钎焊温度对YG8硬质合金与1Cr18Ni9Ti不锈钢钎焊接头组织与力学性能的影响
2018-03-06 06:38,,
机械工程材料 2018年2期
,,
(河南理工大学材料科学与工程学院,焦作 454000)
0 引 言
硬质合金具有硬度高、耐磨、耐热、耐腐蚀等优点,被誉为“工业牙齿”,用于制造切削刀具和耐磨零部件等[1],广泛应用于机械加工、石油钻井、矿山工具等领域。但硬质合金的脆硬、韧性差等缺点使其难以制作出大尺寸、形状复杂的构件,而将硬质合金与钢材进行钎焊可解决该问题,且钎焊后构件具有优良的综合性能[2-4]。矿山传输带中刮板的材料通常为40Mn2中碳调质锰钢,该钢的强度较高、塑性和耐磨性较好,但存在回火脆性、过热敏感性和在野外恶劣环境中易腐蚀等问题[5]。为解决刮板在实际应用中存在的上述问题,研究人员考虑以YG8硬质合金与1Cr18Ni9Ti不锈钢钎焊[6-12]件作为刮板材料。为此,作者对YG8硬质合金与1Cr18Ni9Ti不锈钢进行了氩气保护钎焊,研究了钎焊温度对钎焊接头组织和力学性能的影响,为YG8硬质合金与1Cr18Ni9Ti不锈钢焊接刮板的实际生产应用提供依据。
1 试样制备与试验方法
试验用钎焊母材为1Cr18Ni9Ti不锈钢和YG8硬质合金,其化学成分如表1所示,母材试样尺寸均为15 mm×12 mm×3 mm。钎料为L304银焊片,化学成分(质量分数/%)为49~51Ag,35Cu,14~18Zn,熔点为690~775 ℃,尺寸为11 mm×12 mm。试验前用800#金相砂纸将母材试样表面打磨至光亮,去除氧化层。将母材和钎料放入丙酮溶液中浸泡5~10 min,然后清洗吹干。YG8硬质合金和1Cr18Ni9Ti不锈钢试样的搭接长度为10 mm,在钎料与母材中间涂敷一层银基钎焊膏后放入专用耐热钢夹具中并用螺栓预紧,钎焊试样装配如图1所示。

表1 1Cr18Ni9Ti不锈钢和YG8硬质合金的化学成分(质量分数)Tab.1 Chemical composition of 1Cr18Ni9Ti stainless steel and YG8 cemented carbide (mass) %
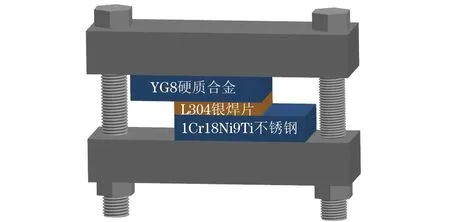
图1 钎焊试样装配示意Fig.1 Schematic drawing of brazing sample assembly
将装配好的试样放入SX2-12-11G型保护气氛箱式电阻炉中,紧固炉门,打开循环水,通入20 min氩气,排尽炉内空气后进行加热。钎焊温度分别为890,900,910,920,930 ℃,保温13 min,持续通入氩气并随炉冷却至室温。
在光学显微镜(OM)和JSM-7500F型扫描电镜(SEM)上观察钎焊接头的显微组织,并利用扫描电镜附带的能谱仪(EDS)分析接头的物相组成。采用MH-5型显微硬度计对钎焊接头的显微硬度进行测试,加载压力0.5 N,加载、卸载时间均为10 s。按照GB/T 11363-2008,在IIC-MST-100型电子万能力学试验机上进行室温剪切试验,试样尺寸为20 mm×12 mm×6 mm,搭接长度为10 mm,位移速度为2 mm·min-1。采用JSM-7500F型扫描电镜及附带的能谱仪观察剪切断口的微观形貌,分析物相组成。
