
车门内板冲压工艺设计与成形分析
2018-04-26 01:00杨谊丽
金属加工(热加工) 2018年4期
■ 杨谊丽
车门内板是重要的车身覆盖件,车门内板与加强板及窗框焊接后形成车门内板总成,再与车门外板包边形成车门包边总成。车门内板法兰面精度对包边总成精度起到至关重要的作用,直接影响车门包边总成与翼子板及侧围相匹配的间隙及表面质量。车门内板上安装有内饰板、密封胶条、门锁、玻璃升降器等,孔位多达七十余个,焊接面及安装面较多,因此,车门内板的孔位、型面精度对整个车门的功能性影响重大。车门内板拉深深度深,且多为激光拼焊板,成形条件极为严苛,模具调试周期较长。左右车门内板三维数模如图1所示。
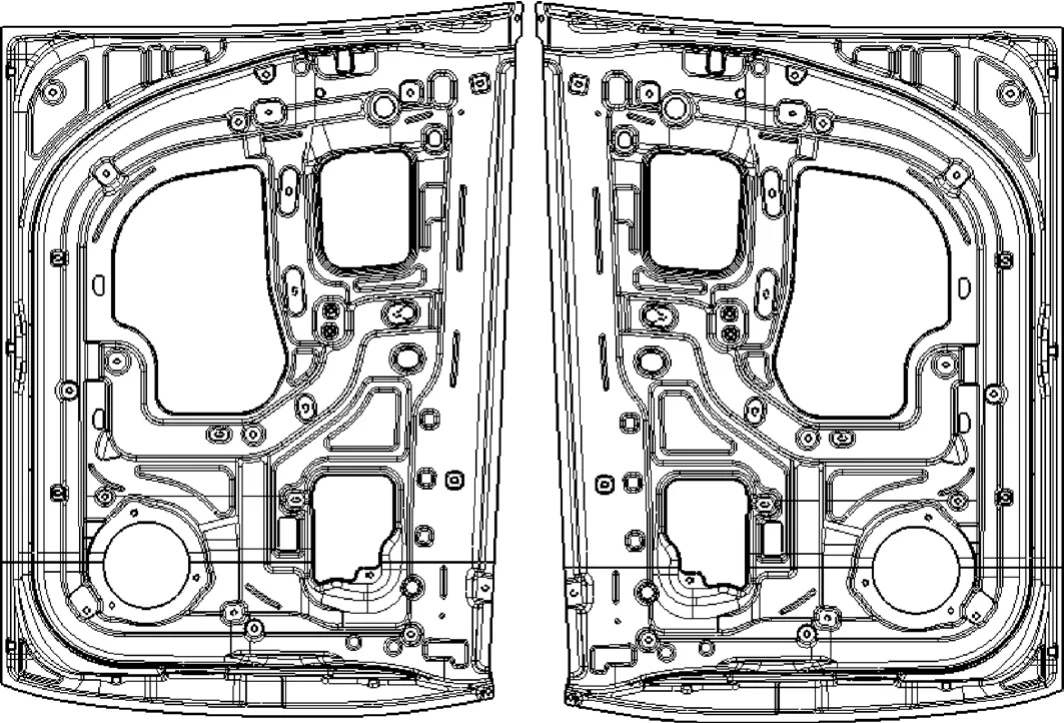
图1 车门内板
1. 工艺设计
工艺设计主要对产品件进行初步工序排布和结构布局,核算坯料尺寸、模具尺寸及机床吨位,并体现在工艺规划书中。
(1)冲压方向 在进行工艺设计时首先要确定冲压方向,拉深模冲压方向的确定尤为重要,因为其关系到拉深模面的补充和零件表面质量品质。车门内板零件形状规则,各处拉深深度基本一致,因此其冲压方向为车身坐标系的Y向。
(2)工序排布 该车门为分体式车门,可以采用左右合模拉延,既能提高材料利用率还能提高生产效率。因车门拉深深度较深,侧壁及凸模圆角极易产生开裂、暗伤,同时为便于法兰面精度调试的方便性,在拉深和修边工序后安排对全周法兰面的整形,整形量10mm。该车门内板工序排布内容为:拉深→切边/冲孔→整形→冲孔/侧冲孔/分切。整形量示意如图2所示,整形区域示意如图3所示。
