铝电解槽铝颗粒焙烧方法探讨
2017-12-12 03:03
新商务周刊 2017年14期
铝电解槽铝颗粒焙烧方法探讨
文/罗戈,中国铝业连城分公司电解二厂
对比分析不同焙烧方法的优缺点,提出用铝颗粒代替焦粒的焙烧方法,并从不同的方面论证铝颗粒法的可行性和优越性。
铝颗粒;铝框;撬动;粒度分布;点动升阳极
铝电解槽的预热焙烧既是铝电解主体设备的制作与完善过程,又是电解槽从室温转入高温生产的必备条件的建立过程,是铝电解槽生产的重要环节。正确合理的选择焙烧方案不但可以降低焙烧启动能耗和费用减轻操作人员的劳动强度而且有益于提高正常投产后的技术经济指标和槽寿命。铝电解槽的焙烧包括阳极和阴极内衬的焙烧两部分,因预焙槽阳极炭块已在碳素系统经过高温焙烧故对预焙槽而言所说的焙烧特指阴极内衬的预热过程。
1 铝颗粒焙烧法
铝电解槽采用铝液焙烧是最简单的。其优点是其他焙烧方法所不具备的主要有:1.方法简单,操作容易;2.阳极母线与阳极导杆之间不需要软连接;3.不需要分流器对电流分流,可直接全电流焙烧;4.阳极、铝液和阴极中的电流和温度比较均匀。 其缺点也是明显的主要有:1.近900°C高温铝水瞬间灌入室温的阴极内衬,巨大的温差产生的热冲击容易使阴极内衬产生裂纹;2.内衬中的水分和挥发份快速排出易形成贯通的空洞影响槽寿命。从上可以看到铝液焙烧的缺点主要在高温铝水灌入对槽内的时刻,铝颗粒焙烧法就是结合铝液焙烧和焦粒焙烧的不足而提出。铝颗粒焙烧法除发热体由焦粒变成铝颗粒外与焦粒焙烧法大体相同,文中仅就不同之处做一分析。
铝颗粒是用电工原铝杆经过拉伸剪切而成其粒度可以精确控制本文建议用直径8mm长5~8mm的颗粒。用铝颗粒而非铝霄铝块的原因是粒度均匀的铝颗粒与阴极内衬表面接触良好,电阻和导热性能基本相同。这样阴极表面温度过高过低和电流偏流现象必将减少;
1.1 铺铝颗粒挂阳极
具体就是在阳极炭块对应的阴极内衬的表面放置一个35mm厚的框子,里面均匀装入铝颗粒刮板刮平后在颗粒上铺一1mm厚与阳极底掌同样大小的铝皮,将阳极靠人造伸腿放入槽内,人工用撬棍木板撬动阳极使导杆与母线接触良好。采用35mm的厚度考虑的一是 35mm的空间可以保证铝液的量也有利于铝液的流动 ;二是较厚的铝颗粒可以提供足够的空隙容纳阴极受热膨胀上抬 ,减少安装软连接或松紧卡具的工作。铺铝皮的目的是使电流和温度分布更加均匀,在局部电流过大时将电流引到人造伸腿部位对人工扎糊带进行焙烧。
1.2 依次挂好阳极上好卡具在人工扎糊带和阳极中间缝补充200 mm厚度的铝颗粒然后装炉。这样做的目的一是将电流引到人工扎糊带并对其进行焙烧;二是在阳极与阴极间铝颗粒熔化后补充铝液;三是保护阳极中缝防止氧化。
