城市高架钢结构桥的钢箱梁制作技术
2018-04-04 03:37严亚飞李胜乾李昊坤
建筑施工 2018年12期
杨 阳 严亚飞 李胜乾 李昊坤
中建钢构江苏有限公司 江苏 靖江 214532
1 工程概况
江阴芙蓉大道桥梁为典型的钢箱梁结构城市高架桥梁,钢箱梁横断面采用单箱三室等截面形式,顶板采用双向2%横坡,底板保持水平,腹板采用1∶2.5的斜率。节段间除顶板U形肋采用栓接外,其余全部采用焊接。每个节段主要由顶板单元、底板单元、腹板单元、横隔板单元、挑臂块体组成(图1)。
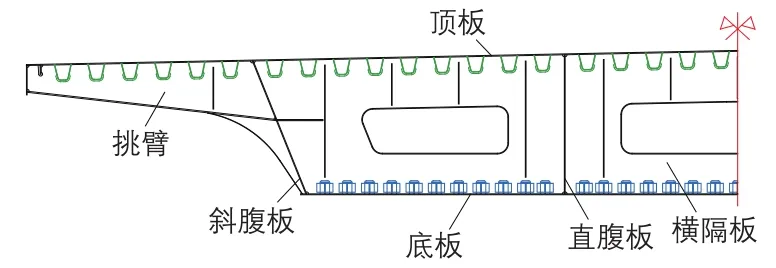
图1 江阴芙蓉大道桥标准横断面
2 制作重、难点及对策
2.1 桥梁线形控制
桥梁线形是设计中的一项主要技术指标,贯穿于钢箱梁制造、安装的全过程中,需重点控制。
对策:
1)钢箱梁制作采用长线预拼装,每轮次的预拼装节段不少于5个,采用节段组装及预拼装同时进行的方案。
2)节段组装设置5个停止点,分别为胎架完成、底板组焊完成、隔板组焊完成、顶板组焊完成、节段整体报检,每个停止点采用三检制,即自检、互检、专检。
3)分部组装过程中,以各个节段的纵横基准线为基准,将各节段纵横基准线的位置偏差控制在允许范围内,以保证其匹配性。
4)钢箱梁制作预拼装各主要工序的监测均在温差较小、无日照的时段进行。
5)节段预拼装完成后,组装匹配装置,以便现场及时、准确地复位各节段。
2.2 焊接变形控制
影响焊接变形的因素非常多,几乎在所有的焊接结构制造中都将焊接变形的控制作为重点。
对策:
1)分步组装、分步焊接,预制反变形,控制焊接顺序。
2)采用小间隙、小坡口焊接,选择焊接线能量小的焊接方法。
3)在制造中积累各类焊缝的焊接收缩量实测数据,以便使预留的焊接收缩量更为准确。
2.3 U形肋栓接精度控制
梁段间顶板U形肋连接采用栓接方式,制孔精度控制及如何考虑不同状况时接口连接孔的位置关系是工艺的难点。
对策:
1)U形肋两端螺栓孔在专用钻孔胎架上,借助整体模板,采用摇臂钻床钻孔,保证极边孔距及孔间距。
2)拼接板采用先孔法,其优点在于利用数控钻床或胎型样板钻孔,质量好,效率高,易于实现拼接板标准化,互换性强,便于桥上安装。
3)通过对首批板单元U形肋极边孔距的收集及分析,在后续U肋制孔时考虑补偿量。
