
线能量对TRIP钢激光焊接接头显微组织及力学性能的影响
2017-11-01 14:34刘仁东
上海金属 2017年5期
王 涛 张 梅 刘仁东 姜 沪 史 文 李 麟
(1.上海大学材料科学与工程学院,上海 200072;2.鞍钢集团技术中心,鞍山 114001)
线能量对TRIP钢激光焊接接头显微组织及力学性能的影响
王 涛1张 梅1刘仁东2姜 沪1史 文1李 麟1
(1.上海大学材料科学与工程学院,上海 200072;2.鞍钢集团技术中心,鞍山 114001)
使用光纤激光对碳质量分数为0.28%,碳当量为0.7的TRIP钢进行焊接。通过对激光焊接接头显微硬度、拉伸性能及显微组织进行测试和表征,研究了线能量对TRIP钢焊接接头显微组织和力学性能的影响。结果表明,线能量在43.75 J/mm至30.55 J/mm之间进行变化对焊缝的平均显微硬度影响不明显;焊接样品抗拉强度与母材强度接近,随着线能量的降低,焊接样品塑性损失逐渐降低;激光焊接形成的焊缝由板条马氏体及下贝氏体组成,焊缝的显微组织形貌及组成相类型随线能量的变化未发生显著改变;线能量可影响热影响区的温度梯度,使热影响区显微组织的空间分布发生改变。
激光焊接 TRIP钢 线能量 焊接接头 显微组织 力学性能
相变诱发塑性(transformation induced plasticity)钢因具有良好的强度和塑性匹配及优异的成形性能受到汽车工业的广泛关注。由于焊接性能是决定TRIP钢工业化应用的关键因素,而且激光焊接技术在汽车制造中的使用比例逐步提升,因此诸多学者开展了对TRIP钢激光焊接性能的研究。然而,在现有的文献[1- 6]报道中,对TRIP钢激光焊接性能研究较多使用的是碳质量分数低于0.2%,强度级别大多低于800 MPa的TRIP钢,而针对较高强度级别TRIP钢的焊接性能研究较少。因此,本文研究了线能量对TRIP钢激光焊接接头显微组织及力学性能的影响,评估了碳质量分数为0.28%、碳当量为0.7的1 000 MPa级TRIP钢激光焊接的可焊性,以期为较高强度级别TRIP钢的激光焊接性能研究提供一定参考。
1 试验材料及方法
试验材料为鞍钢提供的1.5 mm厚1 000 MPa级成品TRIP钢板,具体化学成分如表1所示。碳当量计算参考式(1)[7]。
CE=%C+%Mn/6+(%Cr+%V)/5+
%Si/15
(1)
激光焊接试样尺寸为90 mm×80 mm,采用对接形式进行焊接,焊接方向与轧制方向垂直。使用IPG- YLS6000型光纤激光器以连续激光模式进行焊接试验,焊接工艺如表2所示,按照线能量由高到低进行排序:B>A>C>D。
焊接试验结束后,样品经机械抛光后用4%的硝酸酒精溶液腐蚀,然后用VHX- 600超景深光学显微镜(OM)观察焊接接头截面的宏观形貌,再使用Appollo 300场发射扫描电子显微镜(FG- SEM)观察焊接接头的显微组织(焊缝及热影响区),最后使用JEOL JEM- 2010F场发射透射电子显微镜(TEM)进行显微组织的观察和表征。
采用MH- 3维氏硬度计测量焊接接头的显微硬度,设定试验力为0.2 kg,时间为15 s。测试位置为板厚的1/2处,测试区域跨越母材、热影响区及焊缝,测试点间距为100 μm。
