
安琪酿酒曲与纯种酵母在酱香型白酒丢糟中的运用对比探讨
2018-03-01 00:33:48罗宇翔
酿酒科技 2018年2期
罗宇翔
(华中师范大学附属第一中学,湖北武汉 430223)
蒸馏酒是一类采用谷物、薯类、葡萄及其他水果为原料经发酵、蒸馏而制成的、高酒精度(含酒精18%vol~40%vol)的酒。世界上有六大蒸馏酒:白兰地(Brandy)、威士忌(Whisky)、伏特加(Vodka)、金酒(Gin)、朗姆酒(Rum)、中国白酒(Baijiu)。我国白酒是六大蒸馏酒中历史最为悠久、文化底蕴最为深厚的酒种。尤其是固态法白酒,是华夏民族的创举,也是世界独特的民族传统产物。
酱香型白酒亦称茅香型,以国酒茅台为典型代表,是我国传统白酒三大基本香型之一。早在1915年,贵州茅台酒就成功获得“巴拿马万国博览会”金奖,名声大噪,被誉为“酒冠黔人国”。酱香型白酒具有独特的生产技术,具有高温制曲、高温堆积、高温发酵、高温馏酒、长期贮存的“四高一长”的工艺特征,全部生产周期通过二次投料、八轮次发酵、七次蒸酒、持久陈酿、精心勾兑而成。酱香酒凭借优雅细腻,香溢四方的醇厚,深受消费者的喜爱。
在我国的酿酒行业中,白酒产量是仅次于啤酒的第二大酒种,对我国国民经济的建设和发展起到至关重要的作用。近年来,酱酒迅速发展,已发展到全国10余个省、市、自治区的上百家规模企业。据相关研究资料统计,2013年我国酱酒实际达到55万千升的产量,约占中国白酒行业实际总产量的3.8%;酱酒工业总产值约500亿元,约占行业的10%;利润总额为180亿,约占行业利润的20%。
白酒行业近年来虽有较大发展,但也存在着诸多问题。2012年以来,白酒行业一波三折,无论是塑化剂风波、勾兑门事件,还是国家限制“三公”消费、颁布禁酒令,这些都给白酒行业带来了巨大的冲击。酒企利润大幅下降,一方面大型酒企主打的高端品牌市场屡屡受挫,一方面中小型酒企的品牌质量受到质疑。因此白酒龙头企业对资源的循环利用再度升级。丢糟的处理利用再一次成为酒企关注的重点,其利用程度直接影响企业的发展。在2014年茅台酒厂就启动了遵义鸭溪循环经济园项目,拟对该厂每年产生的丢糟进行翻碎沙处理;五粮液企业与新希望也首度合作启动试水混合所有制的饲料项目。据资料统计,2013年度白酒工厂产生的丢糟数量达4000多万t,如何高效利用如此庞大的资源,这给发酵企业提出了更高的要求。
酱香型白酒的生产成本高,出酒率低,白酒丢糟排放量大,且残存营养成分丰富,给企业带来了巨大的压力。对于酱酒生产企业,最好的还是利用丢糟生产丢糟酒。以往处理丢糟的方式主要是酵母加糖化酶工艺,这种方法能够较好的利用丢糟中残留的淀粉类物质,保证出酒率,但是应用该工艺生产的酒体相对淡薄,香气不足。
高端白酒的生命周期已经进入衰退期,利润空间缩水严重,白酒企业已经在根据自身的实际情况,开发中低端白酒市场,迎合市场需求。酱香型白酒丢糟应用价值高,因而被酒企高度重视。虽然按照传统的生产方式也可以对酱酒丢糟进行发酵处理,但由于市场上曲药产品参差不齐,发酵稳定性不好,白酒企业很难进行机械化、大规模集中发酵处理丢糟。
本文选取具有多种微生物和多种酶系的酒曲与以往纯种酵母发酵进行生产试验对比,重点对安琪酿酒曲的产品稳定性进行科学评估,指导白酒生产企业生产操作,达到增产增效的目的。
