
汽车侧裙板的热流道大型注塑模具设计
2018-03-30 08:09:38何镜奎陈洪土
中国塑料 2018年2期
何镜奎,陈洪土
(1.广东开放大学广东理工职业学院,广州 510091;2.广东创新科技职业学院机电工程系,广东 东莞 523960)
0 前言
汽车侧裙板是指车体两侧安装的裙板,位于汽车前后门槛上。它是集外观性与功能性于一体的重要外饰件之一,不但具有美观装饰作用,而且具有一定的扰流作用,可以减少车体两侧的气流进入车底,以降低空气阻力,减少车辆行驶中产生的逆向气流,高速行驶时就像地面吸着底盘一样。侧裙板需要配合前后扰流板使用,使汽车高速运行时产生的风阻流畅的从车底划过,而不会使车辆行驶时产生漂移现象,因此侧裙板在很大程度上提高了汽车操控的稳定性。一些高档汽车如奔驰、宝马等,具有高速行车主动修正线路的功能,驾驶员在高速路上驾驶汽车,如果一直保持很稳定的方向,电脑会记录下来,如果因气流造成的行车方向发生偏移,电脑则会自动修正方向。本文详细介绍了一副汽车侧裙板注塑模具的结构及其设计要点与经验技巧。
1 汽车侧裙板的结构分析
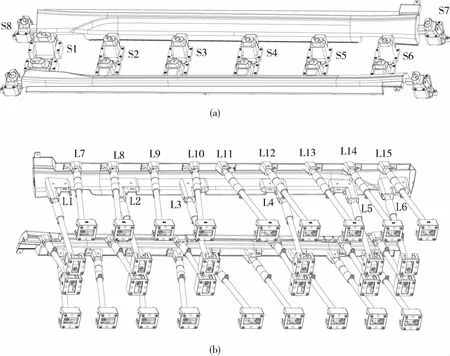
图1所示为某品牌汽车侧裙板的零件图,所用材料为聚丙烯(PP)/三元乙丙橡胶(EPDM)/滑石粉(TD20),其中EPDM是乙烯、丙烯和少量的非共轭二烯烃的共聚物,TD20为20 %滑石粉添加剂,用以提高侧裙板的刚性[1],共混后的塑料收缩率取1.1 %[2]。该款侧裙板外形最大尺寸为1 865.9 mm×149.2 mm×108.2 mm,长宽比例相差较大,属于大型塑件,尺寸精度要求达到MT4(GB/T 1486—2008模塑件尺寸公差)。对侧裙板的技术要求包括:
(1)外表面要求高,需做皮纹处理,不允许有推杆痕迹,也不允许有浇口痕迹,更不允许有收缩凹陷、熔接痕和飞边等缺陷;
(2)由于塑件外观面需做皮纹,塑件外观面脱模斜度至少5 °,防止加工皮纹后塑件粘定模,或拖伤外表面;
(3)塑件外侧有8处倒扣,倒扣面积较大;塑件内侧有15处倒扣,倒扣距离长,均在25~45 mm之间,塑件侧向抽芯较困难。
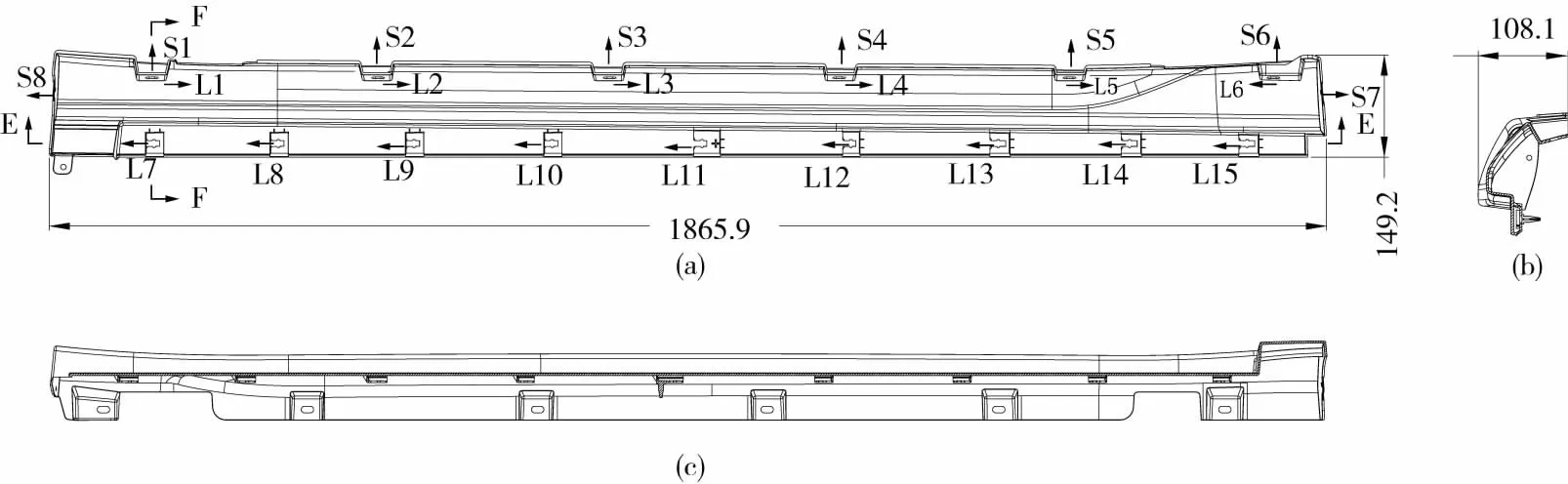
