
挤出加工方法对制备PP/PET原位微纤共混物微观形态的影响
2018-03-30 08:18王益龙娜迪热加沙热提
中国塑料 2018年2期
刘 欢, 王益龙,刘 冰,娜迪热·加沙热提
(大连理工大学化工学院,辽宁 大连 116024)
0 前言
在聚合物中通过挤出加工共混入具有一定长径比的玻璃纤维,会显著提高材料的拉伸强度和模量,但同时却降低了材料的冲击强度,并且还会造成加工设备的严重磨损[1]。为了克服这一缺点,近些年发展起来的一种原位微纤共混物的生产技术,它能在加工时控制共混物的微观形态,使易成纤的分散相在熔融加工过程中由于受到外界的剪切拉伸作用而使之发生变形、取向,就地形成直径很小的微纤[2]。众所周知,在高于2种聚合物熔点以上的加工温度下对其进行熔融挤出共混,可使2种聚合物形成宏观不分相的连续体,这种连续体会由于加工方法的不同而形成“海 - 岛”结构、微纤共混物[3-4]等不同的微观形态,进而将极大地影响共混物的力学性能[5]。
随着日常生活中各种塑料制品的普遍使用,回收再加工的塑料制品必然是熔点高低各不相同的塑料混合物,因而研究开发适合于工业化、操作工艺简单、低能耗的原位微纤复合材料的生产技术,对国家的可持续发展、资源循环使用有着重要的意义[6]。本文试图采用不同螺杆结构的单螺杆挤出机和双螺杆挤出机,研究PP/PET挤出产物的微观形态和形成微纤的可行性,探索简单易行的生产原位微纤共混物的方法。
1 实验部分
1.1 主要原料
PP,T3OS,中石油大连石化分公司;
PET,65-K,特性黏度为0.65 dL/g,辽阳化纤集团有限公司;
二甲苯、四氯乙烷,分析纯,天津博迪化工股份有限公司;
苯酚,分析纯,四川天福精细化工有限公司。
1.2 主要设备及仪器
双螺杆挤出机,CTE35,螺杆直径为35 mm,长径比为36,科倍隆科亚(南京)机械有限公司;
单螺杆挤出机,螺杆直径为35 mm,长径比为25,自行设计配备了三段式螺杆、头部有直槽混炼件的螺杆、强剪切机头等配件,自制;
电子分析天平,BS223S,德国Sartorius公司;
熔体流动速率仪,XNR-400A,承德试验机有限公司;
扫描电子显微镜(SEM),NOVA Nano 450,美国FEI公司;
压片制样机,自制;
混料机,自制。
1.3 样品制备