1 酱酒生产原理
1.1 酱香型白酒发酵中重要微生物的作用机理
中国传统白酒酿造的实质主要来源于酒曲、窖泥、酒醅以及工艺操作环境的相关微生物,参与淀粉糖化、酒精发酵、产酯生香等生化过程。微生物的种群、生态分布、数目及其代谢过程等对白酒的发酵、产物的生成及其种别都有着重要的作用。2001—2006年,茅台酒厂技术中心对茅台制曲发酵过程中微生物的消长情况进行了系统研究。研究数据表明,制曲发酵过程中分离获得的微生物有97种,包括:细菌40种、酵母18种、霉菌35种、放线菌4种。下面分类论述。
1.1.1 酵母菌类
酱香型白酒酿造过程中,酵母菌是重要的微生物群落,它对乙醇和对白酒风味贡献最大的酯类物质的产生有着重要作用。在酿酒过程中,主要参与的有酒精酵母、产酯酵母以及假丝酵母等酵母菌群。其中,酿酒酵母是酒曲中主要的产酒功能菌;产酯酵母以糖、醛、有机酸、盐类为养料,在酯酶参与下产生酯类,形成独特香味物质。
在酱香型白酒生产中,因为采用的是高温制曲,致使在制曲过程中全部的酵母都被杀死,所以酵母主要在堆积发酵及酒醅中大量分离获得。庄名扬等就曾从酱香型习酒高温堆积糟中分离获得4株具备一定发酵能力的酵母:意大利酵母、地生酵母、酿酒酵母及假丝酵母属间型假丝酵母,且通过测试证实了葡萄糖和氨基酸在意大利酵母的作用下发生美拉德反应,从而产生浓郁的芝麻香;同时对酱香型郎酒糟醅中的酵母菌进行了初步分类和优良菌株的选育,结果表明,酱香型酒糟中酵母可分为5类,以2类和3类酵母最多,其次是4类酵母,1类和5类酵母均很少。从3类酵母中选育出5株发酵力强的菌株,其中5S32和5S26的耐酒精能力达19%vol,5S4菌株在温度为42℃水浴中处理48 h,仍生长良好。选育出的5S32酵母菌在主要酿酒原料糖化液中均表现出较强的发酵力。
1.1.2 霉菌类
在高温制曲过程中因为水分减少、氧气损耗而导致个别好氧霉菌被淘汰。在高温大曲中细菌占90%以上的数目,而霉菌仅仅约占1%。酱香型白酒酒醅及酒曲中的代表霉菌有根霉、毛霉和曲霉等。霉菌在酱酒酿制过程中重点作用在发酵前期,它主要为发酵进程供给淀粉酶和糖化酶等酶制剂,同时还能代谢产生柠檬酸、葡萄糖酸、草酸等有机酸;有些霉菌还有产乙醇能力。因此提供了酱酒具保健功效的成分,例如曲霉代谢的壶角甾醇拥有抑制癌细胞活性的特性,而麦角甾醇则能抵抗伤痛。
在酱香型白酒酿造过程当中,霉菌的数目品种构成呈现出动态变化的特征。2013年孙剑秋等对酱香型白酒酿造过程中酒醅内霉菌的数目变化研究表明:酱酒窖池的上层、中层、下层酒醅中霉菌数目的变化规律基本相同,即发酵起始后霉菌数目迅速下降,发酵至第7天霉菌数目暂时回升,发酵后期菌体数目又一次出现下降趋势,直到发酵停止。
1.1.3 细菌类
细菌是酱香型白酒酒曲中不可或缺的一类微生物。酱香酒用大曲生产的原材料主要是小麦,大曲中细菌主要分泌淀粉酶、糖化酶和蛋白酶等酶类继而水解原料获得可发酵性糖和少许氨基酸,此外在制曲过程中也能累积一部分酱香物质或其前体物质从而起到生香作用。酒曲中的细菌可分为两类:产酸细菌和底物分解细菌。产酸细菌关键作用是经过本身的代谢过程把糖转化为酸,形成酱香主体酱香物质,如醋酸菌、丁酸菌、己酸菌等;还能分解原料中的蛋白质,产生的氨基酸脱羧形成一些高级醇,突出酱香味,提高酒质;乳酸菌则是底物分解细菌的代表,它能发酵产生乳酸,最后生成乳酸乙酯,乳酸乙酯对于酱香的形成有一定的作用,但过多会影响酒的质量。