S1~S8—外部侧向倒扣,L1~L15—内部侧向倒扣(a)主视图 (b)F-F剖视图 (c)E-E剖视图图1 汽车侧裙板零件图Fig.1 The automobile side apron
2 汽车侧裙板的模具结构设计
根据侧裙板的生产纲领和细长形的结构特点,采用1模成型2腔,模具采用热流道5点进胶,进胶顺序由顺序阀控制。塑件外侧8个侧孔倒扣采用“斜导柱+滑块”抽芯结构,塑件内侧面的15个倒扣采用“斜顶+斜推杆”抽芯结构。模具外形尺寸为2 550 mm×1 300 mm×1 091 mm,总质量约25 t,属于大型注塑模具,其详细结构见图2。
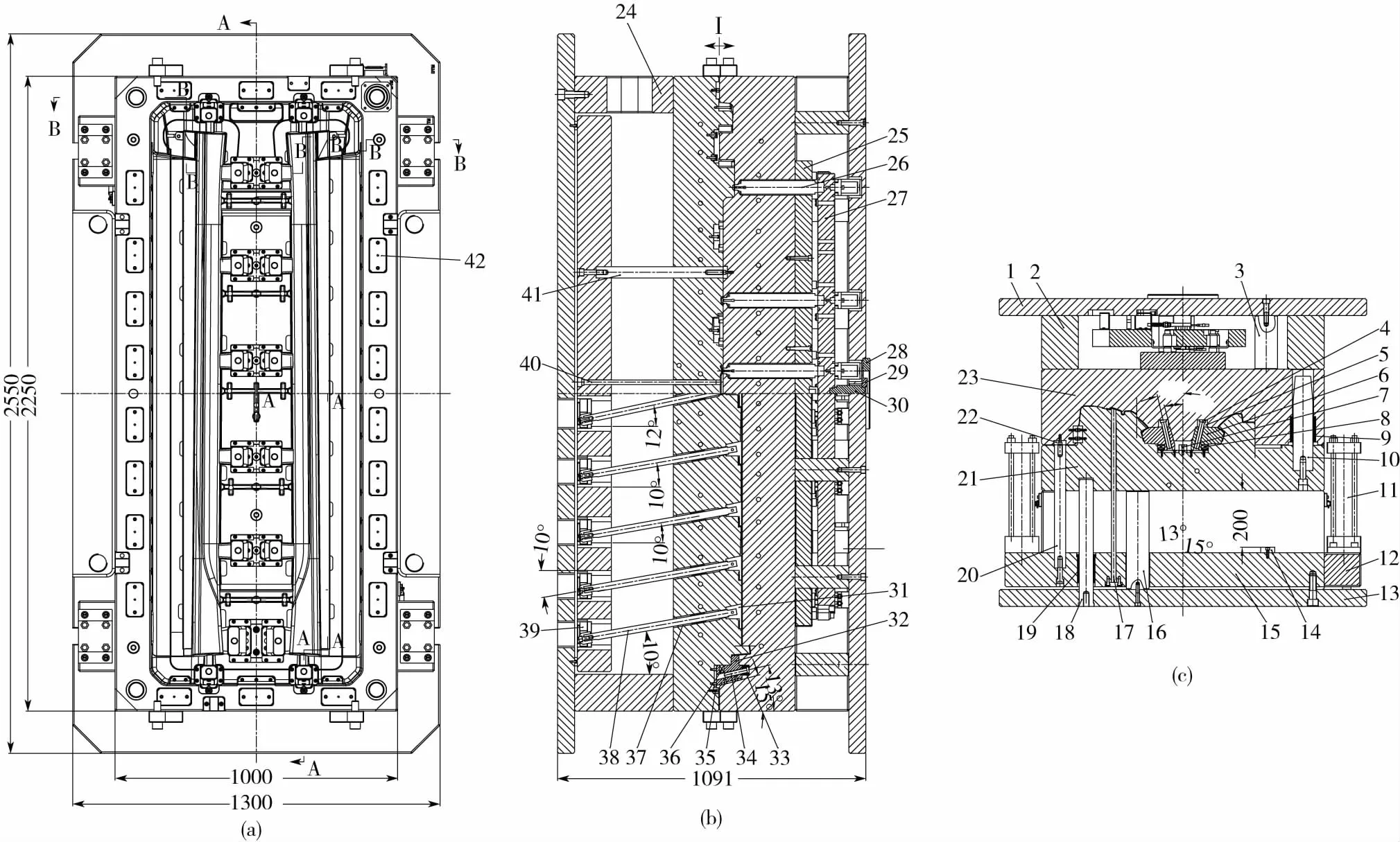
1—定模固定板 2—热流道框板 3、16—撑柱 4—内斜导柱 5—斜导柱固定板 6—内侧抽芯 7、35—定位块 8、36—定位弹簧 9—导套 10—导柱 11—油缸 12—油缸固定座 13—动模固定板 14—限位柱 15—推件固定板 17—推杆 18—推件固定板导柱 19—推件固定板导套 20、41—复位杆 21—动模B板 22—硬块 23—定模A板 24—方铁 25—二级热咀固定板 26—二级热咀 27—热流道板 28—定位圈 29—一级热咀压块 30—一级热咀 31—斜顶 32—外侧抽芯 33—斜导柱固定板 34—斜导柱 37—斜推杆导向套 38—斜推杆 39—斜推杆滑座 40—流道推杆 42—承压块(a)动模排位图 (b)A-A剖视图 (c)B-B剖视图图2 汽车侧裙板注塑模具结构图Fig.2 The injection mold stracture for automobile side aprons
2.1 成型零件的设计
汽车侧裙板注塑模具的定、动模均采用整体式,A、B板采用四面围边互锁定位的形式,这大大提高了模具的整体强度和刚性。定模板钢材选用预加硬塑胶模具钢718H,调质硬度为30~35 HRC;动模板钢材为预硬化塑料模具钢P20,调质硬度为30~33 HRC。
模具分型面顺滑无尖角锐边,无薄钢,加工方便,配模简单,封胶可靠。所有非成型转角均设计为圆角,防止应力开裂。分型面的配合面尺寸攸关模具的大小和寿命,通过计算,1模2腔的侧裙板注塑模具的锁模力约为1 200 t,模具分型面的封胶宽度取45 mm,封胶面以外的区域分型面全都避空1 mm,以降低制造难度和成本。在分型面避空处设计了22块承压块,承压块淬火处理,以保证模具受力均匀,提高模具寿命[3]。