1.3 为稳妥起见可以在阳极与阳极间进行分流器的安装,根据多年自焙槽的生产实践不安装也没有大的问题。原因在于铝颗粒的电阻值比焦粒的小得多,焙烧热量的主要是由阳极和阴极本体产生而非铝颗粒不存在焦粒全电流焙烧时升温过快的问题。
1.4 焙烧第一天每4小时可以松紧一次卡具来释放应力。第二天后由于温度达到400°C阴极内衬的膨胀趋缓,铝颗粒层可能发生位移变形可以吸收这种膨胀,无需在采取措施。
1.5 焙烧达到50~72小时后铝颗粒熔化为加快焙烧进度可以按1 mm/h人工点动抬阳极。要求电压摆动不大于0.1v升温速度3~20°C/h。铝颗粒熔化后阴极表面有一层铝液保护,抬阳极时电弧灼伤阴极炭块表面的情况很少;点动抬阳极的过程较慢可以提高前期焙烧不良地方的温度尤其是人工扎糊带使之烧结焦化;点动抬阳极后能量输入急剧增加部分装炉料开始熔化为启动准备了部分液态电解质;点动抬电压的过程较长对槽内衬产生的温度梯度较焦粒焙烧小得多。
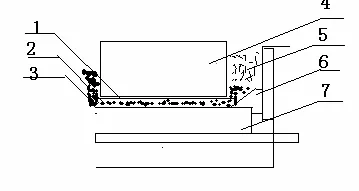
1.1 mm厚的铝皮;2.铝颗粒;3.中缝补充的铝颗粒;4.阳极炭块;5.装炉料;6.人造伸腿或异形炭块;7.阴极炭块。
1.6 阴极表面温度达到900°C以上快速灌入足量的液体电解质开始启动,当炉内物料熔化基本完全降低电压到7~8v启动结束。铝颗粒焙烧局部温度过高的很少阳极暴快裂缝的现象几乎没有;阴极表面有铝液覆盖隔绝了钠和电解质的侵蚀减少了阴极的起皮脱落;铝颗粒焙烧是阳极有很好的装炉料覆盖阳极氧化掉渣的很少综上三点可见铝颗粒焙烧完全不用捞碳渣。
1.7 焦粒焙烧法势必有些焦粒粘附在阳极底掌上,放阳极效应、用青木杆在阳极下赶碳渣也不一定奏效。在工艺上就必须有烧长时间效应的工序,如不在启动中烧,在灌完铝后第一次效应必须烧够10min,这一工序在用石墨混合焦粒的焙烧中更是必不可少的。在启动后的前几天必须安排捞碳渣防止阳极长包。这个工序工作环境极端恶劣,面对液态电解质产生的高温、周围大量的沥青烟、氟化物有毒气体职工真是苦不堪言;而在铝颗粒法中没有这一工序极大的减轻了职工的劳动强度体现了以人为本的理念较为科学。
1.8 焦粒法为了电流分布的均匀普遍加入了部分石墨在灌电解质启动时部分焦粒和石墨粘在炉底不好处理,铝颗粒焙烧没有这个麻烦。
1.9 焙烧时间