熔融共混制备PP/PET共混物:按表1比例称量所需的PP和PET颗粒,用混料机简单混合,装袋备用;设定单螺杆挤出机或双螺杆挤出机的加工工艺条件,包括螺筒温度、机头温度和螺杆转速,其中采用双螺杆挤出机时,螺筒温度为240、250、260、260、260、265、260、240 ℃,螺杆转速为100 r/min;采用配有三段式螺杆的单螺杆挤出机或配有直槽混炼件螺杆的单螺杆挤出机时,螺筒温度和机头温度分别设为220、240、260、250 ℃(机头),螺杆转速为50 r/min;采用传统熔融挤出 - 热拉伸 - 淬冷工艺或强剪切机头的单螺杆挤出机时,螺筒温度和机头温度分别设为220、240、260、230 ℃(机头或强剪切机头),螺杆转速为50 r/min;随后先用PP原料进行清膛,待挤出的料纯正无杂质后,用色母粒标记测量物料的停留时间,完毕后依次加入配好的预混料进行挤出、冷却水冷却、切粒机切粒,并按预先测定的物料停留时间分别截取产物;

表1 实验配方 %
熔融热压制备样条:称取约20 g产物颗粒放入30 mm×30 mm×3 mm的模具中,使用压片制样机压制样条,温度为230 ℃,保压加热5 min,冷却,取出样片,用手据将其据成30 mm×10 mm×3 mm的样条;
SEM分析的反向刻蚀制样:将待测样条置于液氮中深冷30 min,然后用镊子取出,迅速用两把尖嘴钳将其掰断;将脆断的试样置于烧杯中,加入苯酚/四氯乙烷(质量比1/1)混合溶剂,加热至80 ℃刻蚀6 h,将低温脆断面上的分散相PET溶解刻蚀掉,只留下PP连续相,取出样条烘干,切取断面,备用;
SEM分析的正向刻蚀制样:用聚四氟乙烯密封带将低温脆断的样条紧紧包裹,只裸露出断面,用夹具夹住,不断地在沸腾的二甲苯中搅动,使断面上的连续相PP溶入二甲苯中,露出共混物中的微纤,刻蚀8 min后,剥去聚四氟乙烯带,放入真空烘箱中真空烘干,切取刻蚀好的断面,标号备用。
1.4 性能测试与结构表征
SEM分析:将刻蚀好的试样用导电胶固定在样品台上,真空喷金处理,使用SEM观察试样断面的微观形态,测试电压为15 kV。
2 结果与讨论
2.1 双螺杆挤出机
采用双螺杆挤出机制备的共混物PP/PET(90/10)和PP/PET(80/20)经反向刻蚀后的SEM照片如图1所示,从图中可以看出,使用双螺杆挤出机挤出的PP/PET共混物的SEM照片上有许多深度较浅且均匀分布的圆形孔洞,说明被刻蚀掉的PET都是以球状物的形态均匀地分散在PP的连续相中,且没有看到纤维状物,说明使用双螺杆挤出机不能使PP/PET产生原位微纤。