2.2 浇注系统的设计2.2.1 进胶方案
鉴于以前其他车型侧裙板在注射成型过程中塑件经常出现的变形、熔接痕等缺陷,本文在浇注系统的设计过程中做了多处改进,采用了一些先进技术,包括热流道技术和顺序阀控制技术[4],制定了浇注系统的方案为:(1)因表面不允许进胶,热流道转普通流道;(2)采用5点进胶(G1~G5)的方式,其浇口位置见图3(a);(3)进胶顺序为G3→G2→G4→G1→G5,即先从中间进胶,然后依次从两边进胶,进胶顺序由顺序阀控制;(4)分流道截面为梯形,浇口采用侧浇口,见图3(b)。
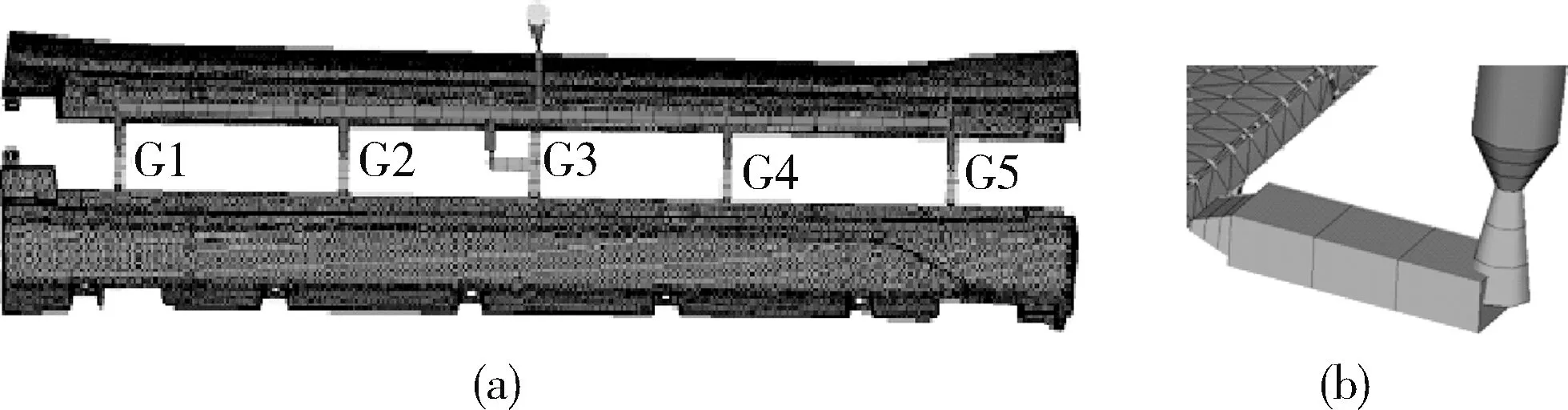
(a)进胶口位置 (b)侧浇口图3 汽车侧裙板的5点进胶口位置及侧浇口Fig.3 The hot runner injection gate with 5 points and the side gate for the side apron
2.2.2 模流分析
为了验证以上浇注系统的可行性和正确性,采用Moldflow软件根据以上方案进行模拟填充分析,结果见图4。图4(a)显示汽车侧裙板的填充时间为3.66 s,且填充均匀;图4(b)显示推荐的成型温度范围为200~250 ℃,塑件的流体温度范围为223~225 ℃,温差为2 ℃,在合理范围之内;图4(c)显示塑件填充+保压时间为20 s,浇口、流道的冻结情况及冻结时间合理,没有出现浇口处过早冻结,影响塑件保压补缩的情况;图4(d)显示塑件外观面无明显熔接痕;图4(e)显示塑件主体的体积收缩比较均匀,其判断依据为理想的体积收缩是塑件整体收缩均匀,局部的体积收缩不均是引起塑件翘曲、缩痕的主要原因;图4(f)显示塑件外观没有明显的缩痕。

(a)填充分析 (b)前沿温度分布,℃ (c)冻结层因子分布 (d)填充时熔接线分布图(e)体积收缩率分布,% (f)缩痕分布,mm图4 汽车侧裙板的模流分析Fig.4 Filling analysis of the side apron
