
大角度斜顶结构分析及优化方案
2019-03-06 12:42姚达明
模具制造 2019年12期
姚达明
云浮技师学院(广东云浮 527300)
1 斜顶结构的基本组成
斜顶即是斜向顶出机构,是顶出和抽芯同时完成的结构,其基本组成是斜顶主体,导向块和斜顶座,如图1所示。模具顶出时,斜顶在导向块的限制下只能斜着向上移动,根据运动的分解可知,斜向运动L可以分解为竖直运动H和水平运动S,其中竖直运动H的作用是顶出,水平运动S的作用是侧抽芯。根据三角函数可知:

式中 T——塑件中的倒扣长度
2 斜顶在实际运用中出现的问题
在模具的实际生产过程中,会出现斜顶弯曲甚至断裂的情况。
通过具体的实例分析,一般是出现了以下两种情况:①塑件内的空间不足,斜顶薄弱导致弯曲;②塑件内的倒扣T值越大,斜顶倾角α或者顶出行程H也越大。设计者必须根据模具的具体情况,如模内空间,注塑机尺寸等,对α和H的取值做一个平衡。
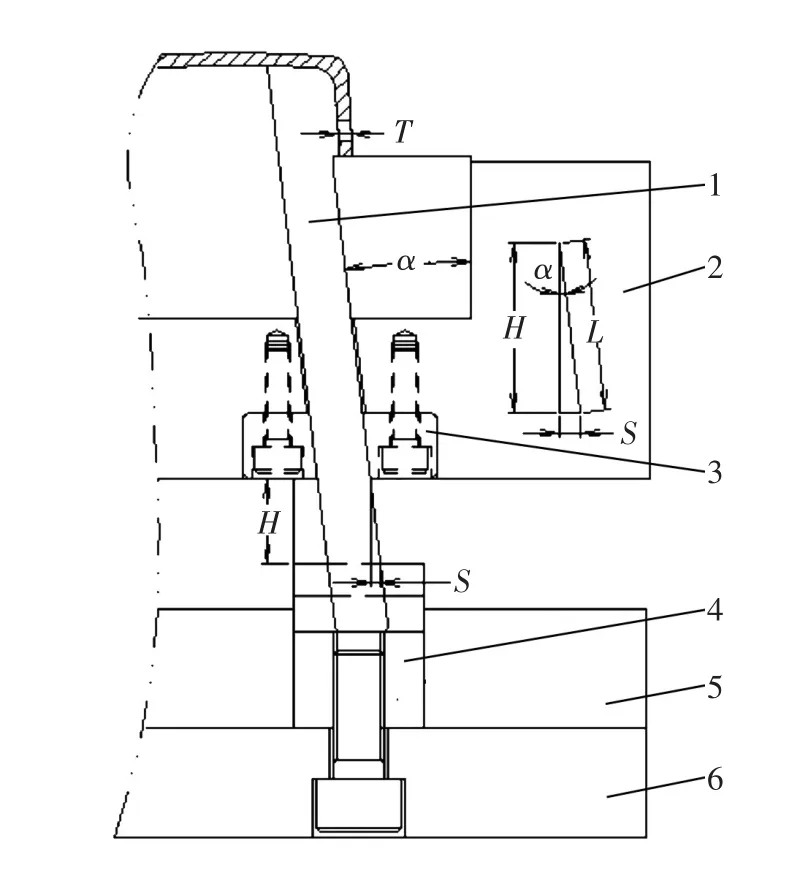
图1 导向块和斜顶座