高温大曲中的芽孢杆菌具备强分解淀粉和蛋白的能力,并且为美拉德反应初级阶段产生的化合物供给了丰富的原料;地衣芽孢杆菌形成的生物酶类对美拉德反应拥有比较好的催化作用,加之高温多水的工艺环境为嗜热芽孢杆菌供应了优越的发育条件,从而进一步的促进了美拉德反应。
1.1.4 放线菌类
放线菌是一类主要呈菌丝状生长和以孢子生殖的革兰氏阳性细菌。大多数放线菌都是有益菌,它是很多酶、维生素的发生菌。放线菌在高温大曲中的数量极少,一般认为它作用微小。其主要作用也许是在制曲过程中带入部分酱香形成有机物;在前期可以分解酶类从而对原材料进行分解。
1.2 酱香型白酒发酵中重要酶类的作用机理
酶是生物细胞合成的拥有高度催化活性的特殊蛋白质,是一种生物催化剂。大曲酒酿制过程的本质是微生物操纵本身酶系,进行底物催化的一系列反应,当反应停止或稳定时,由环境选取完成微生物竞争更迭而进入下个酶系和菌系循环反应。大曲中的酶按照催化功能可以分为糖化酶、淀粉酶、蛋白酶、酒化酶、酯化酶等各种酶,是构成白酒香味因素的催化剂,另外在酿制过程中还产生各种香气成分及前体物质。下面分类论述。
1.2.1 糖化酶
糖化酶即α-1,4-葡萄糖水解淀粉酶,是一种从淀粉的非还原性末端起始循序水解α-1,4-葡萄糖苷键产生葡萄糖的酶,它的作用条件是40~65℃,pH3.0~5.5。糖化酶的利用,可以让粮醅入窖后快速升温,大大提高了原材料的产酒率,缩短发酵周期,降低生产成本。
酱香型白酒发酵中杂醇油的生成量与糖化酶有关,而杂醇油是白酒中主要呈酱香物质之一,不过它的含量太高不但会影响白酒的质量(可以引发邪杂味和沉淀),同时还会影响人体的神经系统,致使饮用者头痛。2013年,孙金旭等研究了糖化酶对酱香酒中的杂醇油的影响,结论表明:糖化酶能较强的抑制酱香型白酒发酵中杂醇油的生成量,与不加入糖化酶相比,糖化酶添加2×103U/g时,正丁醇、正丙醇、2-丁醇、异戊醇、异丁醇分别下降了57.22%、43.92%、72.38%、44.38%和90.75%,杂醇油总量下降了48.28%,在酱香型白酒发酵过程中,增添糖化酶能控制形成更多的杂醇油。
1.2.2 酸性蛋白酶
在酸性环境下,酸性蛋白酶可以分解植物蛋白质分子内的酰氨键,使蛋白质分解为多肽、小分子肽和氨基酸,使用它的外部条件是40℃,pH2.5~4.0。酸性蛋白酶主要源自米曲霉、黑曲霉、根霉等,它通过对原材料中蛋白质的水解,不但能够提高酒醅中氨基酸的数量,还能增进微生物的发育和酶的产生。它可以加强酵母菌等的酒精代谢作用,增强醋化作用,提高酯类物质生成量;并且能够产生白酒风味物质,改进风味,继而让酒的质体更加丰满厚实。
酸性蛋白酶与酱香型白酒发酵中的杂醇油的生成量有关。2012年,孙金旭等对蛋白酶与酱香酒杂醇油生成量的关系进行了研究,结论表明,蛋白酶加入量对杂醇油的产生有相当的影响,在0~20 U/g区间内,随着蛋白酶加入量不断增加,杂醇油生成量则不断降低,当蛋白酶达到20 U/g时,杂醇油生成量最低值是0.231 g/L,与未添加蛋白酶相比较下降了60.52%,当加入量超出20 U/g时,随着蛋白酶加入量的增加,杂醇油生成量则上升。而各杂醇油单体(异丁醇、正丙醇、异戊醇)的变化态势和总杂醇油变化态势类似。