模流分析显示,采用以上浇注系统方案时汽车侧裙板的充填效果良好,填充顺畅,填充压力比较小,塑件没有填充不足、熔接痕,没有严重困气,变形在公差范围之内,所定方案完全合理[5]。模具热流道浇注系统包括一级热射咀、二级热射咀、热流道板、顺序阀和相关电子配件,其立体图详见图5。
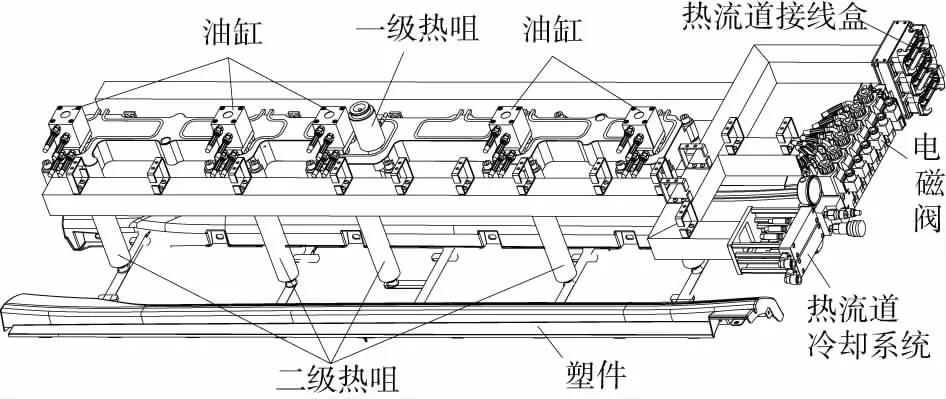
图5 汽车侧裙板模具热流道浇注系统Fig.5 The hot runner system with sequentialvalves for the side apron
2.3 侧向抽芯机构的设计
侧向抽芯机构是本模具最重要的核心结构之一。针对塑件外侧的8处倒扣(S1~S8),模具采用了8个“动模滑块+斜导柱”的抽芯机构,抽芯方向见图2和图6(a)。滑块的定位采用蓝弹簧加限位柱,安全可靠,而向下抽芯的滑块由于滑块自身的质量,所以不需要弹簧,采用限位柱限位[6]。为了提高模具寿命,方便模具的加工、维修,滑块底部和背部都设计了耐磨块,耐磨块与滑块之间设计了油槽,以减小摩擦力。
塑件内侧有L1~L15共15处倒扣,模具全部采用“内侧斜顶+斜推杆”的抽芯机构,抽芯方向见图2和图6(b)。内侧倒扣距离较长,最长为38 mm,安全脱模距离取5 mm,总抽芯距离达43 mm。因此本模具斜顶数量多,抽芯距离长,设计时需避免塑件脱模时因对斜顶包紧力过大而发生变形,同时还要避免所有斜顶沿同一方向抽芯,以防止塑件跟着斜顶移动。在汽车注塑模具设计中,防止塑件粘斜顶的方法有很多种,而汽车侧裙板的注塑模具主要采用加大塑件倒扣处的脱模斜度和将塑件的加强筋全部设计在模板或镶块上的方法来防止塑件粘斜顶。
(a)“动模滑块+斜导柱”的抽芯机构 (b)“内侧斜顶+斜顶杆”的抽芯机构图6 汽车侧裙板模具侧向抽芯机构立体图Fig.6 The side core pulling mechanism of the mold
汽车侧裙板模具的斜推杆直径全部为φ25 mm,钢材为SUJ2,并经过高频淬火处理。斜推杆底部通过螺钉固定在滑轮上,在模具底板相应位置设计过孔,这样可在不拆模具的情况下就能装拆斜顶。斜推杆导向套的长度为斜推杆长度的2/3,斜推杆顶出角度分别为10 °和12 (° )。
2.4 温度控制系统的设计
