
短粉路回添法工艺因素对全麦粉品质的影响
2018-01-09 10:42:03赵吉凯王梦杰王凤成
河南工业大学学报(自然科学版) 2017年6期
赵吉凯,王梦杰,王凤成
(河南工业大学 粮油食品学院,河南 郑州 450001)
短粉路回添法工艺因素对全麦粉品质的影响
赵吉凯,王梦杰,王凤成*
(河南工业大学 粮油食品学院,河南 郑州 450001)
以强筋、中强筋、中筋小麦为原料,采用短粉路回添法制备全麦粉,研究了正交法优化皮磨制粉的磨辊参数,以及不同因素对全麦粉基本理化指标、糊化和粉质特性的影响。结果表明:皮磨磨辊参数的影响程度依次为:磨辊轧距>3B齿数>2B齿数>1B齿数;在短粉路回添法制备全麦粉工艺中,随着润麦水分的增加,同一小麦品种全麦粉的灰分含量无显著差异,全麦粉的白度值、降落数值呈上升趋势,而破损淀粉值和吸水率分别降低了0.4~1.1 UCD、0.7~2.8个百分点,糊化指标均呈上升趋势,形成时间与稳定时间增加了0.1~0.4 min,而弱化度呈下降趋势;添加石磨后,3种小麦全麦粉的水分含量、降落数值分别降低了0.15~0.45个百分点、18.2~34.7 s,白度值与含砂量分别增加了0.5~0.6个百分点、0.002~0.006个百分点,破损淀粉值和吸水率分别增加了0.6~1.2 UCD、1.2~2.3个百分点,峰值黏度、衰减值、回生值呈下降趋势,而稳定时间、弱化度、粉质质量指数无规律性变化。
短粉路;回添法;润麦水分;石磨
0 引言
目前,消费者对全谷物食品的营养功能[1-3]已逐渐形成共识,全谷物食品如面包、曲奇、饼干等受到了消费者的青睐。全麦粉加工方法主要有直接粉碎法和回添法[4-5],采用微粉机的直接粉碎法工艺简单,但由于小麦籽粒完全经微粉机挤压、切割、撞击等机械力的作用[6],造成产量低、电耗高、产热高、破损淀粉值高等一系列问题,从而导致全麦粉生产成本增高及粉体品质下降。与直接粉碎法加工相比,常规的回添法制粉工艺粉路长,但若采用齿辊前路出粉、后路微粉碎的工艺设计,稳定化处理及超微粉碎均可独立进行,超微粉碎的效率更高、能耗更低,产热低,成本相对降低。郝春明等[7]采用回添法,比较研究小麦麸皮挤压膨化处理对全麦粉品质的影响,结果表明挤压膨化处理麸皮回添工艺对全麦粉的品质有明显改变。目前关于短粉路回添法加工工艺中不同因素对全麦粉及其馒头品质特性影响的研究报道还较少,尤其采用1B、2B、3B(辊式皮磨)加微粉碎或石磨制备全麦粉还没有系统的研究。
本文首先以中强筋小麦为原料,采用正交法优化皮磨制粉的磨辊参数,以期能简化制粉流程,降低生产能耗及成本;再以中筋、中强筋、强筋小麦为原料,研究短粉路回添法工艺因素(润麦水分、添加石磨工序)对全麦粉基本理化品质、糊化及粉质特性的影响,以期能提高全麦粉的品质,为其工业化生产提供参考。
1 材料与方法
1.1 材料与试剂
强筋小麦:内蒙古恒丰食品工业股份有限公司;中强筋小麦:一加一天然面粉有限公司;中筋小麦:思丰粉业有限公司,混合麦。
无水乙醇:天津市科密欧化学试剂有限公司;硼酸、氢氧化钾盐酸、氢氧化钠、苯、硫代硫酸钠:洛阳市化学试剂厂。
1.2 仪器与设备
电热鼓风干燥箱:上海树立仪器仪表有限公司;布勒实验磨:瑞士布勒公司;粉筛、小麦硬度指数测定仪:无锡锡粮机械制造有限公司;TBJS-40×170YM燕麦碾刷剥皮除菌机、QGWFJ-30水冷粗粮全谷物微粉机:鲁山县万通通机械制造有限公司;面筋仪:瑞典Perten仪器公司;电子粉质仪、电子拉伸仪:德国布拉班德公司;SDmatic破损淀粉仪:法国肖邦公司;RVA-TecMaster快速黏度测试仪:波通澳大利亚有限公司;FOSS kjeltec8400自动定氮仪:丹麦FOSS公司。
1.3 试验方法
1.3.1 小麦的调质方法
设定润麦时间24 h、润麦温度25℃,根据目标水分进行调质,加水量的计算公式为:

式中:加水量,mL;W为样品质量,g;M1为目标水分含量,%;M0为原始水分含量,%。
1.3.2 皮磨制粉评分测定
采用布勒实验磨的制粉评分方法,称取2 000 g小麦进行润麦,经过皮磨系统(3B)研磨后,收集并称质量,随后取适量混匀的面粉样品进行水分和灰分测定,参考雷小艳等[8]的方法。
1.3.3 皮磨制粉条件优化
影响皮磨制粉的因素较多,包括取样、制粉室温度湿度、润麦条件、磨辊齿数、排列方式及轧距设置等,其中磨辊齿数及轧距设置是本试验重点关注的方面。对小麦样品进行不同皮磨(1B、2B、3B)齿数、磨辊轧距条件下的制粉试验,以同一样品各条件下的制粉评分为指标进行正交试验,确定适合皮磨制粉的条件。
1.3.4 制粉方法
1.3.4.1 制备精细面粉
采用MLU-202型布勒试验磨粉机,润麦水分为15%,出粉率控制在70%左右。不同品种面粉的理化品质指标见表1。
1.3.4.2 制备全麦粉
全麦粉制粉流程见图1。

表1 不同品种面粉的理化品质指标Table 1 Physical and chemical quality indexes of wheat flour from different varieties

图1 全麦粉制粉流程Fig.1 Flow diagram of milling of whole wheat flour
细粉:经过粉筛筛理后,粒度小于80目(80目粉筛筛下物)的物料;粗粉:经过粉筛筛理后,粒度大于80目(80目粉筛筛上物)的物料。
将小麦水分调质为12%、13.5%、15%后进行制粉,收集各系统粉并混匀,置于4℃冰箱储藏备用。
小麦(润麦水分为13.5%、15%)经过图1工艺得到细粉及粗粉,将粗粉倒入石磨中研磨3遍,轧距为0.05 mm,筛理后将80目筛上物倒至水冷粗粮全谷物微粉机进行粉碎(配置80目的筛网),最后收集各系统粉并混匀,置于4℃冰箱中储藏备用。
1.3.5 全麦粉理化品质测定
白度测定:参照 GB/T 22427.6—2008;湿面筋含量测定:参照GB/T 5506.1—2008;破损淀粉测定:参照肖邦破损淀粉仪的操作流程;粗蛋白含量测定:参照GB/T 5511—2008;糊化特性测定:参照GB/T 24853—2010;粉质特性测定:参照GB/T 14614—2006。
1.3.6 数据统计分析
测定和分析结果采用SPSSV20.0、Origin8.5和Excel软件进行数据处理,部分结果以平均值±标准差表示,指标内部的均值比较采用单因素方差分析,多重比较采用Tukey法,采用95%置信度(P<0.05)。
2 结果与分析
2.1 磨辊参数优化
2.1.1 正交试验设计
选用中强筋小麦为代表样品,以小麦制粉评分为指标,综合考察皮磨磨辊轧距、磨辊(1B、2B、3B)齿数4个因素对制粉效果的影响,采用正交表进行正交试验,确定皮磨制粉的最佳制粉参数。按表2、表3的正交因子水平设计正交试验。