焊接接头拉伸试样尺寸依据GB/T 228—2010制备,平行标距端的长度和宽度分别为50和12.5 mm。拉伸试验在微机控制电子万能试验机CMT 5105上进行,拉伸方向垂直于焊缝,夹头运动速度为3 mm/min。

表1 试验用TRIP钢的化学成分及碳当量(质量分数)Table 1 Chemical composition and carbon equivalent of tested TRIP steel (mass fraction) %

表2 激光焊接工艺参数及对应的线能量Table 2 Laser welding parameters and the corresponding heat input per unit length
2 试验结果与分析
2.1 线能量对焊接接头宏观形貌的影响
图1为不同线能量激光焊接工艺形成的TRIP钢焊接接头的截面宏观形貌。焊接接头内部均未出现缩孔、凝固裂纹等明显的焊接缺陷。工艺A、B和C的焊缝呈沙漏形,工艺D的焊缝虽然完全焊透,但焊缝形状接近钉头形。由焊缝形态可判断出所有焊接工艺均能实现小孔焊接模式,但形成的小孔类型有所不同。其中,工艺A、B和C的线能量和激光功率的匹配足以形成穿透性小孔;而工艺D的激光功率虽然最高,但其焊接速度的显著提升导致了线能量的降低,使得激光形成的小孔未能穿透整个焊缝,因此在焊缝底部可能发生了热导焊模式的熔化过程。
对图1中激光焊接接头的焊缝和热影响区的平均宽度进行测量,并对应线能量由高到低的焊接工艺进行排序,如图2所示。由图可知,焊缝和热影响区的平均宽度随着线能量的降低出现了不同程度的下降。其原因为降低线能量可提升焊接接头冷却速率,增加热影响区的温度梯度,从而使热影响区宽度逐渐缩小[8]。此外,对比工艺A和工艺C所形成的热影响区宽度可知,在线能量相近的条件下,焊接速度的提升会进一步加快焊接接头的冷却,从而使热影响区变得更窄。
2.2 激光焊接接头的显微组织形貌
图3为工艺D形成的激光焊接接头的显微组织形貌。其中图3(a)为焊缝的显微组织形貌,由图可知,焊缝主要由板条马氏体组成,由于熔池在凝固过程中可形成粗大树枝晶形态的奥氏体晶粒, 因此焊缝内的马氏体板条束尺寸较大。
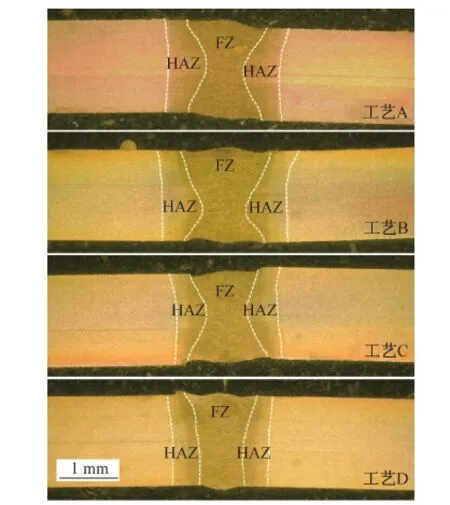
图1 不同线能量激光焊接工艺形成的TRIP钢焊接接头形状Fig.1 Overviews of the laser welded joint cross sections formed by laser welding process with different heat inputs per unit length
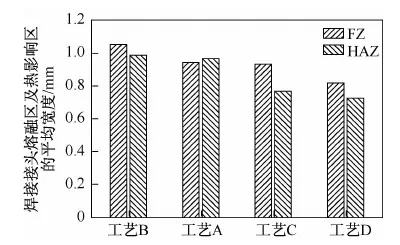
图2 焊接接头焊缝和热影响区的平均宽度Fig.2 Average widths of FZs and HAZs of welded joint