斜顶的弯曲变形可以理解为外力对斜顶的力矩超过了它的屈服强度。斜顶的屈服强度可以通过加大材料厚度或热处理的方式来增强,本文只讨论在斜顶本身屈服强度不变的情况下,在结构上进行优化改善。
3 受力分析
一个常规斜顶(见图2),顶出时受到竖直方向的力F,把斜顶看作一根杠杆,从斜顶座到导向块的距离就是杠杆长度L,由受力分析(见图3),可得斜顶受到的力矩M为:力矩等于垂直于杠杆的作用力乘杠杆长度或力矩等于作用力乘力臂,即

由公式可知,在作用力F不变的情况下,斜顶受到的力矩M与倾角α和长度L有关。再由正弦曲线(见图4)可知,α值越大,M值越大,斜顶也越容易被弯曲变形。
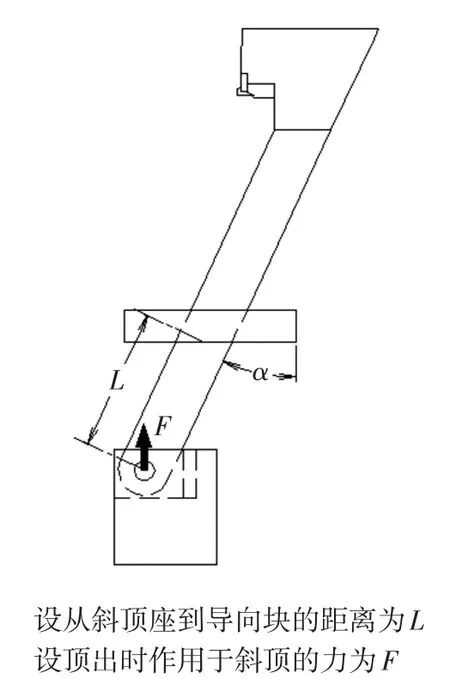
图2 斜顶
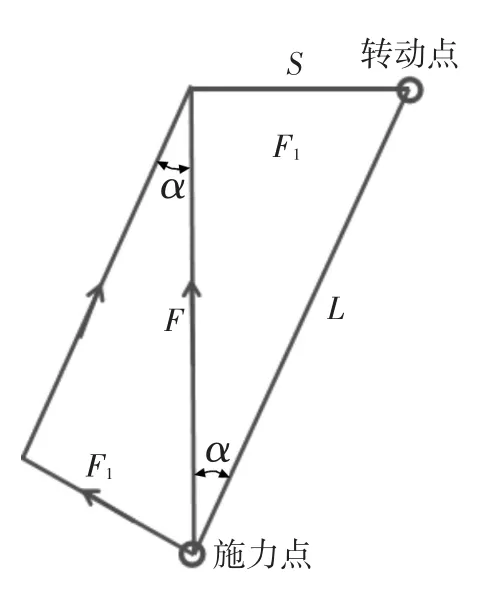
图3 斜顶受力分析
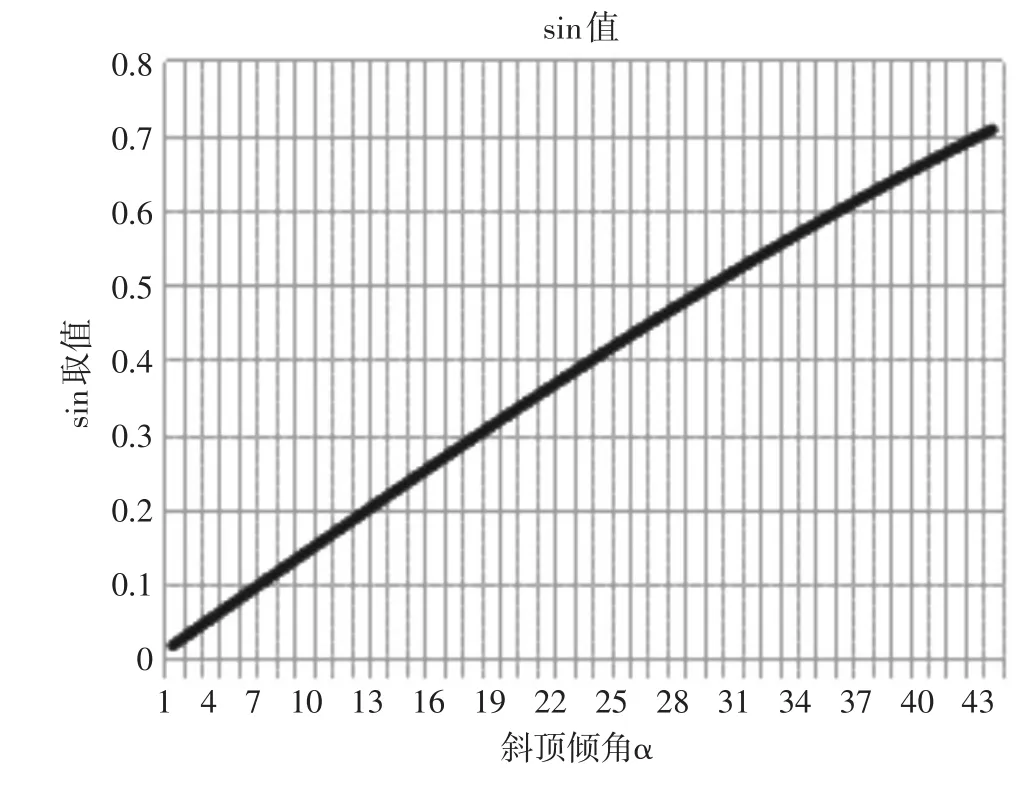
图4 斜顶受力正弦曲线
4 常用解决方案