表2 L9(34)正交试验设计Table 2Factors and levels of L9(34)design

表3 磨辊轧距Table 3 Parameters of rolling distance
2.1.2 正交试验结果
由表4可见,各因素对样品制粉评分的影响程度依次为A>D>C>B。磨辊轧距对制粉评分影响最大,其次是3B齿数,最后是1B齿数。对于A因素有 A3<A1<A2,对于 B 因素有 B3<B2<B1,对于 C 因素有 C1<C2<C3,对于 D 因素有 D1<D2<D3,因此可确定最佳工艺条件为A2B1C3D3。

表4 L9(34)正交试验结果Table 4 Design and results of L9(34)
2.1.3 最佳工艺条件验证试验
取2 000 g中强筋小麦,在最佳工艺条件A2B1C3D3下,重复3次试验,测得制粉评分为66.83,符合试验的直观结果。皮磨磨辊参数如表5所示。

表5 皮磨磨辊参数Table 5 Parameters of grinding roller
2.2 润麦水分对全麦粉品质的影响
2.2.1 对全麦粉基本理化指标的影响
由图2可知,3种小麦在回添法制备全麦粉过程中水分损失为0.55~1.28个百分点,随着润麦水分的增加,磨粉过程中水分的损失增加;灰分主要存在于小麦籽粒的皮层和糊粉层,其含量分别为4.47%和13.95%[9]。由图3可知,随着润麦水分的增加,同一品种内全麦粉的灰分含量无显著差异,品种间的差异主要是由小麦籽粒本身灰分含量的差异导致[10-11];由图4可知,随着润麦水分的增加,同一品种内全麦粉的白度值增加了0.4~1.0个百分点;破损淀粉含量对面团流变学特性及烘焙品质具有重要影响,由图5可知,全麦粉中破损淀粉值显著高于面粉1.0~3.2 UCD,随着润麦水分的增加,全麦粉的破损淀粉值下降了0.4~1.1 UCD,这可能是因为小麦籽粒内淀粉是以淀粉粒形式埋存在蛋白质的基质中,形成淀粉-蛋白质结构,当润麦水分较低时,小麦蛋白质与淀粉粒间的结合力强,结构紧密,胚乳质地坚硬,磨粉过程中受到机械力的作用,易产生破损淀粉,随着润麦水分的增加,进入到胚乳中的水分也不断增加,充斥于淀粉-蛋白质基质之中,使得蛋白质与淀粉粒之间的结合力变弱,胚乳结构质地松软,磨粉过程中不易产生破损淀粉[12];由图6可知,随着润麦水分的增加,全麦粉的降落数值呈上升趋势,分别增加了16.7~42.5 s、17.2~38.9 s、13.8~28.9 s,研究发现破损淀粉含量与面粉的降落数值呈负相关,破损淀粉使面粉对α-淀粉酶的敏感性增强,导致黏度降低[13]。

图2 润麦水分对全麦粉水分含量的影响Fig.2 Effect of tempering degree on the moisture content of whole wheat flour

图3 润麦水分对全麦粉灰分含量的影响Fig.3 Effect of tempering degree on the ash content of whole wheat flour
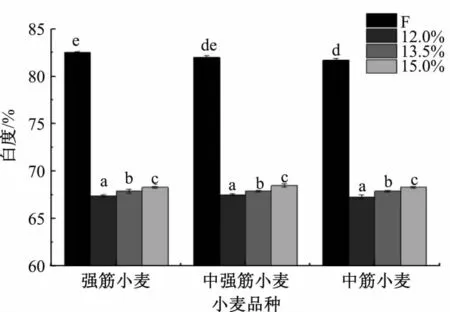
图4 润麦水分对全麦粉白度的影响Fig.4 Effect of tempering degree on the whiteness value of whole wheat flour

图5 润麦水分对全麦粉破损淀粉值的影响Fig.5 Effect of tempering degree on the damaged starch value of whole wheat flour