2 试验结果与讨论
2.1 对接头显微组织的影响
由图2可以看出:当钎焊温度为890 ℃时,钎料中原子扩散不明显,焊缝和1Cr18Ni9Ti不锈钢侧界面处原子的扩散较明显,硬质合金侧的扩散不明显,由于温度较低,银基钎料润湿性较差,熔化的钎料在界面处聚集而形成连续黑色组织;当钎焊温度为900,910 ℃时,焊缝组织均匀致密,黑色组织基本消失,接头不锈钢侧界面连接较好,界面处形成了很多细小晶粒,接头硬质合金侧可以看到一条黑色的直线,这说明钎料完全熔化且充分填充焊缝,焊接质量较好;当钎焊温度高于920 ℃时,部分熔融钎料从焊缝处流出,界面有过热形成的铁、铬、镍氧化物。
由图3(a)和表2可以看出:当钎焊温度为910 ℃时,钎焊接头硬质合金侧(位置1)组织主要为细小的Fe-Co-Cu-Ni共晶组织,晶粒尺寸约为10 μm,这说明两侧母材中的铁、镍、钴元素扩散到焊缝中;接头焊缝(位置2)处的主要成分为铜、碳和少量的银元素,是一种铜基固溶体组织,这说明钎料充分熔化后在焊缝处铺展;钎焊接头不锈钢侧(位置3)组织主要为含有铜、碳的银基固溶体。综上,在910 ℃钎焊的接头由铜基、银基固溶体和细小的Fe-Co-Cu-Ni共晶组织组成,钎料与母材的相互扩散较明显,组织致密,界面焊接质量良好。
由图3(b)和表2可知:当钎焊温度为930 ℃时,钎焊接头靠近不锈钢侧出现气孔和较长的热裂纹,该处组织为粗大的Fe-Co-Cu-Ni共晶组织,这说明不锈钢母材熔化并向硬质合金侧扩散得更加充分,从而导致共晶组织粗大;钎焊接头靠近硬质合金侧呈一条曲线,位置4处钴元素含量较高,这说明硬质合金向焊缝处扩散得较为充分;位置5处为含有铜、铁的银基固溶体,这说明钎料随熔化后的不锈钢母材向硬质合金侧流动并形成银基固溶体;位置6处为光学显微镜下观察到的黑色组织,由于钎焊温度过高,该组织为铁、铬、镍氧化物。综上可见,在930 ℃钎焊的接头由粗大的共晶组织和少量银基固溶体组成,焊接质量较差。

图2 不同钎焊温度下钎焊接头的显微组织Fig.2 Microstructures of brazing joint at different brazing temperatures
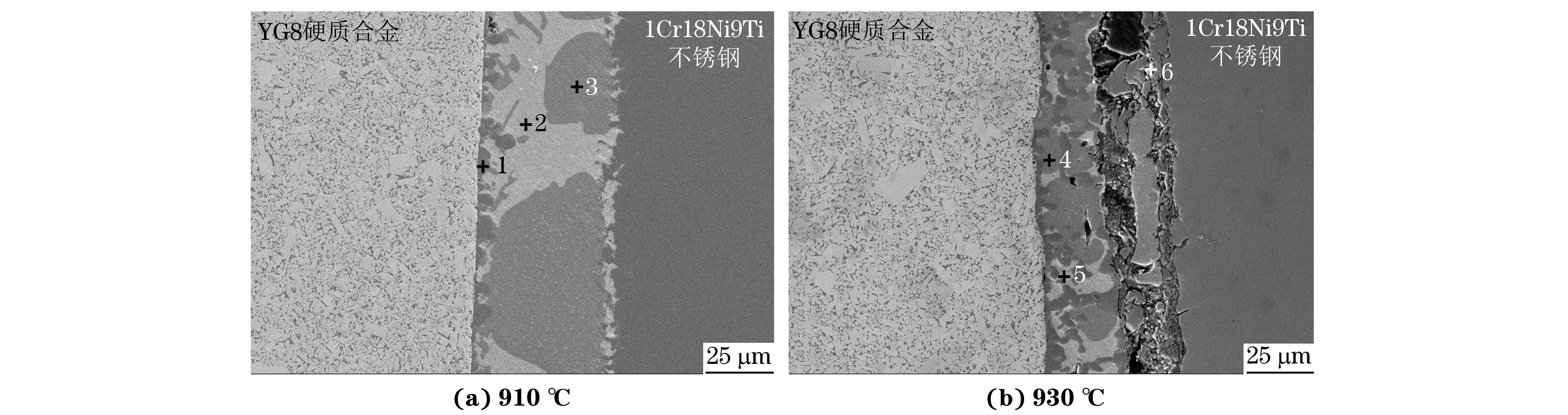
图3 不同钎焊温度下钎焊接头的SEM形貌Fig.3 SEM morphology of brazing joint at different brazing temperatures
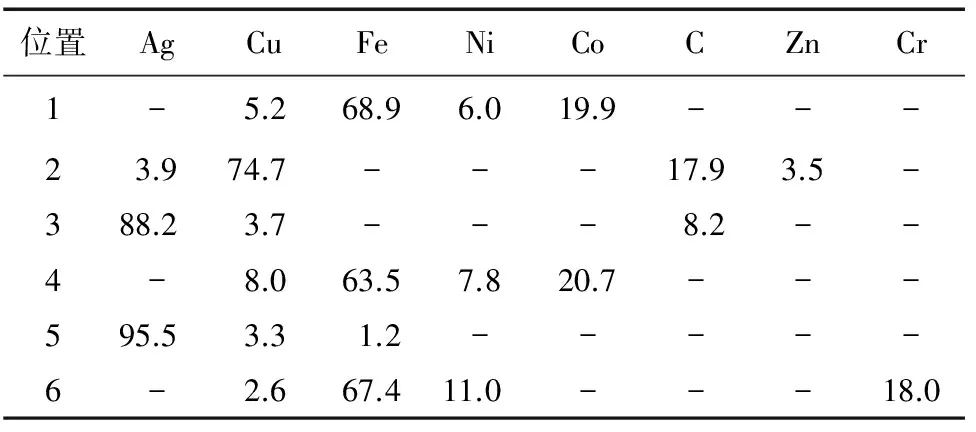
表2 图3中不同位置处的能谱分析结果(质量分数)Tab.2 Energy spectrum analysis results at different positions in Fig.3 (mass) %
2.2 对焊缝显微硬度的影响

图4 不同钎焊温度下钎焊接头焊缝的显微硬度 Fig.4 Micro-hardness of weld in brazing joint at different brazing temperatures
