分别将拉伸后的两块侧墙墙板吊运至侧墙组焊工装平台上进行对接,两块墙板之间的缝隙最大处不能超过4mm。
我公司生产的巴基斯坦项目,其墙板高度为2115mm,与我国现有铁路项目不一致,不能直接使用现有的板幅分别为1239mm和1148mm的库存墙板,需单独采购板幅为1071mm的墙板。由于本项目车辆较少导致墙板采购量较少,不能满足钢厂的最小生产量,若必须采购此板幅的墙板则须采购钢厂最小生产量(一炉钢液)的产品,这会导致墙板囤积浪费,墙板的存储、采购费用会大幅上升。
为解决这一问题,决定使用生产国内铁路客车项目的墙板进行替代,即使用板幅为1239mm和1148mm的墙板替代两张板幅为1071mm的墙板。为满足巴基斯坦项目的墙板高度,需将1148mm板幅的墙板在高度方向上切除245mm。即切割1148mm板幅墙板的上边缘,为保证后续墙板对接时焊缝的焊接质量,使用1148mm板幅墙板的下边缘与1239mm板幅墙板对接。
2. 空气等离子切割机在生产中的应用
本次试验我们使用的是LCK品牌,规格为63/125的空气等离子切割机对墙板进行切割。空气等离子切割机产生的等离子弧是高能量高密度的压缩电弧,是近代发展的一种高温新热源,它的温度高达1500~3000℃,现有的任何高熔点金属和非金属材料都可被等离子弧熔化。等离子弧的焰流具有很高的流速,产生很大的机械冲刷力,切口较窄,切割边的质量较好。切割厚度可达150mm,适合切割本项目厚度为2.5mm的墙板。
3. 通长切割与分段交替切割方法的对比分析
为了明确使用空气等离子切割机通长切割墙板产生的变形量,在墙板切割前对墙板直线度进行测量,测量方法为在墙板的上边缘两端头分别在宽度方向上往下返回10mm,将粉线拉紧后固定在10mm处,使用钢板尺每隔2800mm测量粉线到墙板边缘的距离,共计测量三张墙板,测量结果如表1所示。根据表1中的数值可以看出,墙板最大直线度为2mm。表明在切割之前墙板能够满足两块墙板之间的缝隙最大处不超过4mm的要求,不影响墙板之间后续对接焊缝的焊接。
在采用通长切割的方法对1148mm板幅的三张墙板切割245mm后(切割方式见图1),采用同样的测量方法对三张墙板直线度依次进行测量,测量结果如表2所示(表2与表1测量的墙板与数值均为对应关系)。根据表2中的数值可以看出,墙板最大直线度为8mm,使用这些墙板与下墙板对接时产生的间隙最大可达到10mm,严重超出了两块墙板之间的缝隙最大处不能超过4mm的要求,直接导致后续墙板对接时因间隙过大墙板不能实现对接焊接。根据现场实际观察及表2中的数值,能够得出切割后墙板变形为下挠的结论。
经对此现象分析后认为,这种现象产生的原因为空气等离子切割机在切割过程中因产生大量的热量而导致墙板严重的变形。为减少热量产生而导致的变形,我们通过调整切割的顺序来控制墙板的变形量。墙板长度为25 500mm,为了保证交替切割的相对对称性,另由于使用空气等离子切割机切割墙板时需要使用铝板尺充当样板,铝板尺的最大长度为3500mm,在切割过程中铝板尺两端均须留出把持空间,所以决定将切割分为8段,每段长度约3200mm(具体切割顺序见图2),这样不仅满足了交替切割的相对对称性,也留出了铝板尺两端的把持空间。
在采用分段交替切割之前,对此次的三张墙板的直线度进行测量,测量结果如表3所示。根据表3中的数值可以看出,墙板最大直线度同样为2mm,这表明在切割之前此墙板能够满足两块墙板之间的缝隙最大处不超过4mm的要求,不影响墙板对接焊缝的焊接。