4)在整体组装及预拼装过程中采用工艺拼接板对相邻梁段的U形肋进行栓接,以保证孔群之间的相对位置关系。工艺拼接板在相邻梁段孔群之间要考虑工艺补偿量。
3 钢箱梁制作工艺
3.1 顶板单元制作工艺
3.1.1 顶板单元制作工艺流程
1)零件切割:顶板采用数控切割机切割下料,弧形板精度要重点控制。
2)组装U形肋:采用U形肋装配机进行U形肋装配。组装前,先对焊缝区域进行打磨,以纵横基准线为基准画U形肋位置线,进行对线组装(图2)。
3)焊接U形肋:U形肋开设50°~55°坡口,留根1 mm±0.5 mm。在船型反变形胎架上,采用CO2自动焊机施焊,焊后降至室温松卡,并进行适当调整(图3)。
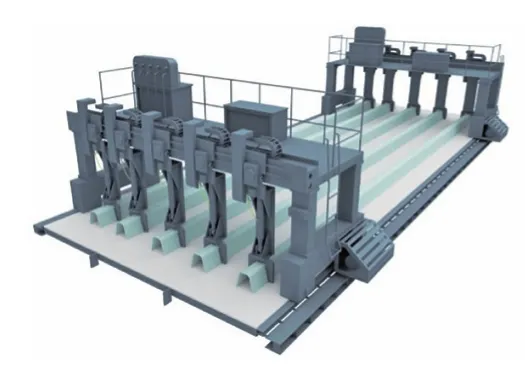
图2 对线组装
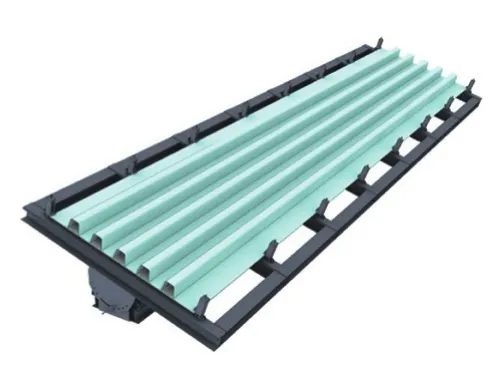
图3 焊接U形肋
3.1.2 顶板单元制作工艺要点
1)进行组装基准线弹线时,控制所弹线宽不大于0.3 mm,误差不大于0.5 mm。
2)采用U形肋装配机进行装配,应满足以下质量标准:
① 基准边到第1条U形肋的边距公差±1 mm。
② U形肋与U形肋之间距离公差:横隔板部位±1 mm,任意位置±2 mm。
③ 基准边与纵基线的距离公差±1 mm。
④ 基准头到U形肋端头(到横基线的距离)公差±1 mm。
⑤ U形肋与桥面板之间的不垂直度≤1 mm,组装间隙≤1 mm。
3)单元件焊后若平面度出现超差,则需要采用热矫正的方法进行矫正,加热温度控制在600~800 ℃,温度降至室温前不得锤击钢板。个别部位需要进行锤击矫正时应加垫板。
3.2 钢箱梁预拼工艺
本桥钢箱梁采用正装法,以专用胎架为建造平台,专用胎架采用线形胎架,保证胎架有足够的强度和刚度,以底板外表面为建造基面进行建造[1-3]。
3.2.1 钢箱梁预拼工艺流程
1)底板单元件定位(图4):以底单元件纵基线反画桥梁中心线,使用桥梁中心线对地样中心线,进行中心底单元件的横向定位,同时,以单元件上的横基线进行纵向定位。中心底板定位检验合格后,以中心底板的纵横基准线为基准,由中间向两边依次定位其余底板单元件。
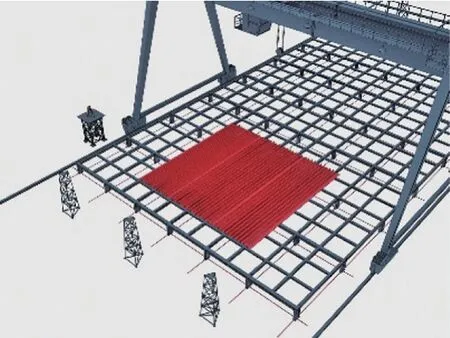
图4 底板单元件定位
2)中间横隔板组焊(图5):横隔板的安装应重点控制板面平面度、横隔板间距及与箱梁底板的角度值,组装时严格对定位基线,并用吊线锤控制隔板与底板倾斜值,采用组装拉杆固定。