1.2.3 纤维素酶
纤维素酶是一个多组分的酶系,是水解纤维素β-1,4-葡萄糖苷键成为纤维二糖和葡萄糖的一组酶的总称。它的作用条件是40~60℃、pH4.0~6.0。纤维素酶可以分解纤维素与半纤维素组成的致密网状细胞结构,充足地释放出当中的效用物质,增强糖化作用。纤维素酶能降解纤维素,继而转化产生可发酵性糖。
纤维素酶近些年来在酱香型白酒丢糟中的利用不可忽视。2009年,秦广利等用酱香型白酒酒糟为材料,采用纤维素酶对酱香型白酒资源化利用进行了研究。结论表明:残糟中加入纤维素酶10 U/g,在58℃的水浴锅中持续温热5 h,能够提高还原糖的数量,促使残糟发酵酒精度达到4.67%vol,白酒类收益率达到31.39%,与原来的酒相比增加了2.61%,产品达到了蒸馏白酒类健康指标,符合酱香型白酒类质量要求,提高了酱香型白酒酒糟的利用价值。
1.2.4 酯化酶
酯化酶具备很强的酯化能力。它是一类粗酶制剂,是从酿造大曲中提取获得的红曲霉、根霉和球拟酵母菌株,再结合遗传工程和纯营养等技术手段加以改造而产生。一些红曲霉可以合成己酸乙酯再排放到细胞外部,某些生香酵母可以生成己酸乙酯,根霉则可以形成乳酸乙酯。酯化酶在成品酒风味后熟过程中占据着重要的角色。这是因为在水体系中它能够促使高级脂肪酸合成为油酸乙酯、亚油酸乙酯、棕榈酸乙酯等物质,同时它还能促使脂肪酶分解成脂肪酸。
1.3 酱香型白酒丢糟特性及处理应用
丢糟是白酒酿制过程中的必然产物,一般情况下它的数量是母糟的10%~20%,量大而集中。然而白酒丢糟中尚有7%~11%淀粉,5%糖分,8%蛋白质等,残余营养成分丰富。若不及时对白酒丢糟进行处理,丢糟就会腐烂变质,严重污染周边环境,也浪费了丰富的资源。所以,白酒丢糟的综合利用是我国白酒行业历久弥新的一个重要课题。
1.3.1 酱酒丢糟特性
酱香型白酒丢糟由于经过多轮次发酵后,糟醅的酸度非常大,水分含量也高,极易腐败,如果不及时进行处理会对环境造成极大的污染。酱酒丢糟中含有大量残余脂肪、蛋白质、纤维素、微量元素以及酵母浸出物等营养物质,如果能及时有效利用,既解决了环境污染问题,又可以显著增加企业的经济效益。丢糟中成分对比见表1。
由于酱香型白酒奇特的工艺和原料,丢糟拥有相对独特的物理化学性质。由于是经过高温蒸馏、高温发酵等特殊工艺生产后的产物,所以它的自然熟化程度高,能耗低,处理成本相对较低。酱香白酒酿造过程中,糠壳的消耗量在全部种类白酒生产中是最少的,因此在丢糟中有机质的含量比较高。酱香型白酒的出酒率是所有白酒中最低的,残余淀粉是最高的,具有良好的开发应用潜力。
1.3.2 酱酒丢糟的处理应用
丢糟的综合处理利用在我国的资源开发和环境保护进展中扮演着重要的角色。近年来,有越来越多的关于白酒丢糟资源化利用的研究,如生产丢糟白酒、生产调味品、细菌蛋白、食用菌栽培以及燃烧棒和酒精生产等。对于白酒企业来说,最好的利用方式还是生产丢糟白酒。现阶段在贵州仁怀及周边酱香型白酒丢糟生产丢糟酒的方法主要有以下几种:⑤采用麸曲和糖化酶,这种方式酒质较好,但是糖化酶添加过量容易造成酒体发苦,如果添加量不足,严重影响产量,生产应用中稳定性较差;⑤采用糖化酶和干酵母,这种方式生产的酒香气不足,酒体寡淡;⑤采用复合生物发酵制剂,即:将多种酿酒有益微生物与发酵相关酶类进行复配的产品,这种发酵工艺既保留了传统酒曲中多种微生物、多种酶系的发酵特点,又弥补了传统酒曲糖化发酵力不足、出酒低的缺陷,所以通过此种方式一般酒质好,出酒率高。