图3(b)所示为邻近焊缝的热影响区的显微组织形貌,与焊缝形貌非常相似,该区域在峰值温度略低于熔点的热循环过程中完成重新奥氏体化后,奥氏体晶粒发生显著粗化,在冷却过程中形成了大量的板条马氏体。图3(c)所示的热影响区已完成了重新奥氏体化,由于热循环峰值温度没有明显高于晶粒粗化温度,因此形成了细小的奥氏体晶粒, 而马氏体的板条束尺寸也因奥氏体的晶粒尺寸而受到限制。图3(d)中少量残留的铁素体晶粒表明该区域所经历的热循环峰值温度介于奥氏体化开始温度(Ac1温度)与奥氏体化完成温度(Ac3温度)之间,并且接近Ac3温度;由该区域的组织形貌特征可知,TRIP钢组织中的多边形铁素体晶粒在奥氏体化过程中逐渐被新形成的奥氏体晶粒所吞噬,而未转变的铁素体晶粒最终残留在新形成奥氏体晶粒相变得到的马氏体岛之间。图3(e)中的热影响区呈现出明显的两相组织(铁素体和马氏体)形貌,由显微组织中大量的铁素体晶粒可以判断该区域发生重新奥氏体化的程度较低,而该区域所经历的热循环温度接近Ac1温度。进一步远离焊缝边界的热影响区显示出了明显的回火组织特征(见图3(f)),马氏体/奥氏体岛附近出现了少量碳化物(如图3(f)插图中箭头所示),因此可以确定该区域所经历的热循环峰值温度低于Ac1温度,母材中的亚稳相在热循环过程中发生了回火分解,导致碳化物的析出。

图3 工艺D形成的激光焊接接头热影响区显微组织的SEM照片Fig.3 SEM photos of the microstructures of the heat affected zone of the laser welded joints obtained at the laser power of 5.5 kW and the welding speed of 10.8 m/min
由以上观察可知,TRIP钢激光焊接接头热影响区按照显微组织的转变特征可大致分为两个主要区域,即热循环峰值温度低于Ac1、发生回火转变的区域和热循环峰值温度高于Ac1、发生重新奥氏体化并且冷却过程中发生马氏体相变的区域。
此外,由图1和图2可知,线能量变化会引起热影响区宽度的改变,而热影响区宽度由温度场的温度梯度决定,同时温度梯度又决定了热影响区显微组织的分布情况。因此,线能量对热影响区的影响主要表现为对温度场温度梯度的影响,从而造成热影响区内显微组织的空间分布发生改变。例如,线能量的增加会使温度场的温度梯度减小,造成热影响区宽度的增加。同时,与较低线能量形成的热影响区相比,在与焊缝边界距离相等的位置,高线能量所形成的热影响区的显微组织所经历的热循环峰值温度要更高。
2.3 焊缝的显微组织
为了进一步观察焊缝的显微组织特征,制备了TRIP钢激光焊缝的金属薄膜样品并使用TEM进行表征,如图4所示。不同线能量焊接工艺形成的焊缝组织主要由板条马氏体组成。此外,在焊缝内还发生了下贝氏体转变,所形成的下贝氏体板条比马氏体板条宽,板条内部分布有与板条生长方向夹角接近60°并且平行排列的条状碳化物。在焊缝的显微组织中还发现有球状碳化物(如图4(d)中箭头所示),其直径大致为100~200 nm,对选区衍射斑点进行标定可确认该碳化物为Fe3C渗碳体。球状渗碳体的形成可能源于焊缝凝固过程中在树枝晶晶间或晶界位置发生的离异共晶反应[9]。另外,在焊缝还观察到有孪晶马氏体形成,由形态可知,孪晶马氏体中的碳含量较高[10]。由于孪晶马氏体大多出现在靠近亚结构边界或晶界位置,因此判断其形成可能与凝固过程中C、Mn元素在树枝晶枝晶臂间隙及晶界位置的显微偏析有关[11]。由焊缝与其邻近的热影响区显微组织的相似性可做出判断:邻近焊缝的热影响区同样由板条马氏体和下贝氏体组成。
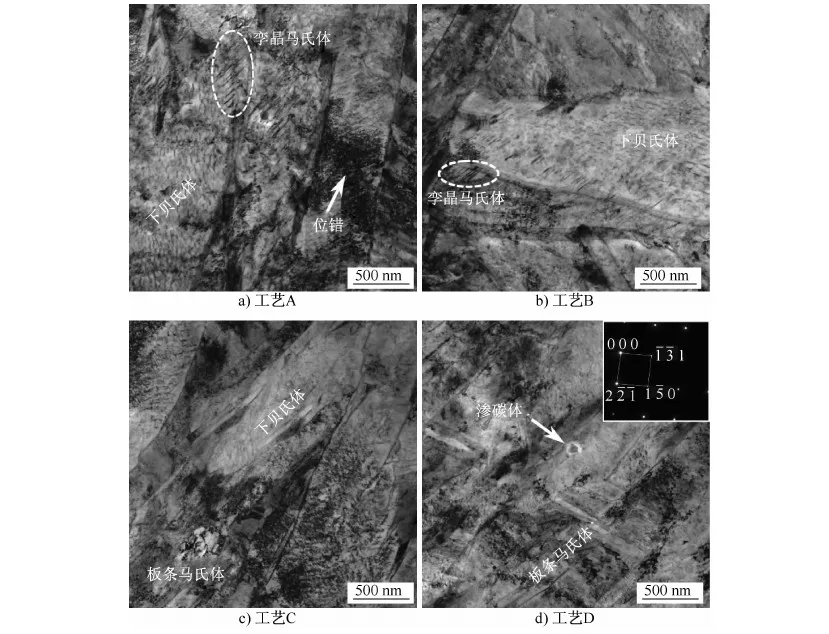