PP/PET共混物:(a)90/10 (b)80/20图1 双螺杆挤出机挤出PP/PET共混物的微观形态(×3 000)Fig.1 Micro-morphology of PP/PET blends extruded by the twin screw extruder(×3 000)
2.2 配有三段式螺杆的单螺杆挤出机
使用配备三段式螺杆的单螺杆挤出机制备的PP/PET(80/20)共混物,经反向刻蚀后的SEM照片如图2所示,从图中可以看出,使用配备三段式螺杆的单螺杆挤出机挤出的PP/PET(80/20)共混物的微观形态与使用双螺杆挤出机的效果一样,PET都是以球状的形态均匀地分散在PP的连续相中,其中最大的球径为7 μm,平均球径约为5 μm,且没有发现生成微纤的痕迹。
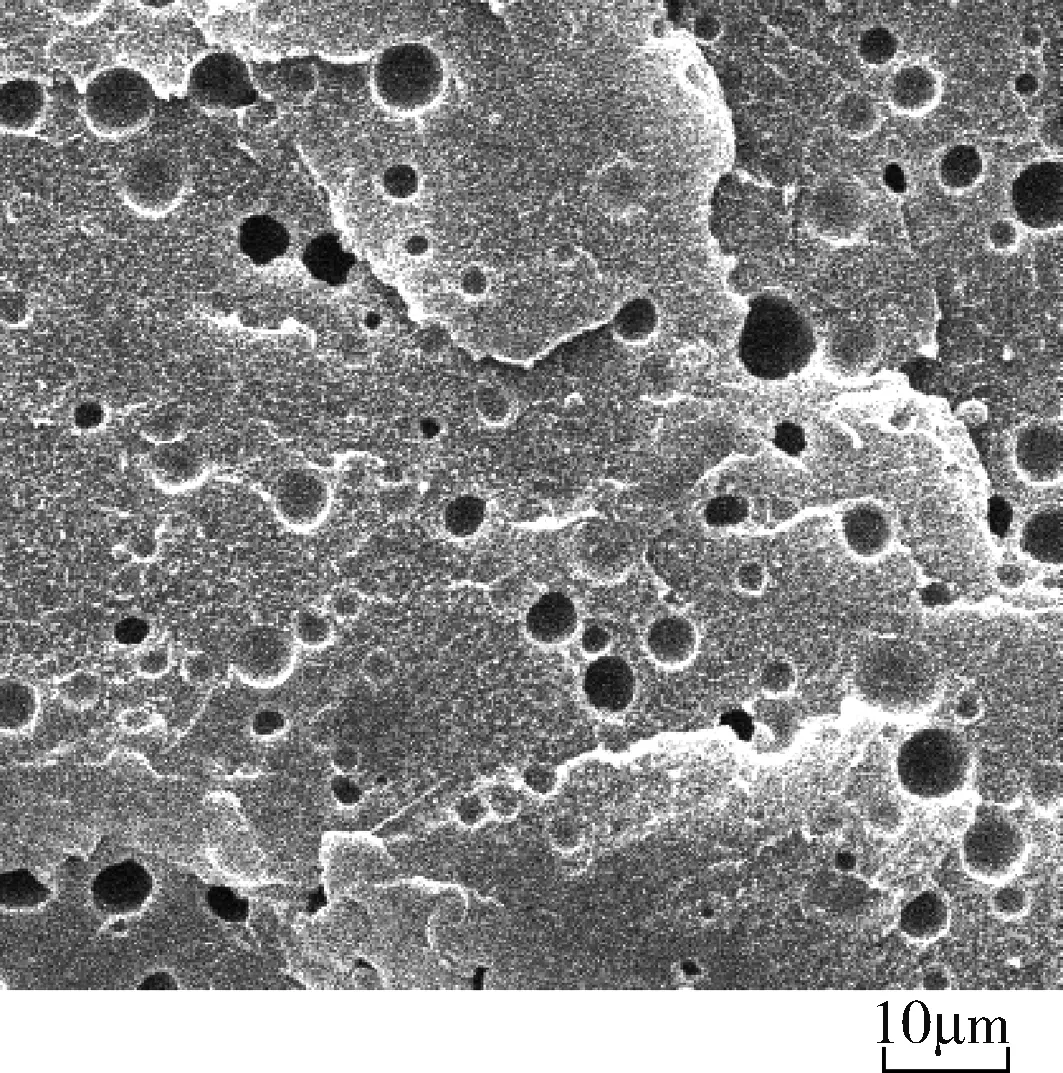
图2 三段式螺杆的单螺杆挤出机挤出PP/PET共混物的微观形态(×3 000)Fig.2 Micro-morphology of PP/PET blends extruded by the three-zone screw extruder(×3 000)
2.3 头部有直槽混炼件螺杆的单螺杆挤出机
采用头部有直槽混炼件(Maddock屏障型混炼件)螺杆的单螺杆挤出机进行挤出实验,其挤出产物的微观形态,如图3所示。从图3(a)中可以看出,有部分PET仍然以球状分布在PP的连续相中,但其中有短而粗的微纤生成,且微纤的数量较少。将样品断面采用正向刻蚀去掉连续相PP,露出生成的微纤,如图3(b)所示,可清楚地看到原位生成的短而粗的微纤。出现这种现象的原因可能是由于物料在螺杆的槽中输送前进时,PET先分散成球状,当通过螺杆头部的直槽混炼件时,球状分散的PET微球受到直槽混炼件过料狭缝的强烈剪切拉伸作用,使部分PET拉伸成短而粗的微纤。
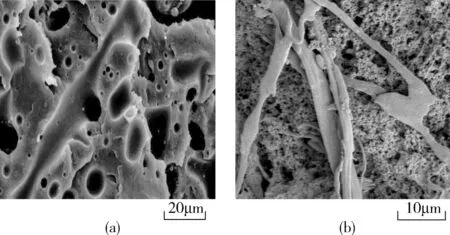
(a)反向刻蚀,×1 000 (b)正向刻蚀,×5 000图3 使用头部有直槽混炼件螺杆的单螺杆挤出机挤出PP/PET的微观形态Fig.3 Micro-morphology of PP/PET blends extruded by the single-screw extruder with a three-zone screw