4.1 DMS斜顶
DMS斜顶是标准斜顶(见图5),它的优点是将斜顶的水平滑动转变成斜顶座在销钉上的滑动,大幅减少了斜顶座滑动的摩擦力,使斜顶运动更顺畅,不易受力折弯。它的最大倾角可以做到18°,大于普通斜顶的12°,缺点是加工复杂,并受限于销钉直径,不能承受比较大的压力。
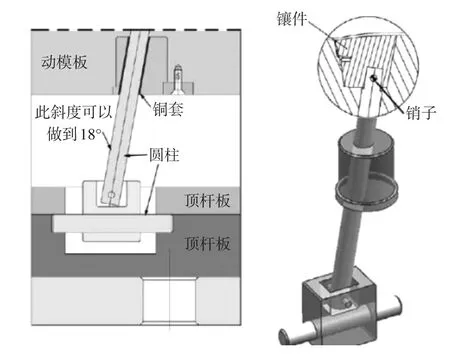
图5 DMS的标准斜顶
4.2 DME斜顶
这种是美国的标准件厂商DME公司采用的大角度斜顶方案(见图6、图7)。它同样将斜顶的水平滑动转变成斜顶座的滑动,不同的是增加了一支导向杆穿过斜顶座。导向杆的倾角跟斜顶一致,使原本作用在斜顶杆上的力矩转移到了导向杆身上。只要导向杆不弯曲,斜顶也不会损坏,最大角度可以做到30°。这种结构也有缺点:一是占据了大量的模具空间,会影响顶杆的位置排布;二是它的加工更复杂,精度要求高,费用比较昂贵。
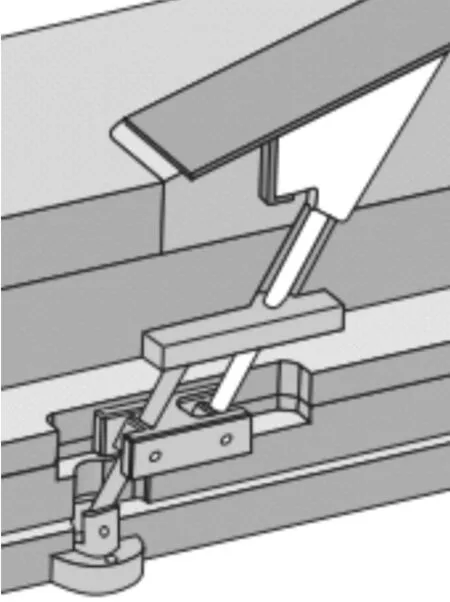
图6 大角度斜顶方案