图4 不同线能量激光焊缝所形成的典型显微组织的TEM照片Fig.4 TEM photos of the typical microstructures of FZs obtained by laser welding process with different heat inputs per unit length
2.4 线能量对焊接接头力学性能的影响
TRIP钢激光焊接接头的显微硬度分布如图5所示。焊接接头没有出现明显的热影响区软化现象。焊缝是整个焊接接头硬度最高的区域,对应于工艺A、B、C、D的焊缝平均硬度分别为538、528、531和526 HV。由此可见,尽管线能量的变化可影响焊接接头的温度场梯度和冷却速度,但焊接工艺冷却能力的差异还不足以引起焊缝组成相的类型及相比例的显著改变,而线能量在43.75 J/mm至30.55 J/mm之间变化对焊缝的平均显微硬度没有明显影响。

图5 不同线能量激光焊接形成的TRIP钢焊接接头的显微硬度分布Fig.5 Micro- hardness profiles throughout the whole welded joints produced by laser welding process with different heat inputs per unit length
图6为TRIP钢激光焊接样品垂直于焊缝拉伸的工程应力- 工程应变曲线,并以TRIP钢母材沿轧制方向进行拉伸获得的力学性能数据作为参考。TRIP钢母材有着良好的强度和塑性匹配,抗拉强度可达1 023 MPa,断后伸长率可达24.6%。激光焊接样品的断裂均发生在母材区域,并且抗拉强度与母材样品相近,表明所采用的焊接工艺能够形成较高强度的激光焊接接头,并且垂直于焊缝拉伸可获得良好的力学性能。
激光焊接样品垂直于焊缝拉伸的断后伸长率与母材样品相比小幅降低,其原因可归结为焊接接头即热影响区与焊缝的形成。在拉伸试验中,主要由板条马氏体组成的焊缝几乎不参与焊接样品的变形。而热影响区由于邻近焊缝的区域形成了大量的硬质相,因此塑性要低于母材,由此判断焊缝和热影响区的宽度与焊接样品的塑性损失有关。随着线能量的增加,焊缝和热影响区逐渐变宽,从而导致了激光焊接样品断后伸长率的小幅递减。

图6 母材和激光焊接样品的工程应力- 工程应变曲线Fig.6 Engineering stress- strain curves of the base metal and laser welded samples
3 结论
(1)TRIP钢激光焊缝由板条马氏体及下贝氏体组成,线能量变化对焊缝的显微组织形貌及组成相的类型没有显著影响。
(2)线能量对热影响区的影响主要表现在改变了热影响区的温度梯度,从而导致热影响区显微组织的空间分布发生变化。
(3)焊缝是TRIP钢激光焊接接头硬度最高的区域,而线能量的变化对焊缝平均显微硬度没有明显影响。垂直于焊缝方向拉伸时,焊接样品均断裂在母材位置,抗拉强度与母材强度大致相等,塑性随着线能量的增加呈现小幅降低的趋势。
[1] HAN T K, PARK S S, KIM K H, et al. CO2Laser welding characteristics of 800 MPa class TRIP steel [J]. ISIJ International, 2005, 45(1): 60- 65.