2.4 熔融挤出 - 热拉伸 - 淬冷工艺
传统的原位微纤制备工艺,即熔融挤出 - 热拉伸 - 淬冷工艺,如图4所示。其中挤出机采用螺杆头部有直槽混炼件的单螺杆挤出机,且在此工艺中需用到2台拉伸机,其中第二台拉伸机的牵引速度与第一台拉伸机的牵引速度之比为3,控温加热炉的温度控制在80~100 ℃,采用该工艺方法所得的PP/PET(80/20)共混物的SEM照片如图5所示。
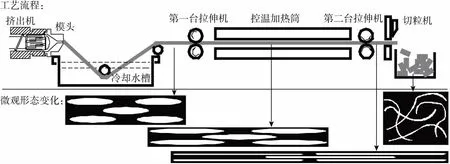
图4 熔融挤出 - 热拉伸 - 淬冷法工艺和微观形态变化的示意图Fig.4 Process of single-screw extrusion-hot stretching-quenching and corresponding micro-morphological changes
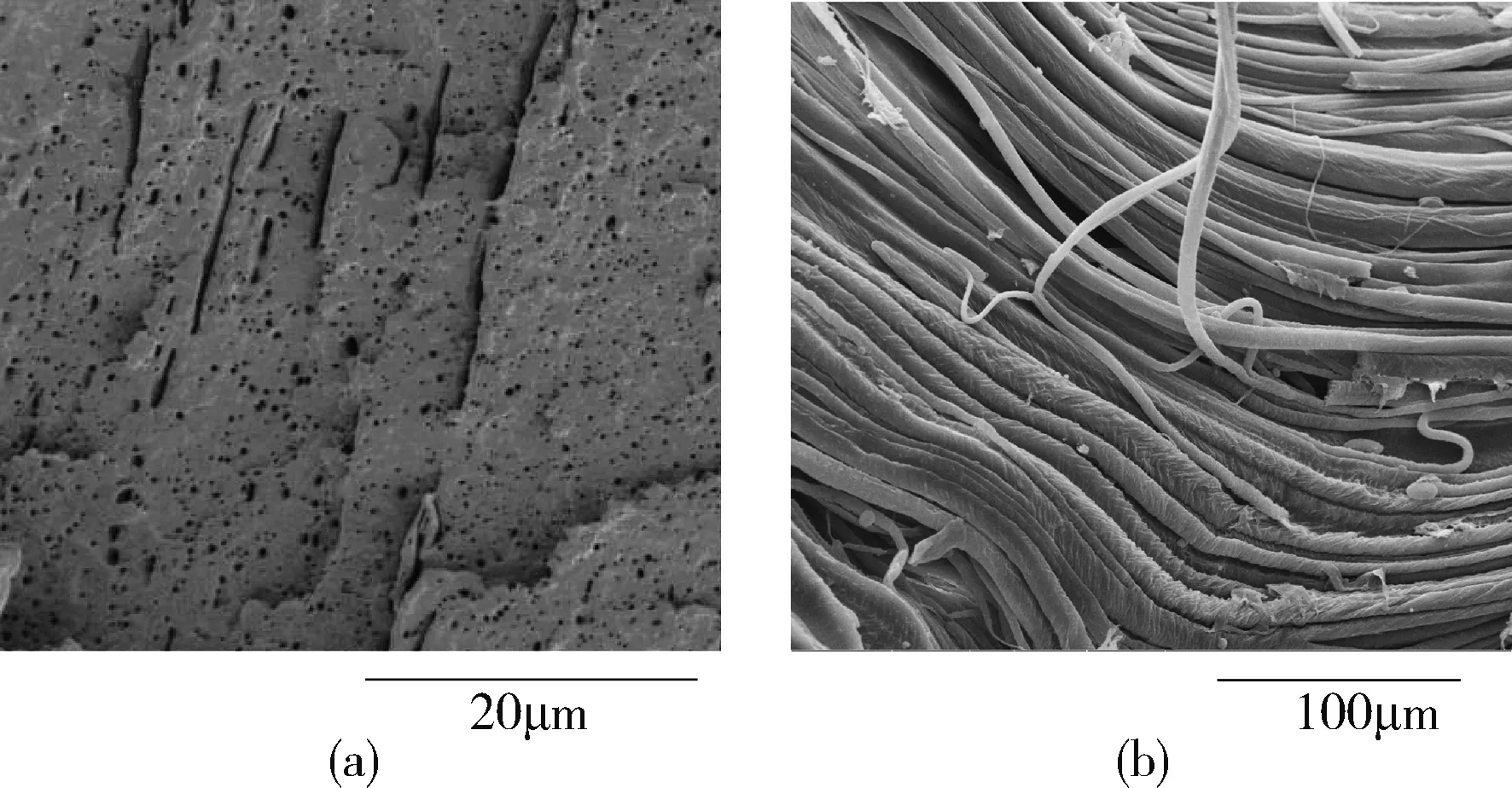
(a)反向刻蚀,×1000 (b)正向刻蚀,×1000图5 熔融挤出 - 热拉伸 - 淬冷工艺挤出产物的SEM照片Fig.5 SEM of samples prepared by single-screw extrusion-hot stretching-quenching
从图5(a)中可清晰地看到,断面上存在部分纤维从基体上被溶掉的痕迹,且可见PET均匀的分布在连续相中。在断面上还存在着许多不同形状的凹洞,其中椭圆形的凹洞可能是斜放的微纤被溶去留下的孔洞,正圆形孔洞有可能是垂直于断面的微纤被溶去而形成的,也有可能是PET以球状形态分散造成的。此外,从图中还可判断出微纤的直径约为5 μm。
图5(b)是沸腾的二甲苯溶解掉连续相PP后,使有一端被固定在基体上的微纤堆积的情况,可清晰看出,表面裸露出大量细而长的PET微纤,其纤维的长径比较大,平均超过了20,微纤直径约为 5 μm。
2.5 带有强剪切机头的单螺杆挤出机
2.4节中的传统熔融挤出 - 热拉伸 - 淬冷工艺虽然可以制备出原位微纤共混物,但需要过多的辅助设备才能完成,如一台螺杆直径为90 mm的工业挤出机,其机头可同时挤出15根样条,则需30台拉伸机、15个恒温加热炉和一台切粒机才能完成;另外该工艺的设备运行时经常出现断条现象,工艺操作上也有相当的难度,因而采用传统熔融挤出 - 热拉伸 - 淬冷的方法进行工业化生产难度大。