汽车侧裙板的长宽尺寸相差悬殊,塑件注射成型后容易变形,温度控制系统设计的好坏对模具的成型周期与成型质量具有很大的影响。本模具属于大型汽车注塑模具,冷却水道间距应严格控制在45~60 mm之间,冷却水管距离型腔面应控制在20~25 mm之间;冷却水流向需与料流方向一致,每个热射咀区域需重点冷却。对于长条形塑件,为了防止塑件翘曲变形,冷却水道设计成内外部均可连接的方式,注塑生产时还可根据塑件变形的缺陷调整冷却方式。
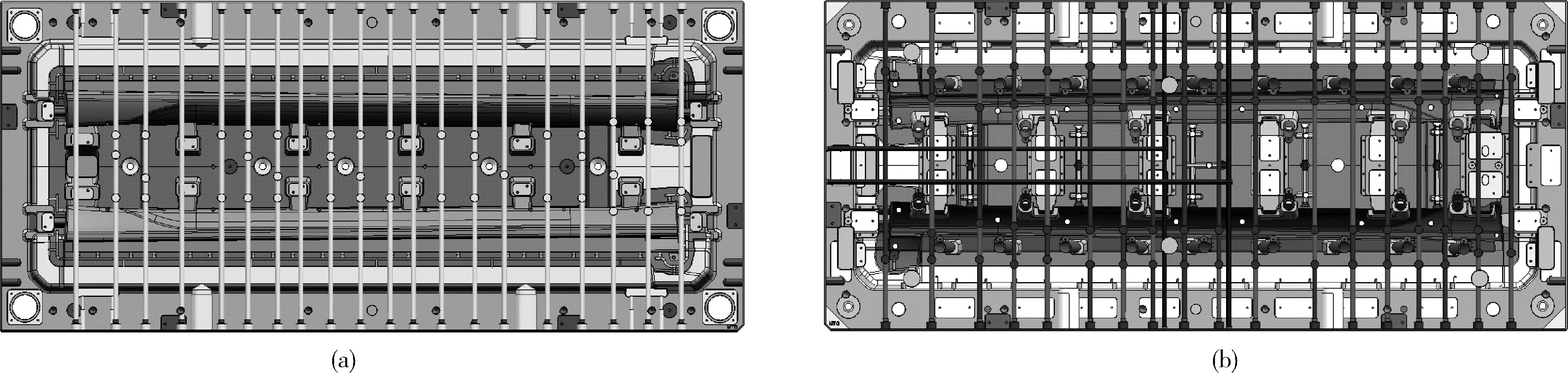
(a)定模冷却系统 (b)动模冷却系统图7 汽车侧裙板模具温度控制系统Fig.7 The temperature control system of the mold
汽车侧裙板模具的定模设计了20组水路,其排布方式见图7(a),动模设计了18组水路,其排布方式见图7(b)。由于模具为大型热流道模具,推件板由油缸驱动,因此模具既有水路,还有油路、气路和电路,它们的接头全部安装在非操作侧,按照电、气、水、油的顺序排列,避免相互干涉。侧裙板模具采用“直通式水管+隔片式水井”的组合冷却系统,进出水管的距离大致相等,水管直径为φ10 mm,水井直径为φ24 mm,冷却水管的面积达到了塑件面积的60 %。侧裙板模具温度高的地方,如热射咀附近,单独设计了一组冷却水路,而在塑件易出现熔接痕的位置都避免了冷却水经过。由于模具得到了均衡且充分的冷却,成型塑件的尺寸和外观质量均达到了设计要求,其注射周期控制在75 s之内,比此前同类型模具缩短了约5 s[7]。
2.5 液压系统的设计
模具包含4个顶出油缸,并固定在动模B板上。根据顶针面板和顶针底板的质量,基于常用的安全系数,油缸选用高压HOB油缸,缸径为φ80 mm,油缸顶出行程为220 mm,顶出油路设计在B板上,如图8所示。为保证顶出平衡,汽车侧裙板模具油路的长度差均不超过50 mm,油嘴间距均大于油管的弯曲直径,防止油管接不上。
2.6 导向定位系统的设计
汽车侧裙板模具的导向系统包括4个部分:(1)动、定模之间的4支圆导柱10,及与之相配合的4支圆导套9,其中导柱尺寸为φ70 mm×340 mm;(2)动模内对推件固定板导向的6支圆导柱18,及与之相配合的6支圆导套19,其中导柱尺寸为φ50 mm×450 mm;(3)侧向抽芯机构中滑块的导向T形槽;(4)圆形斜推杆的导向套37,其数量为30个。