[2] XIA M S, TIAN Z L, ZHAO L, et al. Fusion zone microstructure evolution of Al- alloyed TRIP steel in diode laser welding [J]. Materials Transactions,2008, 49(4): 746- 753.
[3] ZHAO L, WIBOWO M K, HERMANS M J M, et al. Retention of austenite in the welded microstructure of a 0.16C- 1.6Mn- 1.5Si (wt%) TRIP steel [J]. Journal of Materials Processing Technology,2009, 209(12/13): 5286- 5292.
[4] REISGEN U, SCHLESER M, MOKROV O, et al. Numerical and experimental investigation of tensile behavior of laser beam welded TRIP700 steel [J]. ISIJ International,2011, 51(3): 429- 434.
[5] SHARMA R S, MOLIAN P. Weldability of advanced high strength steels using an Yb: YAG disk laser [J]. Journal of Materials Processing Technology,2011, 211(11): 1888- 1897.
[6] ROSSINI M, SPENA P R, CORTESE L, et al. Investigation on dissimilar laser welding of advanced high strength steel sheets for the automotive industry [J]. Materials Transactions Engineering A, 2015, 628: 288- 296.
[7] CIESLAK M J. Cracking Phenomena Associated With Welding: ASM Handbook- Volume 6Welding Brazing and Soldering [M]. 10th ed.Ohio: ASM International, Materials Park, 1993.
[8] VIANO D M, AHMED N U, SCHUMANN G O. Influence of heat input and travel speed on microstructure and mechanical properties of double tandem submerged arc high strength low alloy steel weldments [J]. Science & Technology of Welding & Joining, 2000, 5(1): 26- 34.
[9] SAHA D C, CHANG I S, PARK Y D. Heat- affected zone liquation crack on resistance spot welded TWIP steels [J]. Materials Characterization,2014, 93(7): 40- 51.
[10] 徐祖耀. 马氏体相变与马氏体[M]. 北京: 科学出版社, 1999.
[11] XU Z M, LIANG G F, GUAN Q F, et al. TiC as heterogeneous nuclei of the (Fe,Mn)3C and austenite intergrowth eutectic in austenite steel matrix wear resistant composite [J]. Materials Research Bulletin, 2004, 39(3): 457- 463.
收修改稿日期:2016- 12- 12
EffectofHeatInputPerUnitLengthonMicrostructureandMechanicalPropertiesofLaserWeldedJointsofTRIPSteel
Wang Tao1Zhang Mei1Liu Rendong2Jiang Hu1Shi Wen1Li Lin1
(1.School of Materials Science and Engineering,Shanghai University,Shanghai 200072,China;2.Angang Technology Center,Anshan Liaoning114001,China)
The TRIP steel with 0.28% carbon (by mass) and 0.7 carbon equivalent was welded by fiber laser. The effect of heat input per unit length on microstructure and mechanical properties of welded joints were investigated through testing and characterization of micro- hardness, tensile properties and microstructure of laser welded joints. The results showed that with the decrease of heat input per unit length from 43.75 J/mm to 30.55 J/mm, the hardness of the fusion zone (FZ) was nearly unvaried, the tensile strength of the welded samples was close to the strength of base metal, and the loss of ductility decreased gradually.The microstructure of FZ was mainly composed of lath martensite and lower bainite, which varied little with the heat input per unit length. The spatial distribution of HAZ microstructure could be influenced by the heat input per unit length due to the significant temperature gradient over the narrow HAZ.
laser welding,TRIP steel,heat input per unit length, welded joint,microstructure,mechanical property
国家重点基础研究发展计划项目(2010CB630802)
王涛,男,博士生,主要从事高强度汽车用钢的激光焊接及点焊性能研究,Email:wt_9710@163.com
猜你喜欢
金属热处理(2022年8期)2022-09-05
山东冶金(2022年1期)2022-04-19
模具工业(2021年6期)2021-06-25
装备制造技术(2020年1期)2020-12-25
热处理技术与装备(2019年4期)2019-09-13
激光与红外(2018年3期)2018-03-23
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年7期)2016-02-27
山东冶金(2015年5期)2015-12-10