由图4可以看出:随着钎焊温度的升高,钎焊接头焊缝的显微硬度呈先增大后减小的趋势;当钎焊温度为910 ℃时,焊缝的显微硬度最大。钎焊接头焊缝硬度的变化与不同钎焊温度下界面原子的扩散反应有关。随着钎焊温度的升高,两侧母材中的合金元素向焊缝扩散,合金元素浓度的增加导致焊缝硬度增大,但钎焊温度过高时,焊缝处出现过热现象,晶粒粗大,导致焊缝硬度降低。
2.3 对接头剪切强度的影响
由图5可知:随着钎焊温度的升高,钎焊接头的剪切强度呈先增大后减小的趋势;在910 ℃钎焊时接头的剪切强度最高,为147.5 MPa,这说明钎焊温度对焊缝的剪切强度有较大的影响。在钎焊过程中,钎料熔化并与界面母材相互作用,一方面钎料润湿母材,另一方面界面处原子发生扩散。根据原子扩散理论可知,随着钎焊温度的升高,原子扩散能力增强,硬质合金和不锈钢与钎料间的原子扩散速率提高,焊缝的组织更加均匀致密,钎料逐渐完全熔化且充分填充焊缝,焊接质量变好,因此接头的剪切强度提高。但是,过高的钎焊温度不仅会对母材组织造成危害,而且会使接头处发生界面反应,导致组织粗大,焊接质量变差,因此随着钎焊温度的继续升高,接头剪切强度下降。

图5 不同钎焊温度下钎焊接头的剪切强度Fig.5 Shear strength of brazing joint at different brazing temperatures
2.4 剪切断口形貌
由图6可知:当钎焊温度为910 ℃时,剪切断口呈明显的撕裂状,韧窝分布均匀。由表3可知:图6中位置1处由银和少量的碳、铜等元素组成,这说明该处位于焊缝位置;位置2处主要含有钴、铁、碳、铜等元素,这表明该处位于焊缝共晶区;位置3处主要由银和少量的铜、锌等元素组成,同样说明该处为焊缝中的银基固溶体。由剪切试验结果可知,钎焊接头在焊缝处发生断裂,这说明钎料与两侧母材的焊接质量较好,焊缝为接头的薄弱部位。

图6 钎焊温度910 ℃下钎焊接头剪切断口SEM形貌Fig.6 Shear fracture SEM morphology of brazing joint at brazing temperature of 910 ℃: (a) view 1 and (b) view 2
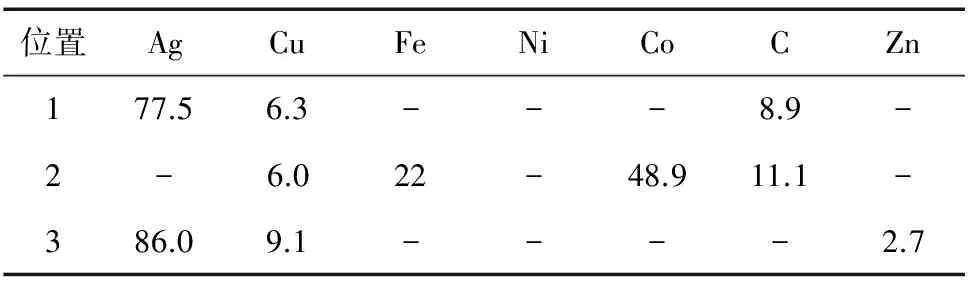
表3 图6中不同位置的能谱分析结果(质量分数)Tab.3 Energy spectrum analysis results at different positions in Fig.6 (mass) %
3 结 论
(1) 随着钎焊温度的升高,硬质合金和不锈钢与钎料间的原子扩散速率提高,接头焊缝的组织更加均匀致密,钎料逐渐熔化且充分填充焊缝,焊接质量变好,但当钎焊温度高于920 ℃时,钎焊接头出现过热现象,组织粗大,焊接质量变差。
(2) 随着钎焊温度的升高,钎焊接头的剪切强度和显微硬度均呈先增大后减小的趋势;当钎焊温度为910 ℃时,钎焊接头的剪切强度最大、显微硬度最高,分别为147.5 MPa,194 HV。
(3) 以L304银焊片为钎料对YG8硬质合金与1Cr18Ni9Ti不锈钢进行氩气保护钎焊的最佳钎焊温度为910 ℃,此时钎焊接头的综合力学性能最好。