3)中间直腹板就位(图6):直腹板单元定位需以底板的纵横基准线为基准,并监测腹板与底板的垂直度。
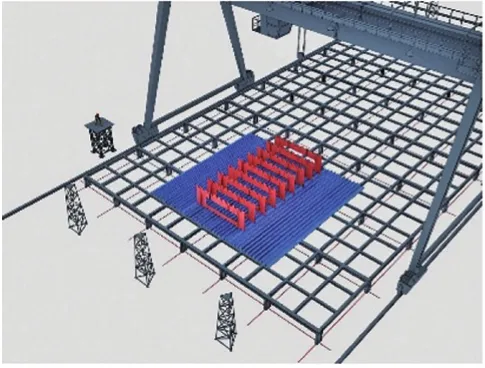
图5 中间横隔板组焊
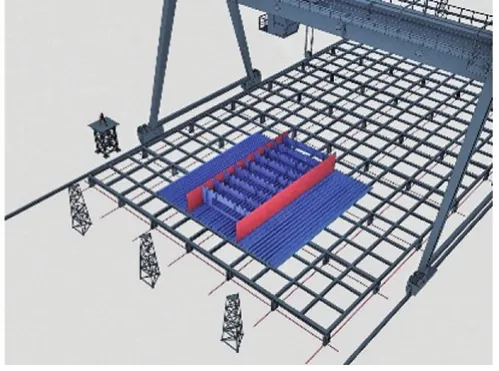
图6 中间直腹板就位
4)两侧隔板及斜腹板依次就位(图7):安装两侧隔板需由中间向两边交叉安装隔板单元件,单元定位需以底板的纵横基准线为基准,并监测隔板相对底板的冲势值;安装两侧斜腹板需保证两侧腹板与隔板密贴,并检查箱梁上口、下口的尺寸大小,控制腹板与底板的错台量、腹板到桥梁中心线的半宽值。
5)中间顶板单元就位(图8):上顶板单元件之前,先检测隔板上表面标高是否符合验收要求。对于顶板纵向定位,首先验证单元件制作时返到顶板上的组装定位基准线,同时用全站仪校正该基准线与桥梁中心线的垂直度;顶板定位时采用吊线锤方法保证每个梁段端口的垂直度(要考虑由于制造线形产生的倾斜量)。
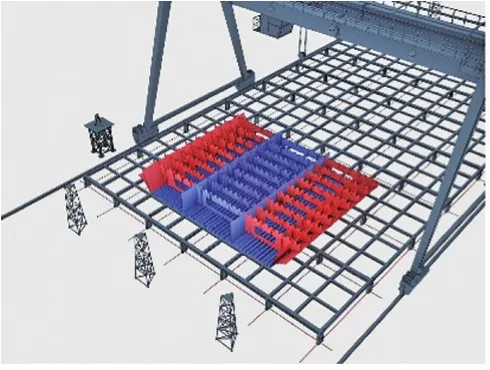
图7 两侧隔板及斜腹板就位
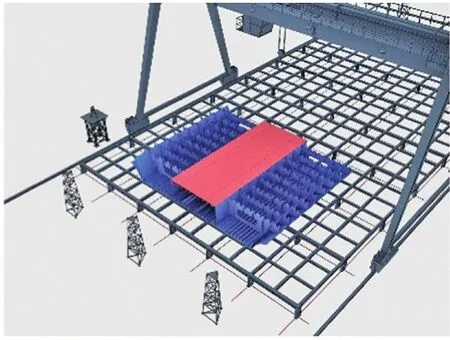
图8 中间顶板单元就位
6)两侧顶板单元依次就位(图9):以胎架中心标志塔上的基线以及单元件上的纵基线为准进行中心顶板的横向定位,然后向两侧推进。
7)挑臂块体就位(图10):
① 横向定位:以挑臂块体的纵基线为准进行挑臂块体单元横向定位,纵基线到桥轴线的定位尺寸=理论尺寸+焊接收缩量+工艺调整量。
② 纵向定位:以挑臂块体上的横基线为基准进行纵向定位,同时校对梁段两侧横基线的相对错位量。
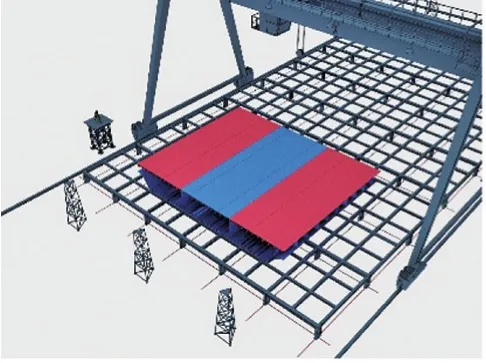
图9 两侧顶板单元依次就位
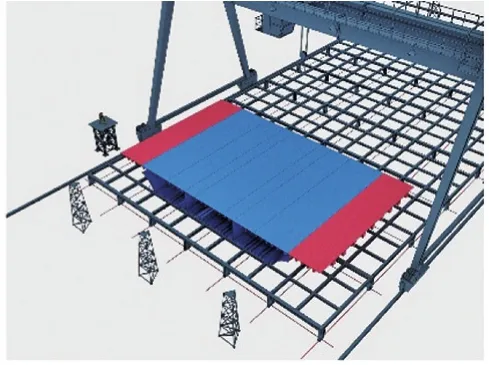
图10 挑臂块体就位
8)节段预拼装(图11):
① 待每个梁段所有焊接、修整完成后,进行桥梁线形的复测(要求日出前测量)及环口的匹配修整。配切梁长及顶、底板的坡口。
② 梁段间临时连接件的组装应在梁段环缝切割后进行。