表1 酱香型白酒与其他香型白酒丢糟成分对比 (%)
2 材料试剂及试验地点
2.1 材料、试剂
安琪酿酒曲:白糖∶水按照1∶20的比例进行稀释培养,用水水温控制在30~35℃,存放时间在20 min以上60 min以内使用;市售5万单位糖化酶;安琪酿酒干酵母。
曲样:金沙窖酒厂自产酱香大曲。
试验时间:8月5日—9月25日。
2.2 试验地点
本次试验在贵州金沙窖酒厂进行。贵州金沙窖酒厂前身金沙回沙窖酒厂,后由湖北宜化集团增资扩股改制为贵州金沙窖酒酒业有限公司。厂内引入茅台大曲酱香工艺,目前万吨产能已经达成,2万kL酱酒基地正在继续扩建,是我国第二大酱酒生产基地。
2.3 试验方法
2.3.1 丢糟生产工艺流程
本试验采取工艺流程如下:

2.3.2 操作要点
(1)糟醅摊晾温度要均匀,将至30℃左右开始下曲、收堆。
(2)安琪酿酒曲活化方法:在下曲之前30 min,提前取15倍安琪酿酒曲的温水(35℃左右)于容器中,将安琪酿酒曲均匀地溶解在水中,以备使用。
(3)堆积发酵:收堆温度控制在28~32℃,根据当天的室温进行微调,堆积时间在48 h左右。
(4)入池发酵:开堆后立马入池,入池温度在32~34℃,入池完毕后12 h进行封窖。
(5)试验方案:5班为试验班组,6班为对照班组。在酒糟摊晾下曲温度时,按照表2方案中加曲量进行添加。其中5班350 t丢糟中100 t丢糟按照方案一进行,剩余250 t丢糟按照方案二进行,6班所有丢糟按照方案三进行,其他的工艺操作以金沙回沙酒业一贯生产为准。
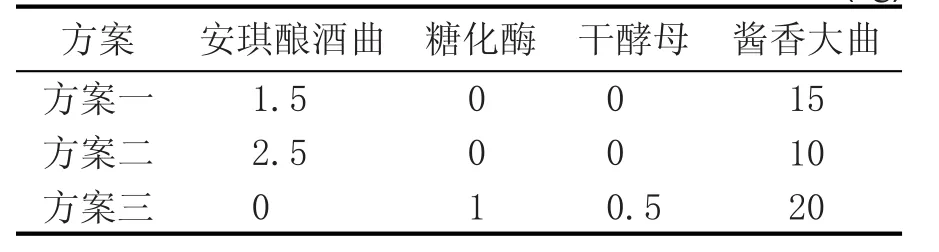
表2 试验与对照班组每甑糟醅曲药添加方案 (kg)
3 结果分析及讨论
3.1 堆积升温对发酵的影响(表3、图1)
堆积发酵是酱香型白酒酿制过程中的重要工艺环节,其实质是网罗和富集环境微生物的过程,江鹏等在茅台酒厂研究结论表明,堆积过程中酵母数目显著增加,微生物的生长代谢、繁殖速度更快,此过程会产生大量的热量。通过堆积升温幅度的比较可以判断酵母菌等微生物的生长代谢繁殖的速度,同时堆积过程也是一个筛选对酒精耐受性强、在窖内力挺时间长、对发酵产酒和增香贡献大的微生物过程。从图1可以看出,试验班组堆积升温幅度比对照班平均高出2.5℃,说明试验组所收堆子在堆积过程中微生物的生长代谢繁殖更好,更有利于入池发酵。

表3 堆积温度试验数据 (℃)

图1 堆积升温幅度变化曲线
3.2 入池发酵温度变化对发酵的影响(图2、图3)