[1] JONKE M,KLÜNSNER T,SUPANCIC P,etal.Strength of WC-Co hard metals as a function of the effectively loaded volume[J].International Journal of Refractory Metals and Hard Materials,2017,64: 219-224.
[2] TEPPERNEGG T,KLÜNSNER T,KREMSNER C,etal.High temperature mechanical properties of WC-Co hard metals[J].International Journal of Refractory Metals and Hard Materials,2016,56: 139-144.
[3] KLÜNSNER T,ZIELBAUER F,MARSONER S,etal.Inuence of surface topography on early stages on steel galling of coated WC-Co hard metals[J].International Journal of Refractory Metals and Hard Materials,2016,57: 24-30.
[4] 王微.YG8硬质合金与45钢非晶钎焊行为[J].材料热处理学报,2017,38(3):128-132.
[5] 王悦悦,殷国涛,胡小小,等.硬质合金/不锈钢激光焊焊接性分析[J].热加工工艺,2017,46(5):200-203.
[6] 王军勇,王海龙.YG8硬质合金与0Cr13不锈钢的真空钎焊[J].热加工工艺,2008,37(23):89-92.
[7] 杨青松,王海龙,邹坤,等.YG8硬质合金与2Cr13马氏体不锈钢真空钎焊及热处理一体化工艺研究[J].热加工工艺,2010,39(5):148-151.
[8] 徐晅,刘欣,梁良.WC-10wt%Ni3Al 硬质合金刀具与 0Cr18Ni9不锈钢的元素扩散研究[J].现代制造工程,2015(3):11-15.
[9] 祁凯,于治水,李瑞峰.1Cr18Ni9Ti不锈钢/Ti6Al4V钛合金真空钎焊工艺研究[J].热加工工艺,2011,40(19):162-164.
[10] 聂贵茂,李娟,李波,等.1Cr18Ni9Ti真空钎焊表面发黑机制研究[J].现代焊接,2016(1):60-63.
[11] 王娟,郑德双,李亚江.Mo-Cu合金与1Cr18Ni9Ti不锈钢真空钎焊接头的组织性能[J].焊接学报,2013,34(1):13-16.
[12] 刘鑫.YG6C硬质合金与16Mn钢的真空钎焊工艺研究——基于CuMnNi钎料[D].镇江:江苏科技大学,2012.
猜你喜欢
山东冶金(2022年4期)2022-09-14
兰州理工大学学报(2022年1期)2022-03-05
湖北农机化(2020年4期)2020-07-24
商品与质量(2020年7期)2020-06-13
四川冶金(2019年4期)2019-11-18
铜业工程(2018年3期)2018-07-11
制造技术与机床(2017年3期)2017-06-23
中国有色金属学报(2016年11期)2016-12-13
凿岩机械气动工具(2016年1期)2016-11-11
凿岩机械气动工具(2016年3期)2016-03-01