铝液灌入槽内凝固后与铝颗粒同为固体铝两者的性质基本相同,故两种焙烧方法在升温曲线和焙烧时间上可以预见基本相似。现从以上三个铝液焙烧曲线的分析可以发现从固体到铝液熔化的自然升温阶段大约是40~50小时。待熔化完全后通过点动抬阳极的操作转入强制升温阶段,温度达到900°C以上开始启动,这一过程大约是20~40小时小时。两项合计焙烧全过程为82~96小时与现在普通的焦粒焙烧差不多,160ka焙烧周期较长是在铝液熔化后保持两天不动阳极(电压1.7),4天后转入点动抬阳极的过程达4天之久。
2 铝液、焦粒、铝颗粒不同焙烧方法对比
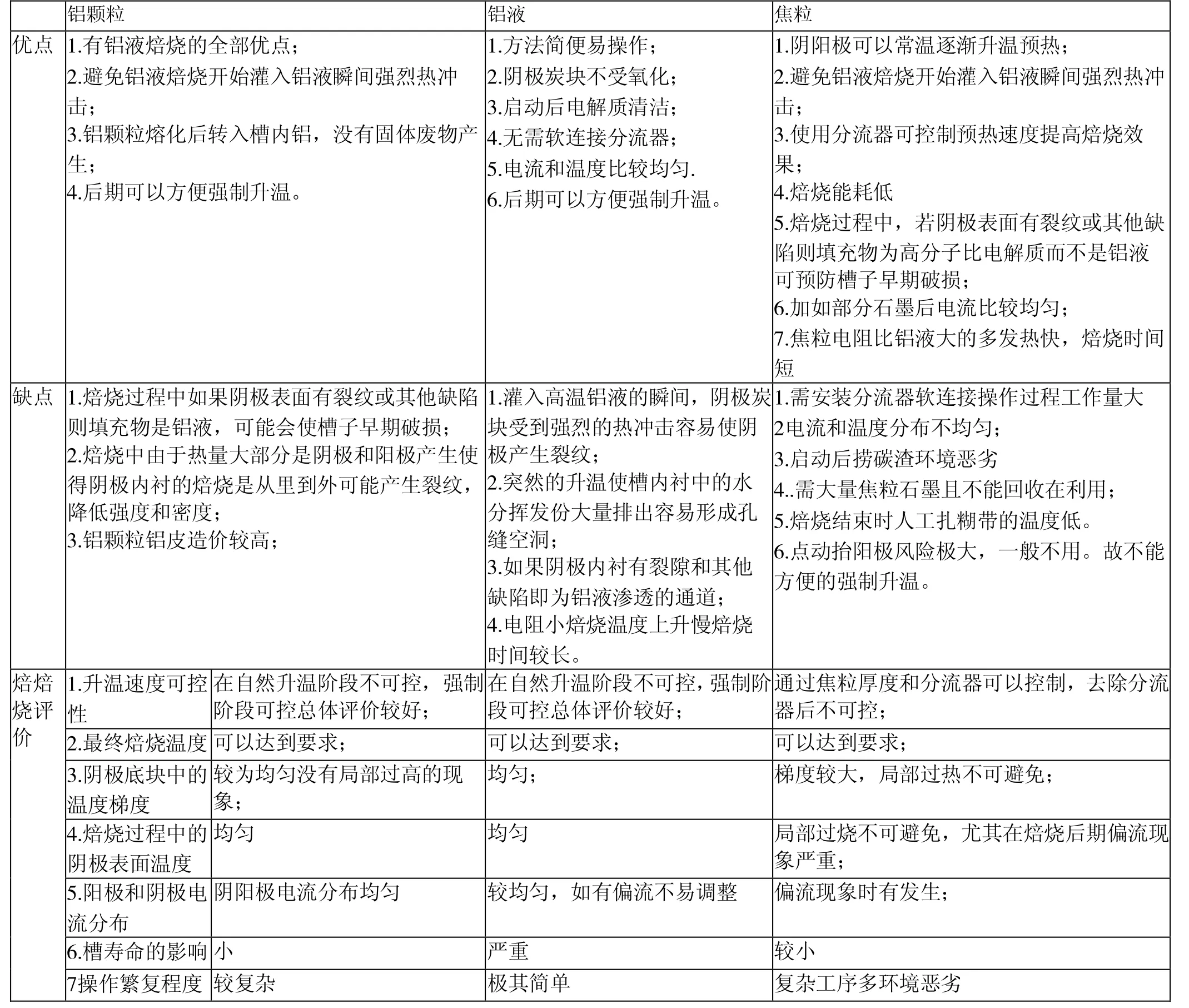
铝颗粒 铝液 焦粒优点 1.有铝液焙烧的全部优点;2.避免铝液焙烧开始灌入铝液瞬间强烈热冲击;3.铝颗粒熔化后转入槽内铝,没有固体废物产生;4.后期可以方便强制升温。1.方法简便易操作;2.阴极炭块不受氧化;3.启动后电解质清洁;4.无需软连接分流器;5.电流和温度比较均匀.6.后期可以方便强制升温。1.阴阳极可以常温逐渐升温预热;2.避免铝液焙烧开始灌入铝液瞬间强烈热冲击;3.使用分流器可控制预热速度提高焙烧效果;4.焙烧能耗低5.焙烧过程中,若阴极表面有裂纹或其他缺陷则填充物为高分子比电解质而不是铝液可预防槽子早期破损;6.加如部分石墨后电流比较均匀;7.焦粒电阻比铝液大的多发热快,焙烧时间短缺点 1.焙烧过程中如果阴极表面有裂纹或其他缺陷则填充物是铝液,可能会使槽子早期破损;2.焙烧中由于热量大部分是阴极和阳极产生使得阴极内衬的焙烧是从里到外可能产生裂纹,降低强度和密度;3.铝颗粒铝皮造价较高;1.灌入高温铝液的瞬间,阴极炭块受到强烈的热冲击容易使阴极产生裂纹;2.突然的升温使槽内衬中的水分挥发份大量排出容易形成孔缝空洞;3.如果阴极内衬有裂隙和其他缺陷即为铝液渗透的通道;4.电阻小焙烧温度上升慢焙烧时间较长。1.需安装分流器软连接操作过程工作量大2电流和温度分布不均匀;3.启动后捞碳渣环境恶劣4..需大量焦粒石墨且不能回收在利用;5.焙烧结束时人工扎糊带的温度低。6.点动抬阳极风险极大,一般不用。故不能方便的强制升温。焙焙烧评价1.升温速度可控性在自然升温阶段不可控,强制阶段可控总体评价较好;在自然升温阶段不可控,强制阶段可控总体评价较好;通过焦粒厚度和分流器可以控制,去除分流器后不可控;2.最终焙烧温度 可以达到要求; 可以达到要求; 可以达到要求;3.阴极底块中的温度梯度较为均匀没有局部过高的现象;均匀; 梯度较大,局部过热不可避免;4.焙烧过程中的阴极表面温度均匀 均匀 局部过烧不可避免,尤其在焙烧后期偏流现象严重;5.阳极和阴极电流分布阴阳极电流分布均匀 较均匀,如有偏流不易调整 偏流现象时有发生;6.槽寿命的影响 小 严重 较小7操作繁复程度 较复杂 极其简单 复杂工序多环境恶劣