为克服这一问题,本文根据微观形态控制的原理,在单螺杆挤出机的头部设计制造了强剪切机头,其空间构成如图6所示。图6中的驱动棒(由可无级调速的直流减速电机驱动旋转)带动转子按一定的速度转动,当熔融共混好的物料由螺杆输送到机头时,会通过由机头连接部和转子形成的狭缝,由于转子的转动会给物料一个强剪切拉伸作用,从而使原来以球状分散的PET拉伸变形成为微纤,有可能简化原位微纤的生产工艺。
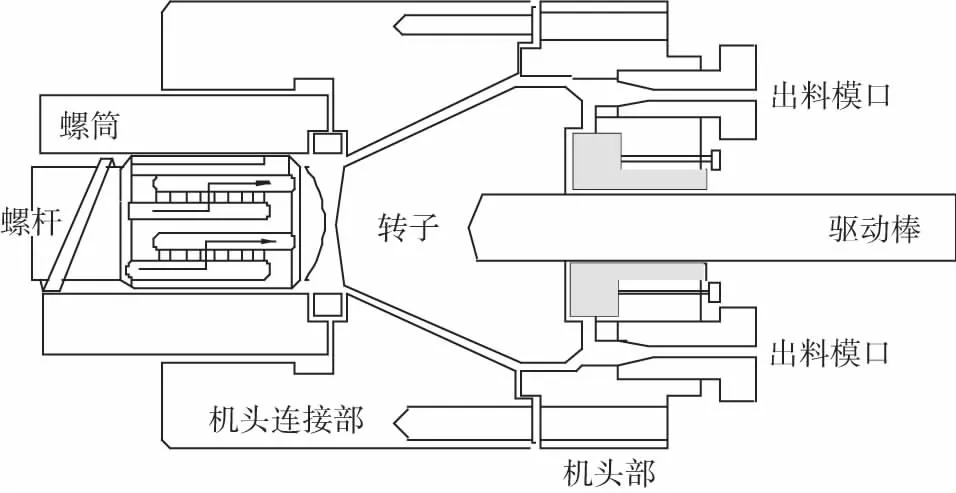
图6 强剪切机头在挤出机上的安装位置及其组成Fig.6 Installation site of a high shear head in the single screw extruder and its main component

图7 带有强剪切机头装置的生产原位微纤的工艺流程Fig.7 Process of in-situ microfiber preparation with a high shear head
由图6的强剪切机头和其他相关设备组成如图7的生产线,按照设定的实验条件进行挤出。其中,控制转子转速为25 r/min,牵引切粒速度为20.6 cm/s,所得样品颗粒的微观形态如图8所示。
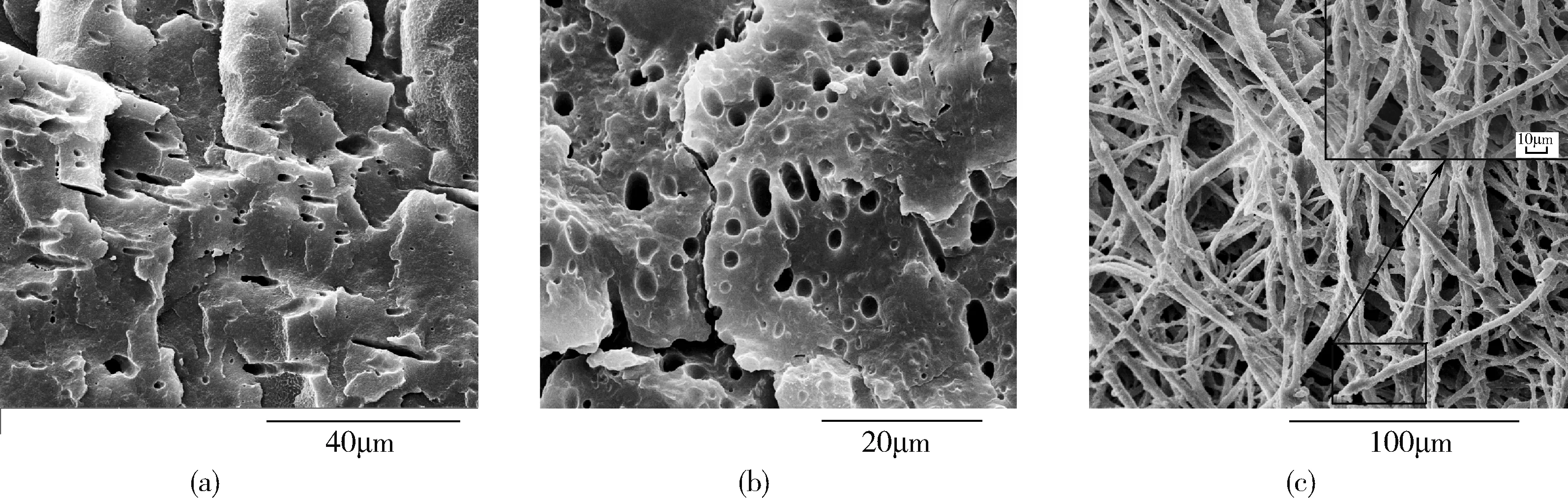
(a)反向刻蚀,×3000 (b)反向刻蚀,×5000 (c)正向刻蚀,×1000图8 带有机头强剪切装置的挤出产物的SEM照片Fig.8 SEM of extrudates prepared by an extruder with a high shear head
从图8(a)可以看出,样品断面上除了有部分圆形的洞之外,还出现了很多椭圆、甚至线状的洞,且朝向不同的方向,这是共混物中生成的微纤被刻蚀溶解掉所形成的;图8(b)放大倍数后,可明显看出有微纤被刻蚀溶解掉形成的圆形、椭圆形及线状的洞。如果微纤与低温脆断面垂直,则表现为圆洞;如果微纤与断面成一定的角度,则表现为椭圆形洞,角度越小则椭圆越扁长;微纤部分嵌在脆断面上,则会形成沟状。从图8(a)、8(b)中还可反映出,微纤均匀地分布在PP连续相中,微纤的直径约为5 μm,而长径比难以判断,因为斜洞内部有多长,表面被刻蚀溶解掉的纤维有多长无法直观判断。