图6 润麦水分对全麦粉降落数值的影响Fig.6 Effect of tempering degree on the falling number value of whole wheat flour
2.2.2 对全麦粉糊化特性的影响
张琴[14]研究发现润麦时间对小麦粉的黏度无显著影响,而不同小麦品种对其有一定影响。不同润麦水分对全麦粉糊化特性的影响结果见表6。

表6 不同润麦水分制得全麦粉的糊化特性Table 6 Gelatinization properties of whole wheat flour with different tempering degrees
由表6可知,随着润麦水分的增加,3种小麦全麦粉的峰值黏度、谷值黏度、最终黏度、峰值时间、糊化温度均呈上升趋势,这与付文军[15]的研究结果相一致,分别增加了 20~76 mPa·s、18~48 mPa·s、28~84 mPa·s、0.02~0.14 min、0.31~1.48 ℃,这可能是由于随着润麦水分的增加,全麦粉的破损淀粉含量减少,而破损淀粉越多,支链淀粉的破坏越严重,导致全麦粉在发生糊化时,支链淀粉的氢键缔合作用减弱,造成黏度等指标下降[16]。
2.2.3 对全麦粉粉质特性的影响
由表7可知,随着润麦水分的增加,3种小麦全麦粉的吸水率分别降低了0.7~1.5个百分点、1.3~2.1个百分点和1.4~2.8个百分点,随着小麦入磨水分的增加全麦粉的水分也增加,导致吸水率减小[17]。另外,破损淀粉含量高吸水率高的规律已经被研究证实;随着润麦水分的增加,3种小麦全麦粉的形成时间、稳定时间呈上升趋势,其中形成时间分别增加了0.1~0.3 min、0.2~0.3 min和0.3~0.4 min,稳定时间分别增加了0.2~0.4 min、0.1~0.4 min、0.2~0.3 min,而弱化度呈降低趋势。这可能是由于润麦水分的增加,导致全麦粉中水分增加,在形成面团时,有更多的水分子与面筋蛋白的亲水基团结合,促使蛋白质颗粒间相互黏结,面筋网络结构筋力增强,从而表现为形成时间与稳定时间增大,弱化度减小。

