
09MnNiDR钢制2000m3乙烯低温球罐的力学性能研究
2017-11-13 02:47沈建成王振兴王宏斌
化工机械 2017年2期
沈建成 王振兴 梁 晟 王宏斌
(1.兰州工业学院 a. 机电工程学院;b.甘肃省绿色切削及应用重点实验室;2.甘肃蓝科石化高新装备股份有限公司)
09MnNiDR钢制2000m3乙烯低温球罐的力学性能研究
沈建成1a,1b王振兴2梁 晟2王宏斌2
(1.兰州工业学院 a. 机电工程学院;b.甘肃省绿色切削及应用重点实验室;2.甘肃蓝科石化高新装备股份有限公司)
通过对-70℃低温钢09MnNiDR钢板及其配套锻件、焊接材料的试验研究与分析得出,材料的力学性能满足设计及制造要求,同时确定了乙烯低温球罐制造的材料工艺参数。
乙烯球罐 09MnNiDR钢 低温钢 力学性能
乙烯球罐属于保冷球罐,使用时操作压力高,温度低,介质易燃易爆,这使得乙烯球罐在设计、选材、制造、焊接及热处理等施工关键技术方面存在诸多难题。随着压力容器建设向大型化和更低的使用温度方向发展,20世纪80年代末期以来-70℃级低温压力容器用09MnNiDR钢板及其配套锻件,开始广泛应用于各类低温压力容器的制造。但迄今为止09MnNiDR钢还未用于低温球罐的建造,这严重阻碍了我国石油化工成套装备中设计温度-70~-45℃的乙烯低温球罐制造的国产化[1]。
青海盐湖镁业有限公司的金属镁一体化项目DMTO装置是世界第一套1Mt系列DMTO装置。本次项目的烯烃装置中需建造4台乙烯球罐,考虑到系统的工艺要求,基于本质安全的理念,将乙烯球罐的设计温度定为-67℃,公称容积为2 000m3。若低温球罐在施工条件恶劣的现场进行组装、焊接和焊后热处理,与通常的低温压力容器相比,除用材除需足够的强度外,对其低温韧性和焊接性能提出了更高的技术要求[2~4]。为此,根据青海盐湖DMTO项目4台09MnNiDR钢制2 000m3乙烯球罐的设计、制造和安装技术要求,对09MnNiDR钢板及其配件的低温韧性进行了系统的试验研究和分析[5~7],为乙烯球罐的设计、制造和安装提供一定的实验依据,以满足中石化系统乙烯改扩建及新建的需要,从而实现大型乙烯低温球罐的国产化。
1 试验方案
试验方案依据低温乙烯球罐的制造工艺特点,采用了手工焊条电弧焊的方法。针对球罐组焊后应进行一次整体消除应力热处理(SR处理),考虑到开罐检查返修时可能还需进行SR处理,故对09MnNiDR钢板及其锻件分别进行两次模拟SR处理试验。根据已有的试验结果和低温压力容器制造的工程实践,并按NB/T 47015-2011中有关SR处理保温时间的规定,同时考虑到箱式电阻炉的温度波动范围(±l0℃),对09MnNiDR钢的一次SR处理规范确定为:580±10℃×2.5h。SR处理时,试板随炉升温、冷却,400℃以上的升、降温速度为模拟球罐焊后整体热处理工艺按GB12337-1998的规定均控制在50~80℃/h。
为便于试样加工和焊接试板的制作,将试验用09MnNiD锻件锻造成锻造比不大于球罐人孔凸缘锻造比,厚度为56~60mm的锻板。考虑到56mm厚09MnNiDR钢板(正火+回火状态供货)和56~60mm厚09MnNiD锻板(调质状态供货)的板厚中心处可能产生化学成分偏析且其冷却方式和锻钢的固有淬透性,致使钢板和锻板厚度方向的组织和性能有所变化。为此对不同热处理状态(供货态及SR 处理态)下钢板和锻板厚度方向的不同部位分别取样并进行了拉伸、冲击和金相组织检验。拉伸、冲击试样的取样方向均垂直于钢板的轧制或锻造方向,试样的轴线分别位于试板厚度方向的表层、t/4和t/2处(t为板厚)。
2 力学性能试验分析
2.1 钢板
基于青海盐湖DMTO项目中,试验用钢板为舞阳钢铁有限责任公司生产的56mm厚09MnNiDR钢板,试板化学成分见表1。

表1 09MnNiDR钢板化学成分(熔炼分析) wt%
其中,Cr、Mo、V和Ti会在SR处理时析出,该钢板满足试验用的技术要求。
表2是试验用钢板不同热处理状态和部位试件的力学性能检验数据。试件进行两次SR热处理,该钢板的拉伸、冲击和弯曲试验数据均满足技术要求。