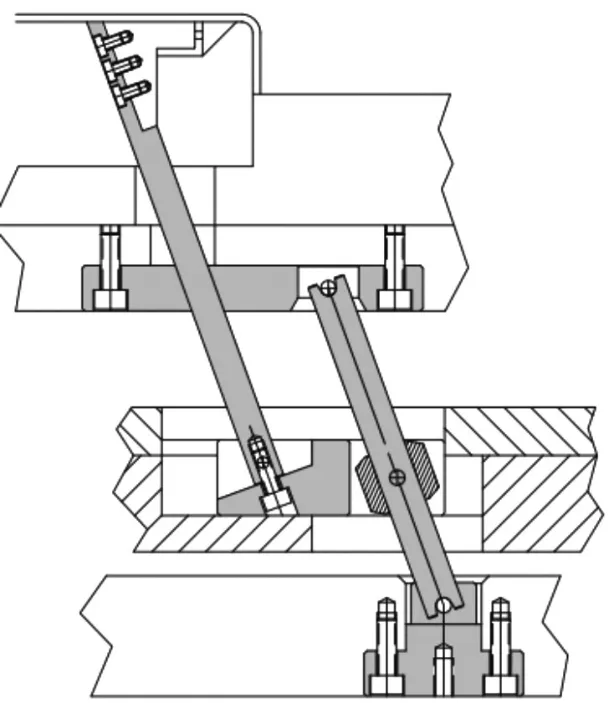
图7 大角度斜顶解剖图
5 斜顶结构优化方案
5.1 结构分析
斜顶座两侧做压脚,可以在顶杆板内水平滑动,另一侧通过T槽套在导向块上,导向块锁在固定板,T槽角度跟斜顶倾角α一致。顶出时,斜顶座只能沿着T槽斜向运动,同时带动斜顶斜向顶出,优化后斜顶结构如图8、图9所示。
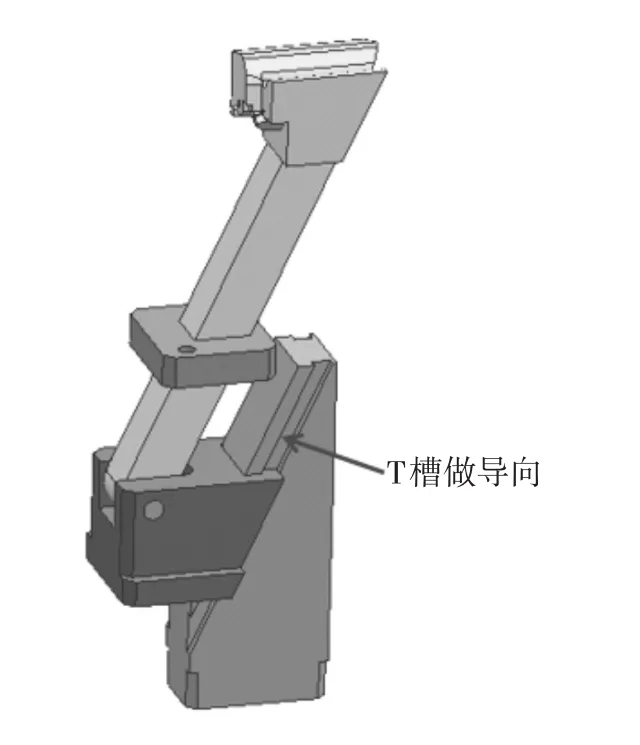
图8 斜顶斜向顶出过程示意图
5.2 受力分析
在不改变斜顶角度α的情况下,为了减少它的力矩,可以改变作用力F的方向。由于斜顶座的运动方向跟斜顶方向一致,所以斜顶座对斜顶的作用力F平行于斜顶方向,此时作用力F跟运动方向L的夹角α=0,如图10所示。其力矩M=F×sinα×L=F×sin0×L=0。
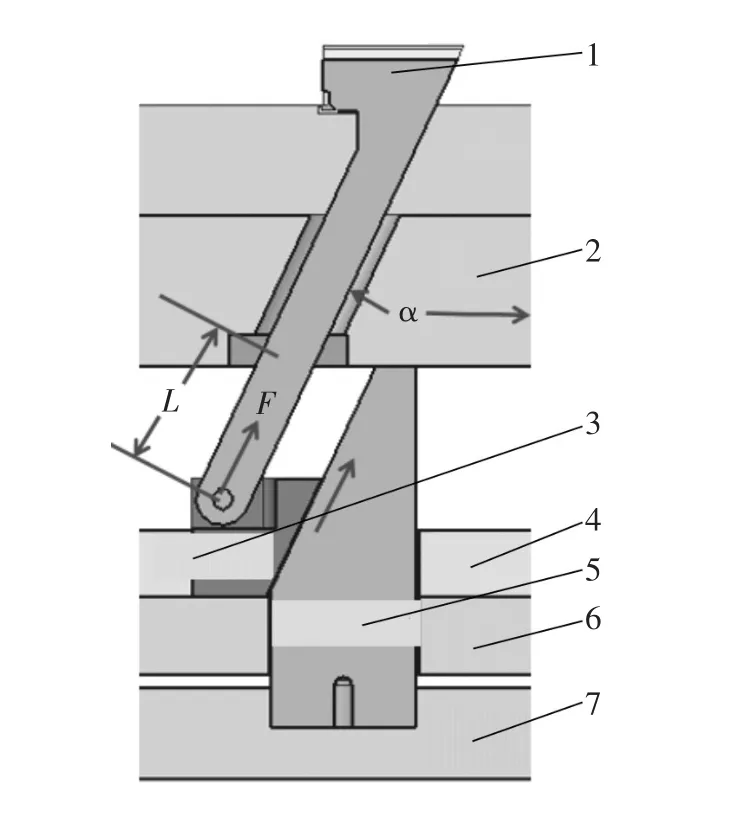
图9 斜顶斜向顶出过程示意图
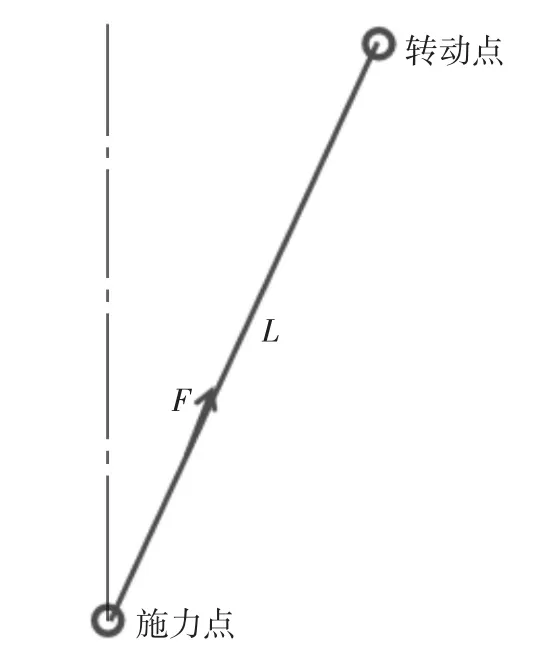
图10 斜顶斜向顶出受力示意图
6 结论
实际运用中由于装配间隙,摩擦力等因素,斜顶座运动有延迟,斜顶实际上受到的力矩也不可能为0。只要保证了斜顶杆适当的强度,在斜顶座和T形导向块不损坏的情况下,这个结构是很可靠的,它的优点也很明显,加工方便,占用空间小,能够很好的保证强度。在实际运用中,该斜顶倾角也可做到30°。
猜你喜欢
北京汽车(2021年3期)2021-07-17
科学大众·小诺贝尔(2021年10期)2021-01-22
军事文摘·科学少年(2020年3期)2020-03-26
电子制作(2019年9期)2019-05-30
山东工业技术(2016年15期)2016-12-01
故事作文·低年级(2016年11期)2016-11-29
中学生数理化·高三版(2016年2期)2016-09-10
小学教学研究·新小读者(2016年7期)2016-07-15
中学生数理化·高二版(2016年6期)2016-05-14
科学中国人(2016年35期)2016-01-28