从图8(c)中可以清楚地看到,共混物中形成了大量细而长的微纤,微纤的长径比超过了20,微纤的粗细较为均匀;由于微纤一端被固定在样品基体上,其余部分堆积在表面上,因而图8(c)不能视为微纤在形成共混物中的实际分散情况,只能视为形成微纤的直观形貌。将图8(c)照片的方框区域进行局部放大处理,可看到微纤直径约为5~7 μm。
3 结论
(1)使用双螺杆挤出机和配备三段式螺杆的单螺杆挤出机挤出PP/PET, 其中PET以球状形态均匀地分散在PP连续相中,呈“海 - 岛”结构;使用配备有头部直槽混炼件螺杆的单螺杆挤出机挤出PP/PET,部分PET以球状形态均匀地分散在PP连续相中,还有部分PET由于剪切拉伸作用形成了短而粗的微纤;
(2)利用传统制备原位微纤的工艺,即熔融挤出 - 热拉伸 - 淬冷法挤出PP/PET,可生产出微纤直径约为5 μm、长径比超过20的PP/PET原位微纤共混物,但由于需要的辅助设备太多、操作难度大而难以工业化;
(3)采用强剪切机头和头部配备有直槽混炼件螺杆的单螺杆挤出机挤出PP/PET,可生产出微纤直径约为5~7μm、长径比超过20的PP/PET原位微纤共混物,该方法操作简单、无需太多铺助设备,具有工业可行性。
[1] 宋传江, 王 虎. 玻璃纤维增强复合材料工程化应用进展[J].中国塑料, 2015, 29(3): 9-15.
SONG C J, WANG H. Engineering Application Research of Glass Fiber Reinforced Composite Materials[J].China Plastics,2015,29(3):9-15.
[2] FAKIROV S, EVSTATIEV M, SCHULTZ J. Microfibrillar Reinforced Composite from Drawn Polyethylene Terephthalate/Polyamide 6 Blends[J]. Polymer, 1993, 34(22):4 669-4 679.
[3] KARI J, TOMLAL J, SABU T, et al. Effect of Draw Ratio on the Microstructure, Thermal, Tensile and Dynamic Rheological Properties of In-situ Microfibrillar Composites[J]. European Polymer Journal, 2009, 45(6): 1 738-1 747.