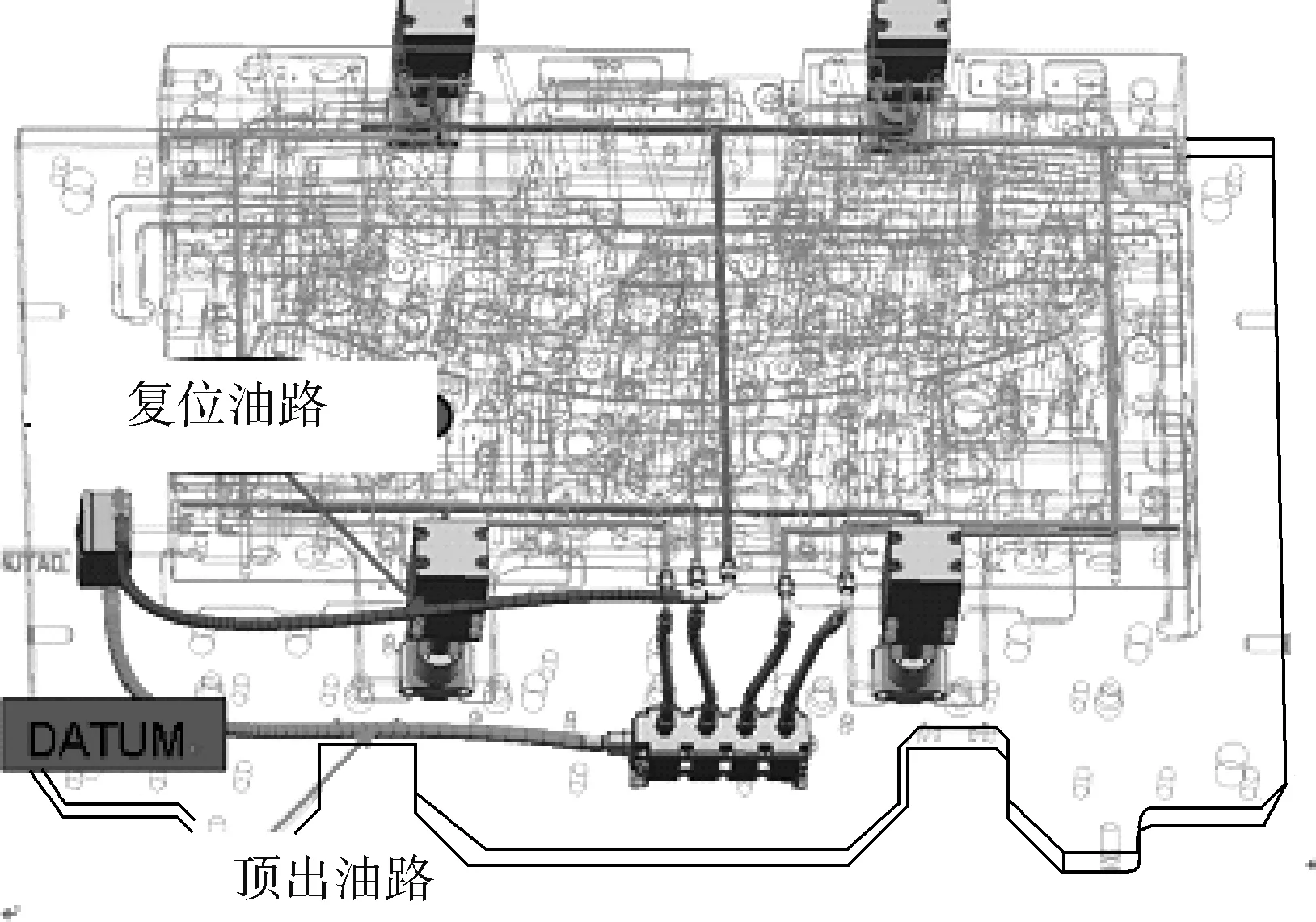
图8 汽车侧裙板模具顶出机构油路Fig.8 The oil pipe of the mold
定位系统也包括4部分:(1)8个1 °斜度的精定位,布置于模具内部靠型腔侧,每侧2个;(2)8个0 °精定位块(俗称边锁),布置于模具外侧,每侧2个;(3)滑块的定位块;(4)分型面四周的定位斜面,斜度为8 °,为提高模具寿命及方便维修,定位斜面上设计耐磨块。本模具的导向定位系统详见图2和图9。
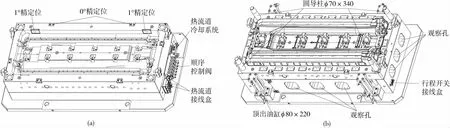
(a)定模立体图 (b)动模立体图图9 汽车侧裙板模具的导向定位系统Fig.9 The stereogram of the mould
由于模具有“滑块+斜导柱”的侧向抽芯机构,动、定模之间的导柱必须在斜导柱插入滑块前20 mm插入导套,否则在模具的制造和生产中可能会产生故障,严重时会损坏模具。
2.7 脱模系统的设计
本模具采用“推杆+斜顶+油缸顶出”组合脱模机构,模具在定、动模开模后,油缸通过液压驱动推件固定板,依靠推杆和斜顶推出塑件。合模之前,油缸驱动推件先复位,合模后,定模推动6支复位杆,所有推杆及斜顶准确复位(这是因为油缸内的液体为非刚性体,无法保证推件固定板的准确复位)。由于定模A板硬度远小于复位杆的硬度,在反复的撞击后易出现凹坑,因此在二者接触的地方设计了一块硬块22(见图1),垫块直径比复位杆直径大2 mm,材料为45#钢(或S50C),淬火至硬度为45 HRC。
汽车侧裙板属于大型塑件,推杆直径全部取φ16 mm,数量为31支,其中包括流道推杆11支(注意在斜顶30 mm之内不能设置推杆,避免相互干涉)。汽车侧裙板内外表面属于复杂的空间曲面,所有推杆的固定端必须设计止转结构,且顶出端曲面上必须设计网格槽,避免顶出时推杆打滑导致塑件变形。推件固定板导柱要布置在推出力大的推出元件(如油缸、复位杆等)附近,而为了简化模具结构,提高模具刚性,汽车侧裙板模具只采用了一块推件固定板,而没有推件底板。
2.8 模具排气系统的设计
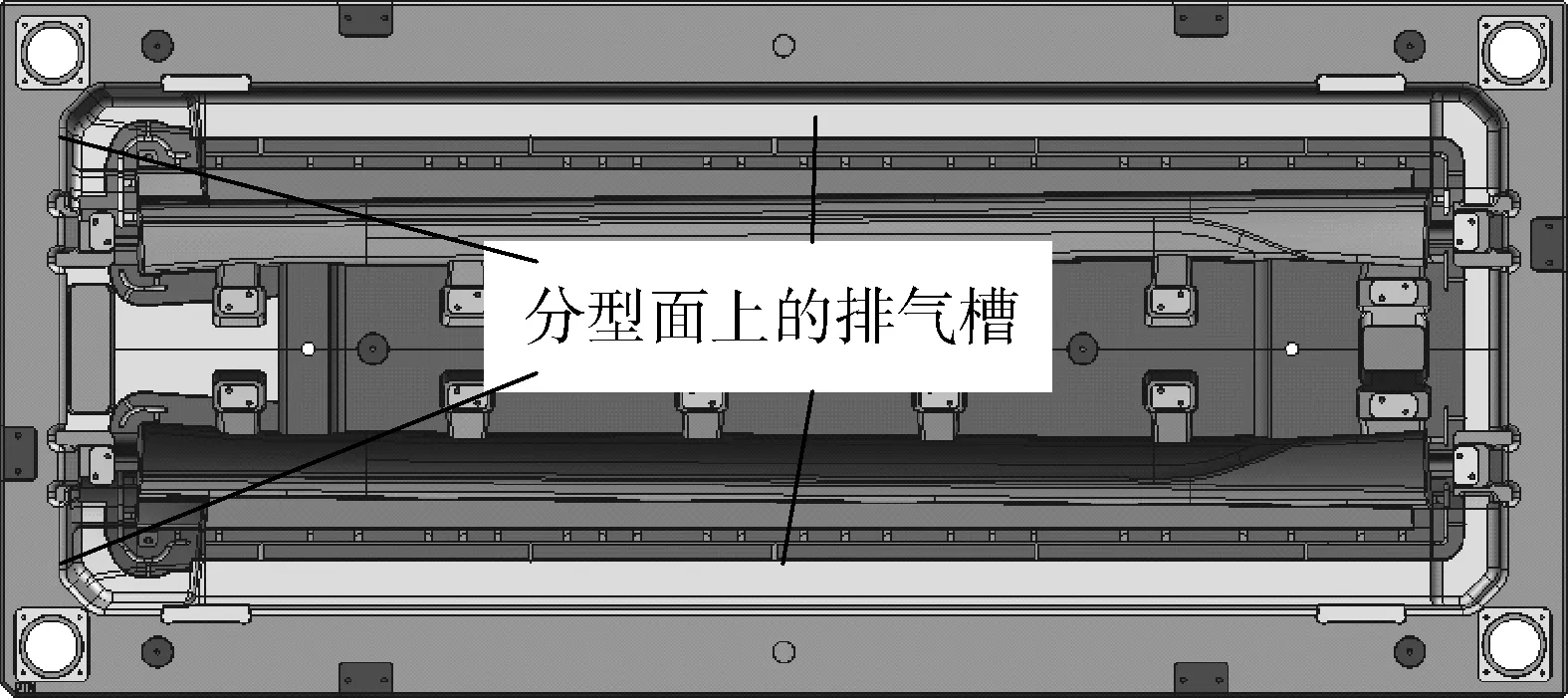