图1 通长切割切割方式及切割后墙板形状

图2 分段交替切割顺序

表1 通长切割前墙板直线度 (mm)

表2 通长切割后墙板直线度 (mm)
按照图2的分段交替切割后,依次对这三张墙板的直线度进行测量,测量结果如表4所示(表4与表3测量的墙板与数值均为对应关系)。通过分析表4中的数值可以得出墙板的最大直线度为2mm,不会影响后续墙板对接焊缝的焊接,效果明显优于采用通长切割方案切割出墙板的8mm的最大直线度。

表3 分段交替切割前墙板直线度 (mm)
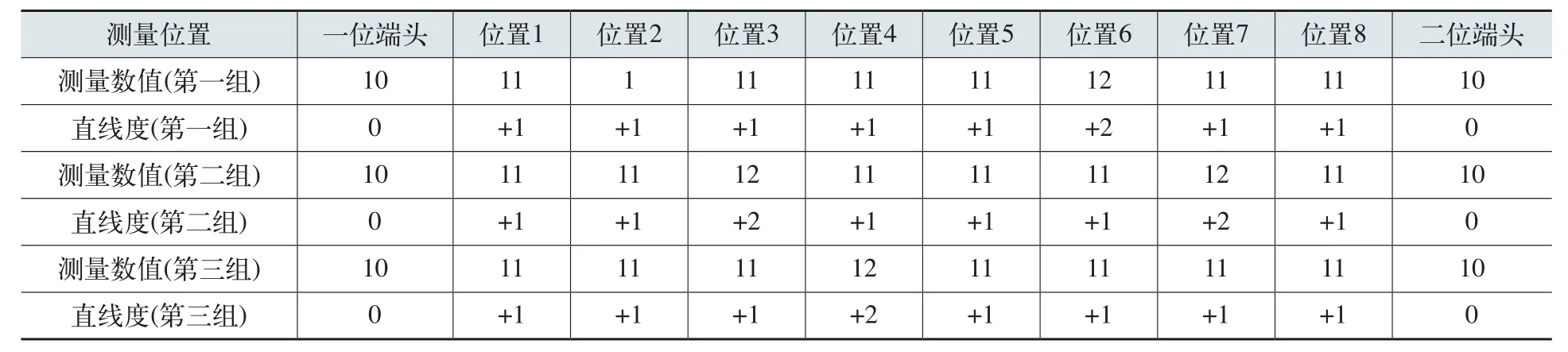
表4 分段交替切割后墙板直线度 (mm)
4. 结语
采用分段交替切割方案切割出的墙板直线度符合要求,不仅避免了采购理论宽度为1065mm的墙板造成墙板囤积、墙板的存储和采购费用会大幅上升的风险,还将现有的板幅为1148mm及1239mm的库存进行了消耗,切割下来的宽度为245mm的墙板返回冲压件分公司用于改制本项目同等厚度的小件,最大程度的利用了墙板。另外,通过此次试验验证了分段交替切割方法的实用性,在后续发生类似情况时可以使用现有规格的墙板直接进行替代。
参考文献:
[1] 吕刚.城市轨道交通车辆概论[M].北京:北京交通大学出版社,2011.
[2] 孙景荣.实用焊工手册[M].北京:化学工业出版社,2002.
[3] 孙景荣.焊接结构冷作与焊接技术入门[M].北京:化学工业出版社,2009.
猜你喜欢
福建工程学院学报(2022年4期)2022-09-09
计量学报(2022年7期)2022-08-23
北方交通(2022年8期)2022-08-15
一重技术(2021年5期)2022-01-18
四川建材(2020年6期)2020-06-29
科学生活(2020年1期)2020-04-13
智能城市(2018年7期)2018-07-10
建材与装饰(2018年32期)2018-02-15
制造技术与机床(2017年6期)2018-01-19
计算机测量与控制(2017年12期)2018-01-05