表7 不同润麦水分制得全麦粉的粉质特性指标Table 7 Farinogragh characteristics of whole wheat flour with different tempering degrees
2.3 添加石磨工序对全麦粉品质的影响
2.3.1 对全麦粉基本理化指标的影响
由图7可知,添加石磨工序后,3种小麦全麦粉的水分损失了0.15~0.45个百分点;由图8可知,添加石磨工序对全麦粉的灰分含量(干基)无显著影响,由于全麦粉理论上含有小麦籽粒的全部麸皮,故可将灰分作为全麦粉真伪的一个重要指标[18]。由图9可知,添加石磨后,3种小麦全麦粉的白度增加了0.5~0.6个百分点,表明添加石磨能够有效改善全麦粉的色泽,这可能是由于添加石磨可将粗粉中附着于麸皮的淀粉及蛋白颗粒粉碎并筛分出来,另外,大部分麸皮也被进一步粉碎,从而使全麦粉的白度增加。由图10可知,添加石磨工序后,3种小麦全麦粉的含砂量增加了0.002~0.006个百分点。其中润麦水分为13.5%的强筋小麦全麦粉的含砂量达到了0.023%,超过了标准要求的≤0.02%,而润麦水分为15.0%的中强筋、中筋小麦全麦粉的含砂量分别为0.019%、0.018%,符合LST 3244—2015全麦粉的要求。由图11可知,添加石磨工序后,3种小麦全麦粉的破损淀粉值增加了0.6~1.2 UCD,这可能是由于粗粉中残留的小淀粉颗粒通过石磨研磨暴露出来,被石磨粗糙的磨盘搓碾,易导致损伤,另外,随着润麦水分增加,使蛋白质与淀粉粒间的结合力变弱,结构疏松,研磨过程中受到机械力的作用,产生的破损淀粉相对较少。由图12可知,添加石磨工序后,3种小麦全麦粉的降落数值降低了18.2~34.7 s,破损淀粉含量与面粉的降落数值呈负相关,所以添加石磨工序会导致全麦粉的降落数值降低。
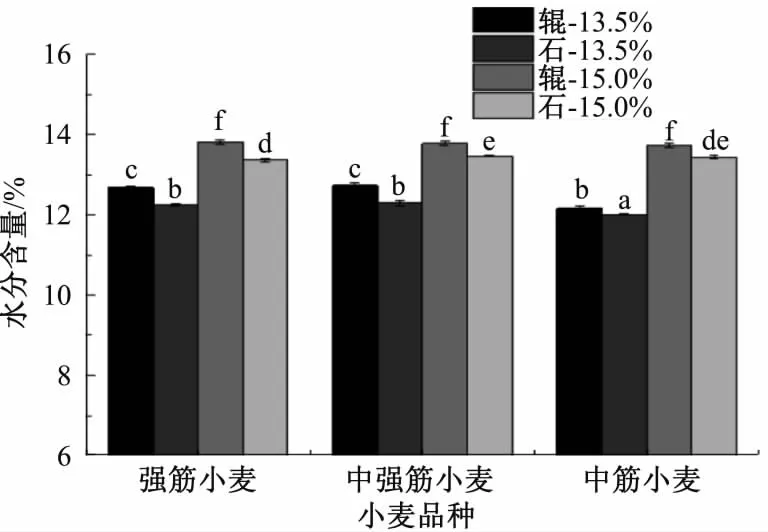
图7 添加石磨工序对全麦粉水分含量的影响Fig.7 Effect of stone milling on the moisture content of whole wheat flour
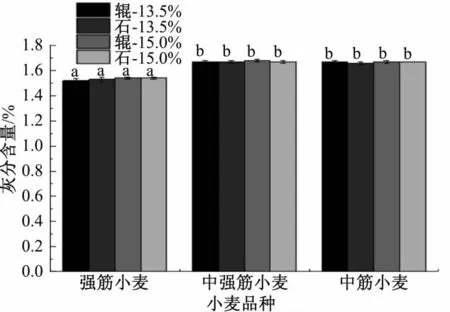
图8 添加石磨工序对全麦粉灰分含量的影响Fig.8 Effect of stone milling on the ash content of whole wheat flour
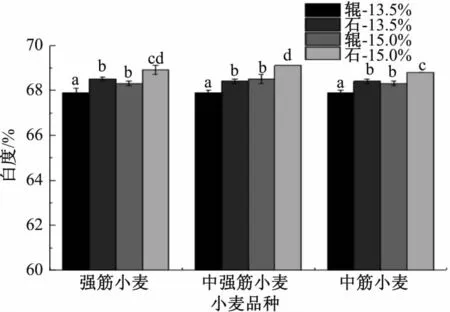
图9 添加石磨工序对全麦粉白度的影响Fig.9 Effect of stone milling on the whiteness value of whole wheat flour

图10 添加石磨工序对全麦粉含砂量的影响Fig.10 Effect of stone milling on the sand content of whole wheat flour
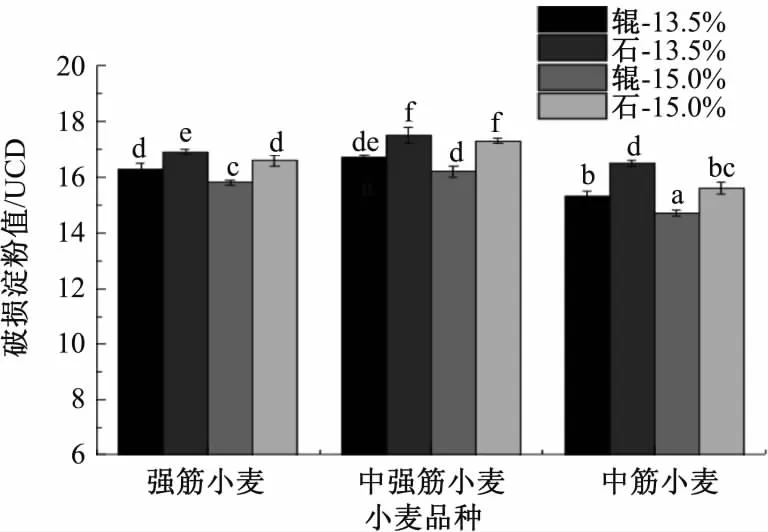
图11 添加石磨工序对全麦粉破损淀粉值的影响Fig.11 Effect of stone milling on the damaged starch value of whole wheat flour