从图2和图3对比可以看出来,试验班组入窖第4天温度达到顶温,中挺时间为6 d,后期9 d时间温度缓落至平稳状态;对照班组在入窖第2天达到顶温,中挺时间为4 d,后期5 d时间温度下降到平稳状态;通过比较试验班组窖池内温度变化更符合前缓、中挺、后缓落的发酵规律。黄永光等研究表明,入窖后细菌和酵母菌数量总体呈下降趋势,由于还原糖被微生物利用产生二氧化碳和水以及在厌氧条件下产生酒精的过程都会产生大量的热量,产酒精的主阶段温度逐渐上升直到平衡,温度达到顶点后产生的热量与散失的热量达到平衡,此阶段维持时间越长越有利于酒精发酵;后期主要是微量成分和酯类物质合成的过程,温度下降得越平缓越有利于香味物质的产生。

图2 试验班组入窖后温度变化曲线
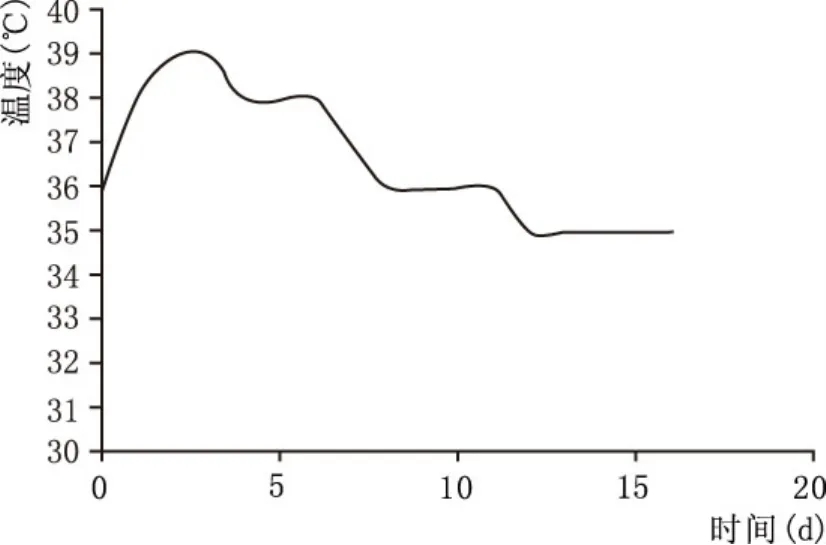
图3 对照班组入窖后温度变化曲线
3.3 糟醅酸度、水分和淀粉含量对发酵的影响
酱香型白酒酿制过程中,酸是形成风味成分的重要物质,酱香型白酒的主体香味成分是由低沸点的酯类和高沸点的酸类物质组成的复合体,酒醅中的酸度不够时,酒体香味差、味短、口感单调。同时酒糟醅酸度适中,能够抑制有害菌的生长繁殖,有利于糖化与糊化,若酒糟醅中酸度过大,则会抑制有益微生物的生长繁殖,对糖化和发酵造成阻碍,导致出酒率低,其次还会导致酒的总酸过高,酸味严重,本试验酸度指标见表4。
水分对酱香型白酒发酵影响也非常大,足够的水分有利于原料的糊化、糖化,但是水分过大会导致酸度过高,酒糟醅堆积时流水,不松散,升温困难,容易产生“包心”现象,给操作带来困难。本试验水分指标见表4。
翻沙生产处于酱酒生产的最后一轮次,故糟醅的淀粉含量相对较低,淀粉含量的高低直接关系到出酒的产量,本试验糟醅淀粉含量见表4。

表4 试验糟醅理化指标
在白酒发酵过程中淀粉转化成乙醇的反应式如下:

20℃条件下:纯乙醇密度为0.79 g/mL;60%vol乙醇密度为0.91 g/mL。理论情况下1 g淀粉产出1.09 g 60%vol的酒。糟醅中消耗掉的淀粉主要去向有:绝大部分转化成乙醇、少部分为微生物(主要是酵母菌)生长繁殖、转化成酸酯等香味物质以及糟醅残余的还原糖。通过生产实践表明,实际淀粉转化为酒的转化率在80%左右,即1 g淀粉实际上转化成60%vol白酒0.8 g。

表5 试验班组与对照班组淀粉利用情况 (%)
从表5可以看出,试验班组淀粉降幅较对照班组高出1.2个百分点,淀粉利用率提高了10%。通过淀粉的利用情况我们可以看出安琪酿酒曲中添加的酸性蛋白酶、纤维素酶等辅助性酶制剂发挥了较大作用,为产酒及产香提供了充足的底物。
3.4 产酒数据及感官评价(表6)
8—12号为添加1.5 kg活化后安琪酵母曲试验数据;13—17为添加1.5 kg不活化安琪酿酒曲试验数据;18号、19号为添加2.5 kg活化后添加安琪酵母曲试验数据;每个班组每天蒸12甑。
从表6和图4可看出,试验班组较对照班组平均每天多出99 kg基酒,平均每甑要多出8.25 kg基酒。而使用安琪酿酒曲班组比使用糖化酶和干酵母班组出酒率要高2.5~12.5 kg,加1.5 kg安琪酿酒曲与大曲混合后直接添加,出酒率最高;安琪酿酒曲最佳添加量为1.5 kg,每甑较对照组多出12.5 kg。

表6 班组每天产酒量(kg,12甑,酒精度以62%vol计)
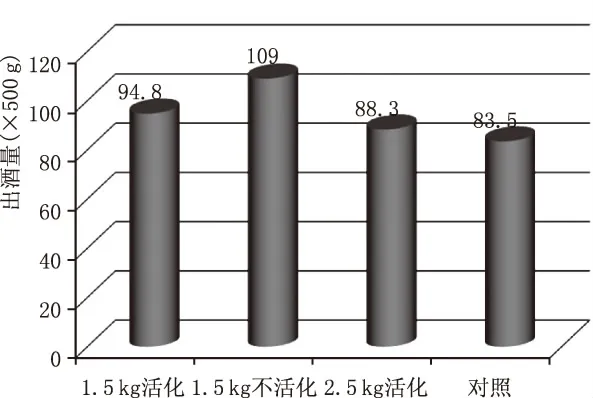
图4 试验班组与对照班组平均每甄出酒量比较

表7 基酒的感官评价(由金沙窖酒厂专业品酒师进行测评)