(3)坯料尺寸 在零件长度和宽度方向上分别选取线长最长截面,如图4所示,测量A、B、C值,并按照如下公式计算坯料长度和宽度:L(W)=A+B+C+E+D+20,其中E=5~7mm,D=20~30mm。
测量零件长、宽、高尺寸后预估坯料尺寸,长度1020mm,宽度770mm,高度90mm。坯料长度L=2×零件宽度+2×零件高度+分切距离+工艺补充长度=2×770+2×90+40+120=1880(mm);坯料宽度W=零件长度+2×零件高度+工艺补充长度=1080+2×90+160=1420(mm)。最终得到车门内板坯料尺寸为1880mm×1420mm。
(4)模具尺寸 根据坯料尺寸和各工序内容计算各工序模具尺寸,计算方法可参考附表。
2. 工艺审查
对车门内板三维数模的冲压工艺性进行分析,对其成形性、生产性、经济性、品质及模具结构强度进行分析确认,并针对发现的问题提交《工程变更申请单》(ECR)给产品设计人员。
如图5左所示扬声器安装孔a距离拼焊缝距离太近,拉深后孔很可能落在拼焊缝上影响孔的安装,因此孔a需要向远离拼焊缝的方向移动5mm,使其距离拼焊缝的距离大于25mm。如图5右所示凸模R角局部型面变化急剧,拉深易开裂,需要将圆角过渡光顺,避免局部凸点。
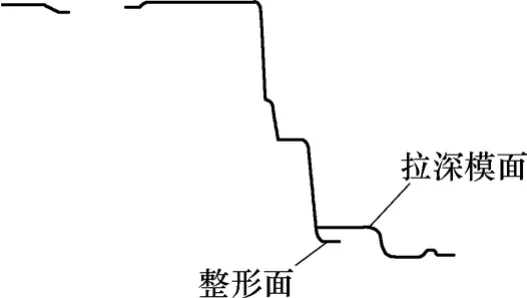
图2 整形量示意
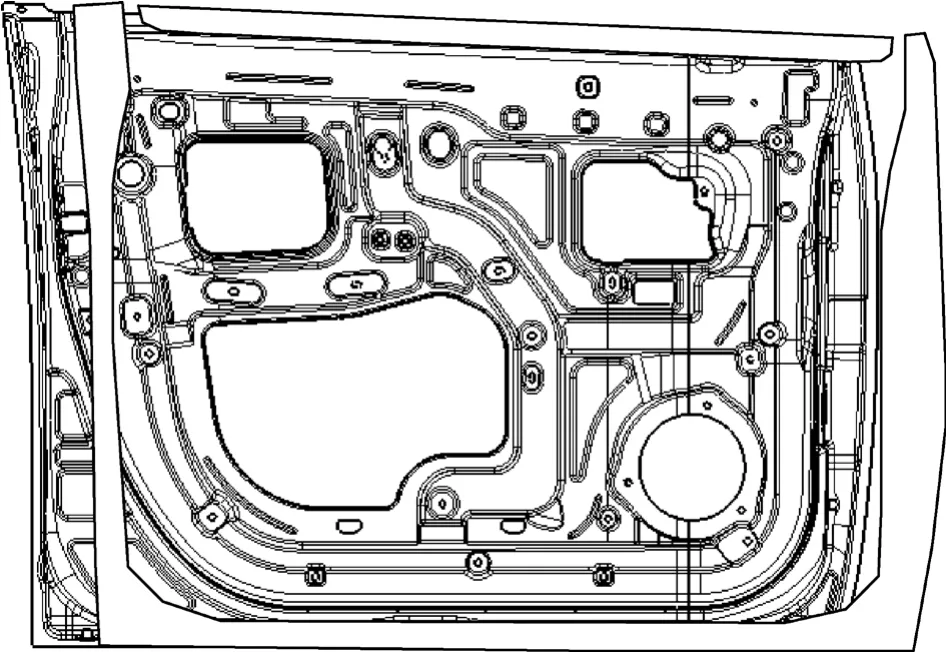
图3 整形区域示意
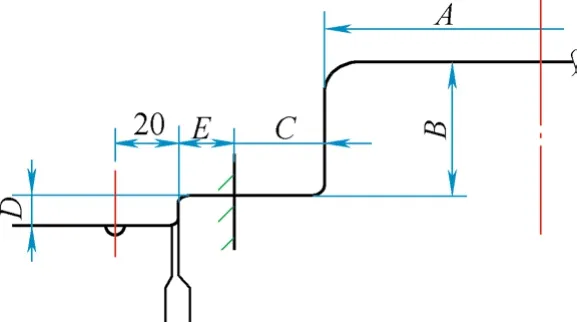
图4