图12 添加石磨工序对全麦粉降落数值的影响Fig.12 Effect of stone milling on the falling number value of whole wheat flour
2.3.2 对全麦粉糊化特性指标的影响
由表8可知,添加石磨工序对全麦粉糊化特性有显著影响。添加石磨工序后,全麦粉的峰值黏度、衰减值、回生值[19]分别降低了 42~79 mPa·s、6~20 mPa·s和 13~47 mPa·s,而峰值时间、糊化温度无显著变化,破损淀粉越多,支链淀粉的破坏越严重,导致黏度等指标下降的结论已由2.2.2证实,除此之外,研磨程度的增大,易造成糊化淀粉分子间重排的阻碍作用增大,从而导致淀粉糊化后的低温稳定性增强,老化作用减弱。
2.3.3 对全麦粉粉质特性指标的影响
由表9可知,添加石磨工序后,3种小麦全麦粉的吸水率分别增加了1.8~2.1个百分点、1.9~2.3个百分点和1.2~1.9个百分点,除此之外,3种小麦全麦粉的形成时间略有增加,而稳定时间、弱化度、粉质质量指数无规律性变化。
3 结论
综合考察皮磨磨辊轧距、磨辊(1B、2B、3B)齿数4个因素对制粉效果的影响,正交优化皮磨磨辊参数,4种因素影响程度依次为:磨辊轧距>3B齿数>2B齿数>1B齿数。最佳工艺条件为:1B齿数为3.2牙/cm,轧距为0.30 mm,2B齿数为6.3牙/cm,轧距为 0.08 mm,3B齿数为 9.4牙/cm,轧距为0.03 mm。在短粉路回添法制备全麦粉工艺中,随着润麦水分的增加,同一小麦品种全麦粉的灰分含量无显著差异,3种小麦全麦粉的白度、降落数值呈上升趋势,而破损淀粉值下降了0.4~1.1 UCD,糊化指标均呈上升趋势,吸水率降低了0.7~2.8个百分点,形成时间、稳定时间呈均上升趋势,增加了0.1~0.4 min,而弱化度呈降低趋势;对粗粉添加石磨工序后,3种小麦全麦粉的水分含量、降落数值分别降低了0.15~0.45个百分点、18.2~34.7 s,白度增加了0.5~0.6个百分点,含砂量增加了0.002~0.006个百分点,破损淀粉值增加了0.6~1.2 UCD,峰值黏度、衰减值、回生值均呈下降趋势,而峰值时间、糊化温度无显著变化。全麦粉的吸水率增加了1.2~2.3个百分点,形成时间略有增加,而稳定时间、弱化度、粉质质量指数则呈无规律性变化。