表2 09MnNiDR钢板力学性能的检验数据
2.2 锻件
试验锻件与青海盐湖DMTO项目乙烯球罐用锻钢保持一致。由宝山钢铁股份有限公司生产的09MnNiD钢轧制坯尺寸为400 mm×650mm×(4000~10000)mm,表3是试验用09MnNiD锻件化学成分的检验参数。

表3 09MnNiD锻件化学成分的检验参数 wt%
炉号为177969的09MnNiD锻件的化学成分满足试验用的技术要求,该锻件的晶粒度为8。
试验用09MnNiD锻板的锻造比按照不大于球罐人孔凸缘的锻造比进行控制,锻板的调质热处理工艺为920±10℃×2.5h,水淬加680±10℃×2.5h回火。锻板的尺寸为(56~60)mm×200mm×630mm。
表4是09MnNiD锻件力学性能的检验数据。该锻件的拉伸、冲击和弯曲试验数据均满足试技术要求。
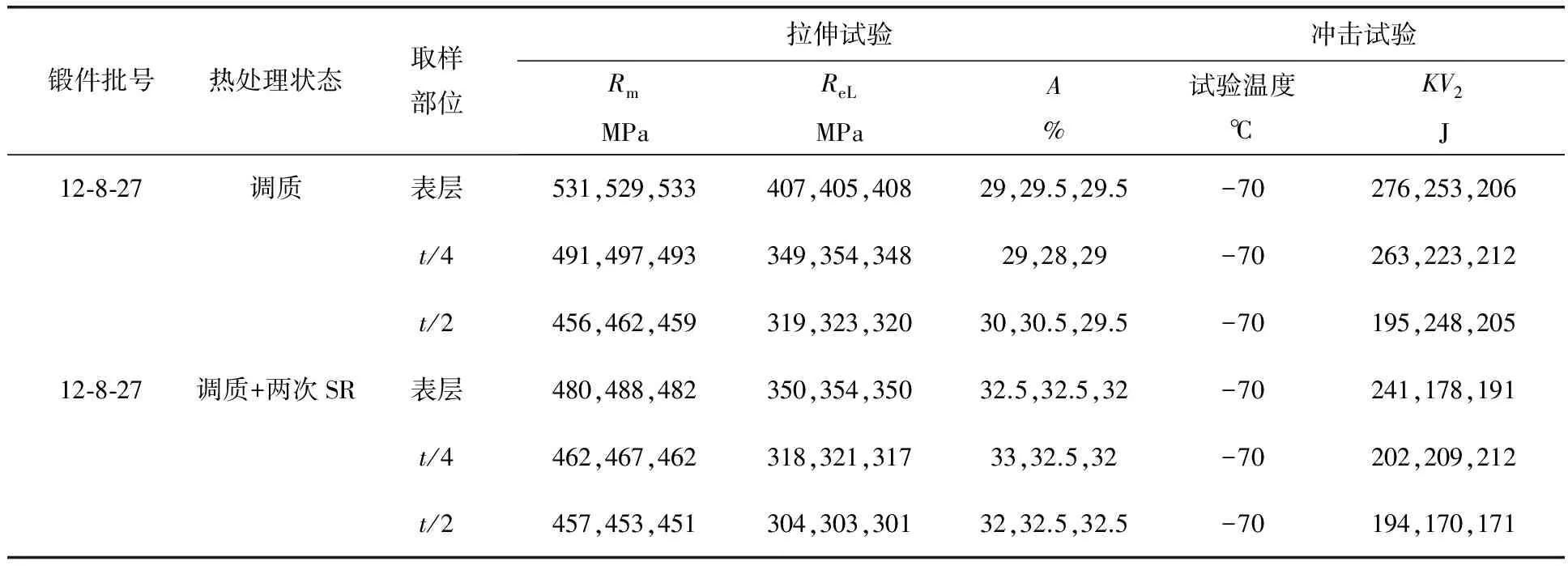
表4 09MnNiD锻件力学性能的检验数据
2.3 焊条
试验用W707DR焊条由哈尔滨威尔焊接有限责任公司生产,其规格为φ4.0mm[8,9]。焊条熔敷金属化学成分的检验数据见表5。

表5 W707DR焊条熔敷金属化学成分的检验数据 wt%
焊条批号为3217034的W707DR焊条熔敷金属化学成分满足技术条件的要求。
焊条熔敷金属在焊后及焊后热处理状态(SR处理规范:590℃×5h)的力学性能(表6)满足技术要求,可以用于产品焊接。