从表7可知,试验班组所生产的丢糟酒比对照组色感突出,酒体醇厚,质感良好。
3.5 经济效益核算(表8)
从表8可知,通过数据分析,每甑添加1.5 kg最为合适,每个班组每月可净产出9万余元经济效益,同时省去活化阶段,可以有效简化生产操作流程。
4 结论与展望
酱香型白酒是世界三大蒸馏酒之一,拥有悠久的酿酒历史,随着白酒生产的产业化发展,其副产品丢糟的排放量越来越大。丢糟残余营养成分丰富,可利用价值高,如何高效的利用酱酒丢糟还需不断的深入研究。

表8 经济效益对比(每甄)
酱香型白酒生产工艺独特,通过研究其酿造过程中微生物体系和酶体系的作用机制,对于酿酒工业的发展和丢糟的处理方法具有重要的意义。最后实验部分通过采用安琪酿酒曲与纯种酵母在贵州金沙窖酒厂进行翻沙的大生产对比试验表明:在酱酒翻沙中应用安琪酿酒曲,相比一般的生产方法,堆积升温幅度大,入池后酒精主发酵时间长,发酵后期能有效促进酱酒特有香味物质的形成,可显著提高酱酒产量和质量。可以说,复合生物产品在丢糟中的运用为研究白酒丢糟利用模式提供了一种新思路。
综上所述,巨大的丢糟总量导致白酒行业经济、环境方面的压力不断增加,故持续更深入地探索更为高效的白酒丢糟利用模式显得尤其重要,包括传统利用模式的水准提高和新利用途径的开辟。结合综合利用的方法和技术手段,建立一个全面生态酒糟利用变换系统,应该是酒糟未来资源利用的基本方向。
[1]韩金宏,励建荣.我国白酒行业的现状和发展前景[J].农产品加工·学刊,2006(2):51-53.
[2]钟方达.酱香型白酒生产现状分析及思考[J].酿酒科技,2009(11):123-127.
[3]唐敏.我国白酒行业之分析[J].商,2014(18):166.
[4]徐发,谢武.我国白酒行业总体概况和发展趋势分析[J].酿酒,2009(3):23-25.
[5]沈怡方.白酒生产技术全书[M].北京:中国轻工业出版社,1998.
[6]熊子书.中国三大香型白酒的研究(二)酱香茅台篇[J].酿酒科技,2005(4):25-30.
[7]苏伟,陆筑凤,母应春.酱香白酒糟综合利用新突破[J].酿酒科技,2008(6):101-105.
[8]王肇颖,肖敏.白酒酒糟的综合利用及其发展前景[J].酿酒科技,2004(1):65-67.
[9]李政一.白酒糟综合利用研究[J].北京工商大学学报(自然科学版),2003(1):9-13.
[10]赵东,彭志云,牛广杰,等.强化发酵丢糟再生产白酒的研究[J].中国酿造,2011(2):147-148.
[11]方晓璞,张文学,张其圣,等.丢糟酿酒复合发酵剂的应用开发研究[J].中国酿造,2007(4):55-57.
[12]高路.酒糟的综合利用[J].酿酒科技,2004(5):101-102.
[13]杨国华,邱树毅,黄永光.酱香白酒生产中产香微生物研究[J].中国酿造,2011(4):24-27.
[14]周恒刚.酱香型白酒生产工艺的堆积[J].酿酒科技,1999(1):15-17.
[15]邵明凯,王海燕,徐岩,等.酱香型白酒发酵中酵母群落结构及其对风味组分的影响[J].微生物学通报,2014,41(12):2466-2473.
[16]熊子书.中国酿酒酵母菌的研究[J].酿酒科技,2002(4):23-27.
