
冲模用安全防护装置及结构设计
2018-01-23 11:25王晓芬
环球市场信息导报 2017年14期
王晓芬

目前,全社会高度提倡以人为本的绿色、健康发展理念,鼓励贯彻落实科学发展观,对于冲压行业也同样如此,我们应保证安全生产,控制噪声污染。然而,上述这两个问题,截止到当前仍未得到解决,依然比较棘手。其中冲压存在污染,且冲压模具的使用寿命也不长,出现安全事故的频率较高,严重还可能损害操作人员的身体。虽然,造成这一事故的原因较多,但主要是因为模具不存在有效的防护功能。
模具事故与失效原因剖析
设备结构缺陷
截止到当前,国内所有的冲压设备刨除掉汽车覆盖件和别的大体积冲压件生产会应用大规模冲压设备,在中小体积的冲压件中一般选用中小规模的机械压力机。此类压力机包含多种类型,例如,J23、J21压力机等。其中绝大多数机型都选用c形机架,主要具有下述缺陷:
承载变形显著;机架承载以后,其变形十分不均匀。位于c形机架开口部位的变形显著,和开口相距的距离越远,则变形也越小。順着工作台面自前至后,对应变形从大至小,并构成角变形。而冲压施力点位于工作台中心,这恰巧是c形机架内部的开口部位。冲模压力中心和滑块中心互相重合,进而冲模会遭受机架角变形产生的影响,在实际运作过程发生偏斜。因c形机架负载以后出现角变形,同时,随着冲压力的不断增加,对应变形量也逐步增加,致使压力机的精度有所下降。常规条件下,对于压力机而言,其出厂检验只是检验静态精度,不包含承载后动态精度对应的检测要求和规范。且静态精度高处动态精度,另外,基于冲裁料厚与冲压力的不断增加,动态精度也将进一步恶化。
具体见图1,这是J11系列压力机,而图中所展示的是它正常冲压的工作过程,机架和压力机担负的变形情况和对冲模的具体影响。依照所负载变形量与冲压力大小,能够有效求解出整体负荷变形大小。众所周知,机架断面形状大多是工字形,有些还是箱形的,对应中心是角顶。参照压力机使用说明能够看出,上述中心至压力机冲压中心之间的距离,还可大体取机架中心至压力机滑块之间的距离,最终便可求出冲裁不同料厚与冲压力条件下的冲模负荷偏斜角和具体的偏移量。
模具异常磨损、失效和使用寿命
经由上图不难发现,上述压力机在进行冲裁工作时,模具刃口一定会出现异常磨损。一般冲裁厚料时,机架负载后,是的模具偏移量多余冲裁间隙,在上下模刃口可能会出现碰撞和啃剥等异常问题,严重还可能引发设备事故问题。冲模刃口的异常磨损,一定会引发冲模的及早刃磨。而刃口啃剥与碰撞会导致冲模失效。不管及早刃磨,还是提早失效,均会缩短模具的寿命。
若所选用模具内部具有横向装置,则将在削弱负载变形的不良影响中发挥一定的作用。一般选用导板导向与滚动导向滚珠等不同类型装置。可即便如此,还会因导向装置自身的精准度不高和两平面平行度的显著误差,依旧出现刃口异常磨损问题。
结构设计原则
冲模防护机构和所配备防护装置在冲压时,禁止操作者将身体放置在冲模工作区中,在人身和模具上进行真正的隔离。
一项统计结果显示,近乎一半的冲压事故都出现在冲模送料这一环节,为此,出于安全考虑,冲模送料口与模具牵引的送料结构都应布设于模具区域之外,让操作者仅仅在冲模工作区之外进行送料操作。若规定在模具工作区进行,则一定采取相关的安全措施。