图10 汽车侧裙板注塑模具排气系统Fig.10 The exhaust system of the mould
汽车侧裙板属于大型外饰件,模具型腔内空气较多,熔体填充时若气体不能及时排除,就会在塑件表面产生气纹、熔接痕或因填充不良而影响制品外观,或在塑件内部产生气泡而影响制品的强度。模具的排气槽都开设在型腔靠模具外侧的周围,详见图10。排气槽总数量为58处,宽度均为10 mm,深度为0.05 mm。所有排气槽均与外部贯通,排气槽与排气槽之间的距离应均匀合理,控制在60~80 mm之间,模具分型面上的排气槽全部开设在定模A板上。
3 模具的工作过程
熔体通过一级热射咀30进入热流道板27,再由顺序阀控制的二级热射咀26进入模具分型面上的普通流道,最后经侧浇口进入模具型腔。熔体充满型腔后,经保压、冷却和固化至足够刚性后,注塑机拉动模具的动模固定板13,模具从分型面Ⅰ处打开,在开模过程中,动模侧的16个滑块6、32分别在斜导柱4、34的作用下进行侧向抽芯;分型面Ⅰ打开距离500 mm完成开模行程后,油缸启动,通过液压推动推件固定板15,在此过程中斜顶与塑件倒扣分离,同时和推杆一起推动成型塑件推离动模;塑件推出距离200 mm后,由油缸控制;塑件取出后,油缸拉动推件及其固定板复位,接着注塑机推动动模合模,模具开始下一次注射成型。
4 结论
(1)汽车侧裙板注塑模具通过采用一副顺序阀控制5点进胶的热流道浇注系统成功解决了大型塑件熔体填充困难,容易产生填充不良、熔接痕等问题,成型周期控制在75 s之内,塑件尺寸精度达到了MT4;
(2)模具采用“动模滑块+斜导柱”、“内侧斜顶+斜顶杆”的侧向抽芯机构以及“推杆+斜顶+油缸顶出”组合脱模机构,成功解决了汽车侧裙板倒扣多、脱模难、脱模力大的难题;本模具自放产以来,由于各机构设计先进合理,模具运行稳定可靠,成型塑件各项技术指标均符合要求。
[1] 张维合.注塑模具设计实用手册[M].北京:化学工业出版社,2011:112-177.
[2] 张维合.注塑模具设计经验技巧与实例[M].北京:化学工业出版社,2015:67-82.
[3] 万鹏程.汽车保险杠注塑模浇注系统设计与成型参数优化[M].昆明:昆明理工大学出版社,2011:58-75.