[17]杨涛,梁明锋,李国友,等.微生物技术在酱香型白酒生产中的应用研究[J].酿酒科技,2011(4):20-28.
[18]任道群,唐玉明,姚万春,等.酱香型酒糟醅酵母菌的初步分类及选育[J].酿酒,2007(6):44-46.
[19]范光先,王和玉,崔同弼,等.茅台酒生产过程中的微生物研究进展[J].酿酒科技,2006(10):75-77.
[20]连宾.微生物在酱香型白酒香味物质性形成过程中的作用[J].中国酿造,1997(1):13-14.
[21]孙剑秋,刘雯雯,臧威,等.酱香型白酒酒醅中霉菌群落组成与功能酶活性[J].中国食品学报,2013,13(8):239-246.
[22]张中义,畅晓霞,钟其顶.酒曲酶系、菌系特征及酿造过程中微生物动态变化[J].酿酒,2008(5):24-28.
[23]栗伟.酱香型大曲中细菌的分离与分析[J].酿酒,2012(3):37-40.
[24]刘效毅,郭坤亮,辛玉华.高温大曲中微生物的分离与鉴定[J].酿酒科技,2012(6):33-37.
[25]郭坤亮.茅台酒酿造微生物的生物多样性成因及研究价值的探讨[J].酿酒,2002(2):36-38.
[26]黄永光,张肖克,杨国华,等.酱香白酒堆积发酵过程酒醅中酵母菌的分析研究[J].酿酒科技,2013(6):8-13.
[27]庄名扬,孙达孟.酱香型白酒高温堆积糟醅中酵母菌分离、选育及其分类学鉴定[J].酿酒,2003(2):12-13.
[28]张志刚,吴生文,陈飞.大曲酶系在白酒生产中的研究现状及发展方向[J].中国酿造,2011(1):13-16.
[29]曾婷婷,张志刚.白酒酿造中酯化酶的研究现状[J].酿酒,2010,37(6):12-14.
[30]孙金旭,朱会霞.蛋白酶对酱香型白酒中杂油醇含量的影响研究[J].现代食品科技,2012(9):1146-1148.
[31]孙金旭.糖化酶用量对酱香型白酒杂油醇的影响研究[J].现代食品科技,2013(1):73-76.
[32]孙金旭,朱会霞,杨晓红,等.酵母添加量对酱香型白酒中杂油醇影响[J].食品研究与开发,2010,31(12):67-69.
[33]秦广利,郭坤亮,汪强,等.纤维素酶对白酒酒糟资源化利用研究[J].酿酒科技,2009(4):34-35.
[34]梁峰,刘秀花,闫永峰,等.白酒酒糟成分分析[J].商丘师专学报,1999,15(2):56-58.
[35]张艳梅.酶对茅台酒酒糟再利用的影响[J].酿酒科技,2005(10):81-82.
[36]邓天福,杜开书,李广领.纤维素酶及其在酿造业中的应用[J].中国酿造,2011(12):17-19.
[37]任道群,唐玉明,姚万春,等.酯化酶动力学研究[J].酿酒科技,2006(6):39-40.
[38]余有贵,杨志龙,罗俊,等.中国传统白酒生产用酶的研究动态[J].酿酒科技,2006(9):74-77.
[39]江鹏,蒋红军,王和玉,等.酱香型白酒堆积发酵过程中“腰线”的形成机理[J].酿酒科技,2004(6):43-44.
[40]冯雨.酱香型白酒的堆积发酵[J].酿酒科技,2013(2):80-81.
[41]陶菡,陈孟强,邹江鹏,等.现代科技在酱香型白酒研究与生产中的应用[J].酿酒科技,2014(9):81-87.
[42]肖冬光,赵树欣,陈叶福,等.白酒生产技术[M].北京:化学工业出版社,2012:178-180.
猜你喜欢
酿酒科技(2021年8期)2021-12-06 15:28:22
军事文摘·科学少年(2021年1期)2021-02-04 08:03:45
食品与生物技术学报(2019年12期)2019-02-15 01:42:27
食品工业科技(2018年21期)2018-11-27 01:59:10
故事作文·低年级(2016年7期)2016-05-14 09:39:46
食品安全导刊(2016年36期)2016-03-28 05:50:49
中国酿造(2016年12期)2016-03-01 03:08:23
中国酿造(2016年12期)2016-03-01 03:08:10
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10 08:41:12
中国酿造(2014年9期)2014-03-11 20:21:10