冲孔凸模与手工送料等存在一定危险性的部位能够布设防护装置。其工作原理为基于上述危险部位安装终端开关以及瞬时开关等,利用选取的监控点和控制线路相通,以此来控制开关,让监控线路和冲床离合器紧密相连,完成自动监控。上述监控系统于冲压环节主要发挥着下述作用:对于涉及电磁和电压液压式的机械压力机,这一监控系统能够在滑块下行环节的任何一个位置监控点出现故障时发挥相应的作用,让滑块在冲压进行前停车,维护工程安全。而应用滑销的冲床,这一监控装置仅仅能在模块运动过程出现模具故障后,在完成相应行程后把滑块制动停留在死点部位,也可让滑块于监控系统作用以后方启动。虽然如此,但这种监控装置依然能够规避不易发现的废品,并可基于模具重大损坏实施安全防护。
在冲压环节,冲压件与废料一般都不会落于模具之外,大多落于零件箱与废料箱中。导正销和弹料销等都需布设防弹出装置,且圆柱销和螺钉等不允许过细和过短,而紧固孔最小壁厚应超出0.5紧固直径,借此防范因长期冲压振动所引发的脱落和破裂问题。另外,定位销和定位板等需能让操作者明确和掌握送进材料的具体定位情况。
模具应尽可能选取弹性限位装置和液压限位装置等,实施限位冲载,进而达到消振减噪的目的。模具选用的压缩空气卸件和压边等禁止超出90dB噪声。
模具零件结构外形和尺寸都一定要符合可承担冲压力这个需求。长径比超过5,受力显著的细长凸模和形状繁琐、受力显著的凹模等需要进行相应的强度计算和稳定性核验。
对于冲模工作区之外的所有可动部位和操作者便于触摸部位等都应装设防护装置。同时,冲模结构和外观不允许让操作者产生不安全感。
具体设计
经由上述分析可知,我们应基于冲模的正常操作和人身防护开展科学的结构设计。
图1所示只是应用于J11压力机中的情形,但因J21和J23等常用压力机,均应用c形机架,所以,它负载后所表现的变形情况和图1大体相同。为此,利用开式压力机进行工作的冲模,都应设计有成熟的导向机构与装置。含导向装置冲模除可维护冲模的常规运行外,还可规避和控制安全事故的出现。
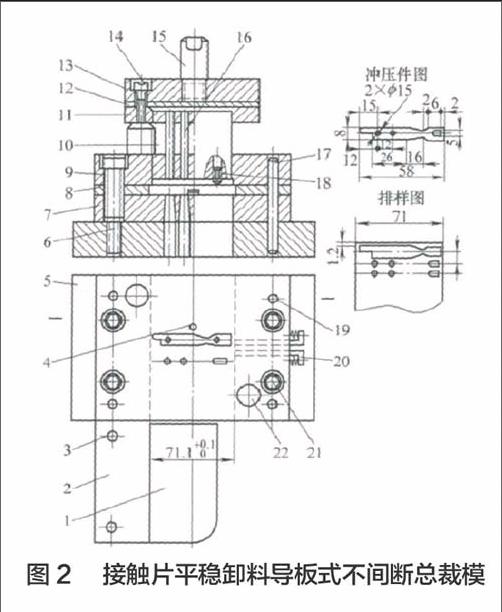
图2所示的主要借助导板9、凸模10和冲孔凸模16之间的有效配合,让导板于凸模表现出的导向间隙不超过0.5冲裁间隙。同时,导板模孔既能合理导向,也可顺着水平方向基于凸模工作段实施综合性的水平支承,增强冲孔小凸模自身的抗纵弯性能。另外,于下模导轨部位配置两个限位柱,对应高度是18mm,这能够保护操作者,以免压手。
上述结构冲模比较适合应用于滑块行程能够自主调节的偏心压力机中进行的小行程工作,借此能够保障凸模一直不脱离导板。
大量的生产实例表明,冲压设备如果不存在有效的防护装置,单纯依靠操作人员自身的小心与规避,无法保障人员与设备安全,严重还可能引发伤残事故。一直以来,事故处理都较为困难,而这对工作人员造成了较大的困难,且和企业的生产活动存在一定的关联。为此,我们应引起重视,加大在冲模安全装置方面的研究,不断改善结构设计。
(作者单位:烟台宝钢车轮有限公司)endprint
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
模具制造(2021年8期)2021-10-20
锻压装备与制造技术(2021年2期)2021-07-19
锻压装备与制造技术(2021年2期)2021-07-19
冶金设备(2021年1期)2021-06-09
工业设计(2016年12期)2016-04-16
设备管理与维修(2016年5期)2016-03-16
锻压装备与制造技术(2015年2期)2015-06-26
锻压装备与制造技术(2015年1期)2015-06-07
现代冶金(2015年4期)2015-02-06