表6 W707DR焊条熔敷金属力学性能的检验数据
2.4 焊接试件
制作焊接试件,09MnNiDR钢板与09MnNiD锻件进行横向对接手工焊条电弧焊的方法,采用φ4.0mm 的W707DR焊条(350℃×1h烘干)。坡口为不对称的X形,施焊时,先焊大坡口面,反面进行碳弧气刨清根并经砂轮修磨后再焊小坡口面。焊前预热125~150℃,控制层间温度在150~200℃,焊接线能量在20kJ/cm以下。
焊接试件依据实验方案进行两次SR处理,对不同热处理次数的焊接试件进行力学性能试验,试验结果见表7。

表7 09MnNiDR钢板与09MnNiD锻件焊接试件力学性能的检验数据
从表7数据可以看出,使用W707DR焊条焊接的对接试件的力学性能满足技术条件要求。
3 结论
3.1 09MnNiDR钢板和09MnNiD锻件在供货态及经两次SR处理后厚度方向不同部位横向取样的抗拉强度、下屈服强度和断后伸长率均高于订货技术要求,不同热处理状态下09MnNiDR钢板和09MnNiD锻件的-70℃低温冲击韧性优良,完全满足青海盐湖金属镁一体化项目2 000m3乙烯球罐的设计及制造要求。
3.2 采用W707DR焊条施焊的09MnNiDR钢板和09MnNiD锻件横向对接接头,经不同次数(一次和两次)SR处理后焊接接头抗拉强度均高于技术条件要求,焊缝金属和热影响区(钢板侧和锻件侧)-70℃低温冲击韧性优良,表明W707DR焊条可作为2 000m3乙烯球罐制造用焊接材料。
[1] 窦万波.我国乙烯球罐现状及国产化中技术要点分析[J].压力容器,2008,25(6):39~41.
[2] 秦晓钟. -70℃低温压力容器用钢[J].压力容器, 2000,17( 1) :150~153.
[3] 岳玉风,张早校,钱世武. 15MnNbR钢制2000m3球罐的焊接[J].化工机械,2006,33(4):241~244.
[4] 张一任, 全春华, 王勇.2000m3乙烯球罐的建造[J]. 石油化工设备,2010,39(3):64~67.
[5] 李玉红,王丽敏. 09MnNiDR钢焊接接头的组织与性能[J].化工机械,2015,42(6):764~766.
[6] 窦万波. 10000m3天然气球罐用WEL-TEN610CF钢焊接工艺试验研究[J].化工机械,2007,34(2) :69~73.
[7] 党战伟,石伯承,刘福录,等. -70℃09MnNiD钢制2000m3乙烯球罐的焊接工艺[J].焊接,2015,(3):60~64.
[8] 徐锴.09MnNiDR钢制球罐用W707DRQ焊条通过行业评审[J].焊接,2014,(1):11~15.
[9] 王安军,王传标,王清栋. J607 RH DQ和 LB-65 L熔敷金属成分与性能对比[J].化工机械,2015,42(1):16~18.
MechanicalPropertyStudyandAnalysisof2000m3VinylLow-temperatureSphericalTankMadeof09MnNiDRSteel
SHEN Jian-cheng1a,1b, WANG Zhen-xing2, LIANG Sheng2, WANG Hong-bin2
(1a.CollegeofElectromechanicalEngineering; 1b.GansuProvincialKeyLaboratoryofGreenCuttingTechnologyandApplication,LanzhouInstituteofTechnology; 2.LanpecTechnologiesLimited)
Experimentally studying and analyzing 09MnNiDR steel plates and their matched forgings at -70℃shows that, the mechanical properties of these materials can meet the manufacturing demands. Meanwhile, the manufacturing process’ parameters of vinyl low-temperature spherical tank were determined.
vinyl spherical tank,09MnNiDR steel, low-temperature steel,mechanical property
沈建成(1981-),讲师,从事机械设计与制造的教学工作,shenjian8211@163.com。
TQ053.2
A
0254-6094(2017)02-0156-04
2016-10-21,
2017-01-03)
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
金属加工(热加工)(2022年8期)2022-09-01
一重技术(2021年5期)2022-01-18
焊管(2020年8期)2020-09-08
科学技术创新(2020年16期)2020-06-28
石油化工建设(2019年4期)2019-10-10
中国特种设备安全(2019年7期)2019-09-10
世界有色金属(2019年7期)2019-06-11
中国特种设备安全(2019年3期)2019-04-22
中国特种设备安全(2018年12期)2018-03-15