[4] 罗祎玮, 信春玲, 李小刚, 等. PP/PBT原位微纤复合材料制备工艺及流变行为[J]. 塑料, 2016, 45(2): 4-7.
LUO Y W, XIN C L, LI X G, et al. Preparation and Rheological Properties of Polypropylene/Poly(butylenes terephthalate) In-situ Fibrillation Composite[J]. Plastics, 2016, 45(2): 4-7.
[5] 刘 冰, 王益龙, 吴 华, 等. 聚烯烃/PET共混物的微纤形成及力学性能[J].合成树脂及塑料, 2015, 32(2): 47-51.
LIU B, WANG Y L, WU H, et al. Formation and Mechanical Properties of Polyolefin/PET Micro-fibril Bends[J].China Synthetic Resin and Plastics, 2015, 32(2): 47-51.
[6] 陈妍慧,徐家壮,李忠明,等.利用原位微纤化技术控制聚合物形态的研究进展[J].高分子通报, 2009(2): 1-11.
CHEN Y H, XU J Z, LI Z M, et al. Review on the Morphological Manipulation of Polymers Utilizing in Situ Microfibrillar Technology[J].Chin Polym Bull, 2009(2): 1-11.
猜你喜欢
中国粮油学报(2019年4期)2019-07-12
中国特种设备安全(2019年2期)2019-04-22
中国粮油学报(2016年5期)2016-01-23
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2015年8期)2015-10-14
中国塑料(2015年7期)2015-10-14
装备机械(2015年1期)2015-02-28
中国塑料(2014年8期)2014-10-17
火炸药学报(2014年5期)2014-03-20