表8 全麦粉的糊化特性Table 8 Gelatinization properties of whole wheat flour with stone milling
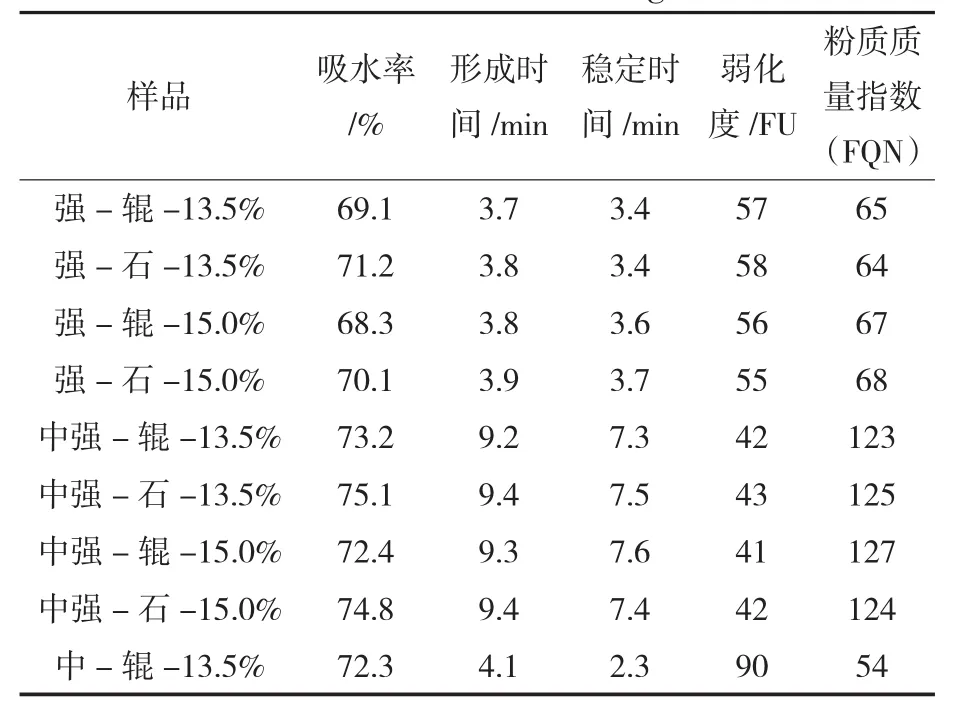
表9 全麦粉的粉质特性指标Table 9 Farinogragh characteristics of whole wheat flour with stone milling
[1] 陶海根.全麦粉营养价值及生产工艺探讨[J].大众标准化,2010(S1):101-103.
[2] OKARTER N,LIU R H.Health benefits of whole grain phytochemicals[J].Critical Reviews in Food Science and Nutrition,2010,50(3):193-208.
[3] ZEBROWSKA T,LOW A G.The influence of diets based on whole wheat,wheat flour and wheat bran on exocrine pancreatic secretion in pigs [J].The Journal of Nutrition,1987,117(7):1212-1216.
[4] 汪丽萍,吴飞鸣,田晓红,等.全麦粉的国内外研究进展[J].粮食与食品工业,2013(4):4-8.
[5] 赵新,任晨刚,陈佳佳,等.全麦粉主要制粉工艺及其优缺点分析[J].粮油加工,2014(11):55-60.
[6] 王瑞交.钢辊磨粉机与石磨磨粉机的加工原理对比分析[J].当代农机,2013(12):71-72.
[7] 郝春明,郑学玲,张杰,等.挤压膨化处理麸皮对全麦粉品质的影响[J].农产品加工(学刊),2012(11):88-92.
[8]雷小艳,王凤成,陈志成,等.布勒法——硬麦实验制粉条件的优化[J].粮食加工,2007(3):19-21.
[9] 扈文盛.常用食品数据手册[M].北京:中国食品出版社,1989.
[10] BUTCHER J,STENVERT N L.Conditioning studies on Australian wheatⅠ.The effect of conditioning on milling behavior[J].Journal of the Science of Food and Agriculture,1973,24(9):1055-1066.
[11] 周结祥,张静,郑新疆,等.润麦条件对黑小麦新春36号磨粉品质特性影响[J].安徽农业科学,2013(24):10119-10121.
[12] 申晓燕.影响面粉中破损淀粉含量的因素[J].现代面粉工业,2010(2):38-40.
[13] 王晓曦,王忠诚,曹维让,等.小麦破损淀粉值与面团流变学特性及降落数值的关系[J].郑州工程学院学报,2001(3):53-57.
[14] 张琴.不同润麦方法对小麦粉黏度的影响[J].现代面粉工业,2015(4):8-13.
[15] 付文军.石磨与辊式磨粉机生产全麦粉的比较研究[D].郑州:河南工业大学,2016.
[16] 汪礼洋,吕莹果,陈洁,等.淀粉对面粉糊化特性及热风干燥方便面品质影响[J].粮食与油脂,2014(4):47-51.
[17] 温纪平,李利民,郑学玲.面粉的吸水量及面粉组分对吸水量的影响[J].四川粮油科技,2000(4):30-32.
[18] 张仁堂,张明远,侯园园.石磨小麦粉与钢磨小麦粉特性比较研究[J].中国粮油学报,2012(7):12-16.
[19] ZAIDUL I S M,YAMAUCHI H,KIM S J,et al.RVA study of mixtures of wheat flour and potato starches with different phosphorus contents [J].Food Chemistry,2007,102(4):1105-1111.
EFFECT OF BRAN RECOMBINING PROCESS OF SHORT MILLING ON QUALITIES OF WHOLE WHEAT FLOUR
ZHAO Jikai,WANG Mengjie,WANG Fengcheng
(College of Food Science and Technology,Henan University of Technology,Zhengzhou 450001,China)