③ 节段预拼装检测合格后,采用全站仪、钢带等仪器工具,按工艺要求绘制节段纵向定位线、端口横向检查线及节段桥上吊装标高测量点等各类标记,以便节段在存放、吊装过程中易于辨别。节段预拼装完成,临时匹配装置,测控点、吊耳等布置好。
9)构件解体下胎(图12):待每个梁段检验合格后,进行解体下胎。
3.2.2 钢箱梁预拼工艺要点
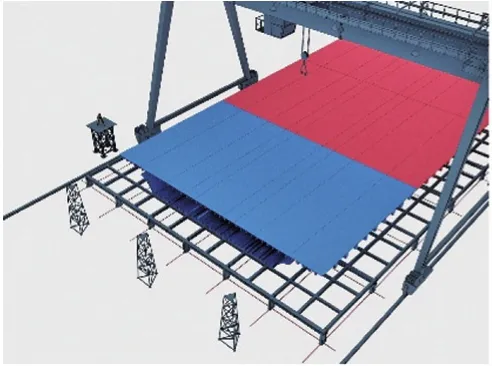
图11 节段预拼装
图12 构件解体下胎
1)单元件组装定位:为控制钢箱梁的组装精度,减小温差影响,桥梁中心线处底(顶)单元件、腹板、横隔单元件和顶单元件的定位组装需在无日照影响时进行,钢箱梁尺寸设计基准温度为15 ℃。各主要尺寸要根据环境温度与设计基准温度的温差来进行适当调整,补偿的数值根据钢材的线膨胀系数1.2×10-5K-1来计算[4-6]。
2)钢箱梁焊接应分步进行,遵循先内后外、先下后上、由中心向两边的施焊原则。
3)基线至基线的距离要准确预留各项余量,相邻吊装段间横基线间距=理论尺寸+焊接收缩量。
4)梁段整体组装时,单元件在梁上横向接宽使用预变形工艺。工艺方法为:在接板对接缝的位置垫高外推2 mm,贴陶瓷衬垫,焊接(打底、CO2填充、撤垫、自动焊盖面),修整。
5)钢箱梁预拼装完成后要设置现场定位板,以方便现场准确定位;此外,梁段上还需设置测量控制点,既可用于监控总拼装精度,也可用于现场桥位各节段定位监控。
4 结语
江阴芙蓉大道快速化改造工程为典型的钢结构城市高架桥梁,其特点是制作精度要求高、焊接工程量大、焊接难度大。本文从桥梁线形控制、焊接变形控制及钢箱梁制作工艺等方面对其进行研究总结,为今后同类型工程的实施提供一定的参考。
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06
石油化工设备技术(2021年6期)2021-11-23
建材发展导向(2021年14期)2021-08-23
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09
建材发展导向(2021年6期)2021-06-09
化工设计(2021年1期)2021-03-13
山西交通科技(2020年4期)2020-09-30
中华建设(2019年8期)2019-09-25
沈阳大学学报(自然科学版)(2019年1期)2019-02-22
蓄电池(2018年3期)2018-06-20