2.1 焙烧方法对槽寿命的影响不同的专家不同的资料有不同的看法,比较一致的是铝液焙烧在灌铝的瞬间对槽寿命影响较大,焦粒焙烧时阴极表面温度局部据资料可能达到2000°C,这样的高温对槽寿命的影响也不可小视。近几年槽寿命有较大的延长这一要归功与操作人员对预焙槽认识的深化;更应归功于技术条件的平稳保持和新材料的大量使用;而非单一的焦粒焙烧。
2.2 焦粒焙烧时阴极阳极电流温度分布不均匀,是由碳素材料的电阻率随温度的升高而减少必然的结果,只能减少而不能杜绝。
2.3 焦粒焙烧时先产生高分子比电解质可以部分填充焙烧产生的裂纹缝隙,防止早期漏炉。但有的专家却认为正常生产时铝水的密度比电解质大,更容易沉入底缝中;在用焦粒焙烧的某单位早期破损槽中清炉时也发现铝水大量渗透到阴极底部,人造伸腿处,而非电解质也是一个例证。
2.4 焦粒焙烧启动后必须捞碳渣,这一工作极其辛苦,环境恶劣难以想象。笔者的帆布工作服捞了一台新起动的碳渣后就烤焦发黄不能再穿了,用红外线测温仪测量工作服温度尽然在100°C以上,因此选择焙烧法要简单易操作。
2.5 焦粒焙烧法的升温速度由分流器控制,便又在生产中引入了分流量这一不确定因素。
2.6 据资料异形阴极电解槽两段焙烧法就是在燃料焙烧到600°C灌入铝液进行铝液焙烧24小时后灌电解质启动。这也佐证了铝颗粒焙烧对槽寿命无不良影响,焙烧时间之短说明铝颗粒焙烧不一定就时间长,多耗能源。
3 结语
3.1 铝颗粒焙烧法结合了铝液焙烧法的简便易操作,避免了铝液灌入瞬间对槽内衬产生的热冲击;又结合了焦粒焙烧的方法从室温预热的优点避免了偏流和温度不均的现象;
3.2 铝颗粒焙烧法是对预焙槽焙烧技术的重大改进有一定的独创性,是铝液焙烧法和焦粒焙烧的两种技术的结合达到取长补短的目的。
[1]冯乃祥.《铝电解》北京化学工业出版社.
[2]霍庆发.《电解铝工业技术与装备》.沈阳.辽海出版社.
[3]李清.《大型预焙铝电解槽生产实践》.长沙.中南大学出版社.
[4]唐定品.《轻金属》2008年第10期38~40.
猜你喜欢
化工管理(2022年14期)2022-12-02
装备环境工程(2022年8期)2022-09-07
有色设备(2022年2期)2022-08-06
天津大学学报(自然科学与工程技术版)(2022年9期)2022-07-04
陶瓷学报(2021年1期)2021-04-13
军民两用技术与产品(2021年10期)2021-03-16
中国金属通报(2020年15期)2021-01-06
皮革制作与环保科技(2020年14期)2020-03-17
建材发展导向(2019年3期)2019-11-28