The whole wheat flour was prepared by bran recombining process of short milling process with strong gluten,middle-strong gluten and middle gluten wheat as the raw materials in the present study. The bran roller parameters were optimized by orthogonal method,and the effect of different factors on the physical and chemical indexes,gelatinization and farinograph characteristics of whole wheat flour was evaluated. The results showed that the influence order of bran roller parameters was as follows: roll clearance > teeth number of 3B > teeth number of 2B > teeth number of 1B; in the bran recombining process of short milling,the ash content of the same wheat variety of whole wheat flour had no significant difference with the increasing of tempering degrees,while the whiteness and falling number of WWF increased; the damaged starch value and water absorption rate decreased by 0.4~1.1 UCD and 0.7~2.8 percent point,respectively; indicators of gelatinization properties of the WWF increased; nevertheless,the formation time and stability time increased by 0.1~0.4 min,while the weakness degree of the WWF decreased. After adding stone milling,the moisture content and falling number of WWF of the three varieties of whole wheat flour decreased by 0.15~0.45 percent point and 18.2~34.7 s,respectively; the whiteness and sand content of WWF increased by 0.5~0.6 percent point and 0.002~0.006 percent point,respectively; the damaged starch value and water absorption rate increased by 0.6~1.2 UCD and 1.2~2.3 percent point,respectively; the peak viscosity,breakdown value and setback value had an decreasing trend; however,the stability time,softening degree and FQN showed no regular changes.
short milling;bran recombining process;tempering degree;stone milling
TS211.4
B
1673-2383(2017)06-0048-08
http://kns.cnki.net/kcms/detail/41.1378.N.20171226.1723.018.html
网络出版时间:2017-12-26 17:24:10
2017-03-20
赵吉凯(1991—),男,山东滨州人,硕士研究生,研究方向为粮食深加工。
*通信作者
猜你喜欢
今日自动化(2022年1期)2022-03-07 09:34:14
粮食加工(2021年3期)2021-12-24 07:06:45
舰船科学技术(2021年5期)2021-07-03 07:26:04
小学生学习指导(高年级)(2021年3期)2021-04-06 08:49:42
现代面粉工业(2018年6期)2018-02-14 20:47:58
现代面粉工业(2018年6期)2018-02-14 20:47:58
现代工业经济和信息化(2016年8期)2016-05-17 05:37:34
现代面粉工业(2016年1期)2016-02-22 20:30:05
压缩机技术(2014年5期)2014-02-28 21:28:19
河南科技(2014年22期)2014-02-27 14:18:12