[4] 陈剑玲.茶饮杯螺旋底盖侧抽芯热流道注塑模具设计[J].中国塑料,2015,29(9):92-96.
CHENG J L. Design of Injection Moulds with Core-pulling Mechanism and Hotrunner System for Screwed-bowl-covers[J]. China Plastics, 2015,29(9):92-96.
[5] 程 美.基于Moldflow的汽车盒体件注塑模具设计[J].中国塑料, 2016,30(2):104-108.
CHENG M.Injection Mold Design of Auto Parts Based on Moldflow[J]. China Plastics, 2016,30(2):104-108.
[6] 高 慧,张文兵,沈建新,等.汽车油箱密封盖注塑模具的研制[J].中国塑料,2015, 29(11): 113-116.
GAO H,ZHANG W B,SHEN J X, et al.Development of Injection Molds for Automobile Fuel Tank Sealing Covers[J]. China Plastics, 2015,29(11):113-116.
[7] 张维合.汽车注塑模具设计要点与实例[M]. 北京:化学工业出版社,2016:23-45.
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03 07:39:14
模具工业(2022年6期)2022-06-20 13:25:24
轨道交通装备与技术(2020年5期)2020-11-02 12:13:12
模具制造(2019年9期)2019-10-26 03:03:34
模具制造(2019年12期)2019-03-06 12:42:02
城市轨道交通研究(2018年9期)2018-09-27 08:17:40
橡塑技术与装备(2018年14期)2018-07-20 03:21:58
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
工业设计(2016年6期)2016-04-17 06:42:47