图5 ECR

模具尺寸计算
3. 品质标准制定
品质标准文件对零件定位系统、测量方式、测量公差进行定义,是指导模检具设计开发和测量文件编制的的基础文件。
车门内板定位系统示意如图6所示,采用2个定位孔和4个定位面定位,主定位孔控制X向,次定位孔控制Z向,定位面A1-A4控制Y向。车门内板单件定位系统与焊接总成及包边总成定位系统一致,保证冲压、焊接、包边工序定位及检测定位的一致性,避免累积误差的产生。
如图7所示,包边面1、包边面3包边后分别与翼子板及后门配合,其面差精度直接影响外观匹配质量的好坏,因此除了控制面差为-0.5~+0.5mm,还需要控制每条包边面的极差不超过0.5mm。包边面3与侧围门槛配合,产品设计时通常车门下部和侧围门槛会存在段差,因此,只需要控制包边面3的面差为–0.5~+0.5mm,而不需要控制极差。该车门为分体式车门,门框通过点焊和弧焊与车门内板总成连接,图7A、B区为弧焊区,弧焊区为U形面,该区域与门框匹配精度要求较高,若U形面开口较小则门框放不到位,影响门框面差;若U形面开口较大则弧焊量大,弧焊变形严重,也会影响窗框面差,因此门框弧焊面面差设置为–0.3~+0.3mm。
4. 压料面与工艺补充面设计
合理的压料面形状可以确保拉深过程板料不开裂、不起皱,压料面是决定拉深质量好坏的关键,压料面形状的确定应遵循如下原则:
压料面尽量为平面,但有时为了降低拉深深度,压料面通常会做成曲面,曲率应尽量大,且尽量为单曲率曲面。
压料面应低于零件内部的最低点,否则压料面闭合之前凹模会先接触坯料导致定位不稳,压料面起不到压料作用。
压料面形状与凸模形状尽量接近,且压料面的展开长度要比凸模展开长度短,使坯料在拉深过程中始终处于拉伸状态,否则在压料面闭合过程就会出现多料现象,产生无法根治的起皱问题。

图6 车门内板定位系统

图7 车门内板关键面示意
以工艺规划所确定的冲压方向为基础进行车门内板压料面设计,车门内板属于典型的带法兰盒形件,各处拉深深度基本一致,因此压料面也近似于平面,为了尽量降低拉深深度,压料面到零件法兰面的深度要小于25mm。
在设计工艺补充面前需要将件上的孔进行填充,把翻边和负角区展开以满足修边条件,然后便可添加工艺延伸面。工艺延伸面位于凸模轮廓线以内,延伸面侧壁要有一定的拔模角,且过渡光顺,工艺延伸面与压料面一起统称为工艺补充面。工艺补充面在拉深后要被切掉,为了提高材料利用率工艺补充面的面积应尽量小。
设计车门内板工艺补充面时左右件合拼部位最小间距取20mm,门槛部位修边余量按照满足修边刀强度尽量取最小值5mm,车门前侧及后侧因合拼部位为了防止拉深起皱,余肉做得较宽,为了保证凸模轮廓线平顺,因此车门前侧及后侧修边余量取30mm。图8为用UG6.0建立的车门内板模面图。
5. CAE模拟分析
在拉延模面设计完成后需进行CAE模拟分析,通过分析结果判断零件成形性及模面设计的合理性。将用UG6.0建立的尾门外板几何模型以IGS格式导出,然后将其导入到Autoform软件中生成凸凹模和压边圈工具体。压边力由经验公式F=LK计算,式中L为凸模轮廓线长度,K为系数,为经验值,取K=200kN,经计算得到压边力大小为1216kN。将计算坯料尺寸作为初始坯料尺寸,设置材质为DC56D ZF 45/45。该车门内板为激光拼焊板,薄厚板料成形速度不一致,薄料区更易起皱,因此在厚料区设置单拉深筋,薄料区设置双拉深筋,如图9所示。车门内板拉深深度较深,门槛后侧凸模圆角距离分模线较远,拉深过程易在凸模圆角及侧壁处形成开裂现象,因此在拉深过程设置刺破刀,与到底前10mm开始刺破。
车门内板CAE分析结果如图9所示,从分析结果来看成形状态良好,产品无明显起皱趋势,仅在薄厚料交界处的薄料区侧壁存在过度减薄,减薄率最大33%,可以在调试过程中通过调整拉深筋阻力及提升模具表面粗糙度加以改善。
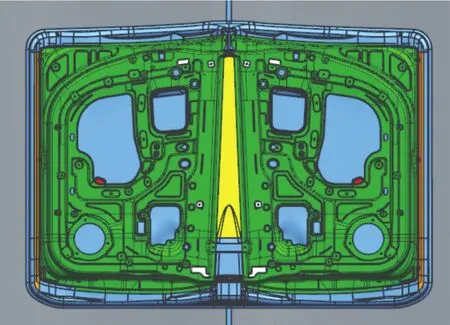
图8 车门内板模面

图9 CAE分析结果
6. 结语
车门内板作为难度系数较高的车身覆盖件之一,其面品质量和精度对整车质量具有重大影响,通过前期合理的工艺规划、充分的工艺审查、反复的模拟分析与模面优化,能够有效缩短调试周期、降低调试难度。在实际调试过程中,各工序品质良好,冲压件精度检测达标,满足包边及整车匹配要求,目前该车门内板已进入批量生产阶段。
猜你喜欢
锻压装备与制造技术(2022年2期)2022-05-11
模具制造(2021年10期)2021-11-20
模具制造(2021年5期)2021-08-12
汽车工艺师(2021年7期)2021-07-30
探索科学(学术版)(2020年7期)2021-01-13
模具制造(2020年12期)2020-02-06
时代汽车(2019年12期)2019-09-13
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
