几种施焊手法对管道钨极氩弧焊焊接质量的影响
2017-10-17 08:55张晓东王兴华
焊接 2017年2期
张晓东 王兴华
(中冶宝钢技术服务有限公司,上海 200999)
几种施焊手法对管道钨极氩弧焊焊接质量的影响
张晓东 王兴华
(中冶宝钢技术服务有限公司,上海 200999)
钨极氩弧焊(GTAW)具有操作方便,焊接质量好等优点,在关键的焊接生产中应用较多,特别是在压力管道以及锅炉压力容器的打底焊中被普遍采用。在氩弧焊焊接过程中,焊工采用不同的焊接手法对焊接质量有较大的影响。以小口径管道氩弧焊为例,分析了三种施焊手法对焊道外观成型及焊接质量的影响,总结出管道现场焊接中合适的焊接手法,以提高压力管道现场焊接的一次合格率。
钨极氩弧焊 施焊手法 焊接缺陷 管道
0 序 言
在压力管道及压力容器的制作或修复过程打底焊时,制造方多采用钨极氩弧焊工艺[1]。现场焊接时,由于操作习惯不同,焊工可能采用不同的施焊手法进行焊接,焊枪行走路线可能是正月牙、锯齿型或反月牙,添丝方式可能采用点加法或连续添加法。在对现场管道的焊接质量检查时发现,在管道焊接过程中如果不注意施焊手法的变化,很容易造成焊缝外观成型不良及内部焊接质量等问题,主要表现在管道焊缝表面打磨处理后进行渗透检查时可能发现微小的点状缺陷存在,或在水压试验时焊缝表面可能出现潮湿的现象。文中以φ57 mm×5 mm的无缝碳钢管钨极氩弧焊为例,对比分析了采用正月牙、锯齿型和反月牙三种不同的施焊手法对焊道外观成型及焊接质量的影响,在此基础上总结现场焊接中合适的焊接手法,以提高压力管道现场焊接的一次合格率。
1 正月牙的施焊手法及其对管道焊接质量的影响
正月牙施焊手法如图1所示,管道对接焊的焊接参数见表1。采用该焊接手法,焊缝成型良好,但是如果在打底层坡口边缘停留的时间不够,则填充金属与坡口间容易在坡口边缘形成尖角,焊缝在盖面时,如果焊工对这些尖角不加以处理,可能在两侧引起夹杂或未熔合等缺陷。采用正月牙手法焊接时,使用连续加丝方法往往能获得较为平整的焊缝,但在管道的下端5点至7点位则可能出现焊缝内凹的现象。有经验的焊
工在此位采用点状加丝的手法能有效地改善焊缝的内凹现象,但还是会出现正面成形不佳的焊缝,如图2所示。针对以上条件,在管道下部5点至7点位进行焊接时,适当地用一个焊丝直径的宽度调整管道下部组对间隙,焊接时采用管道坡口内加丝的方式能有效地避免在仰焊位出现的内凹现象,但在整个焊缝全位置焊接中,如不及时地根据焊接位置调整焊丝添加方法,那么在上爬坡位置及平焊位置容易出现焊缝背面出现过于突过现象,从而影响了焊缝质量。一般情况下,内加丝手法在焊至3点至9点以上时,宜采用熔池外连续加丝的方式,基本能获得较为满意的焊缝成型。在组对间隙较大时,采用在焊缝背面进行点加的内加丝方式同样能达到避免出现焊缝内凹的现象。
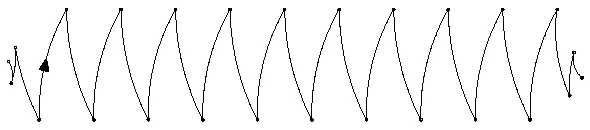
图1 正月牙焊枪摆动法

表1 正月牙手法焊接参数

图2 正月牙手法焊缝正面成形
2 锯齿形的施焊手法及其对管道焊接质量的影响
锯齿形施焊手法如图3所示。该手法较为清晰、容易掌握,因此氩弧焊初学者经常采用锯齿形焊接方式。采用该手法在管道打底焊接时宜采用较小的焊接电流,一般采用连续加丝的方式进行焊接。锯齿形施焊手法焊接参数见表2。采用该方法在打底焊接时,对
组对间隙要求较高,组对间隙应与焊丝直径匹配。采用该手法在水平焊6点位置时,焊缝正面成型较好,但在3点或9点以上时,由于管道焊接过程中的受焊缝收缩影响,焊接间隙变小,为了能够焊透,焊工往往采用对坡口进行熔融的形式进行焊接,从而使焊缝的正面成型变差。在打底焊时,如果采用较大的焊接电流,热量在焊缝的中心较为集中,热量来不及向管道坡口传导,容易引起熔池的铁水下坠,在管道的5点至7点位置焊缝背面容易出现内凹的现象,并且在3点或9点以上位置焊缝正面出现高低不平的现象(图4)。因此,无论焊接时的电流大小,在焊枪摆动时一定在焊接坡口位置进行一定程度的停留,让熔融态金属向坡口
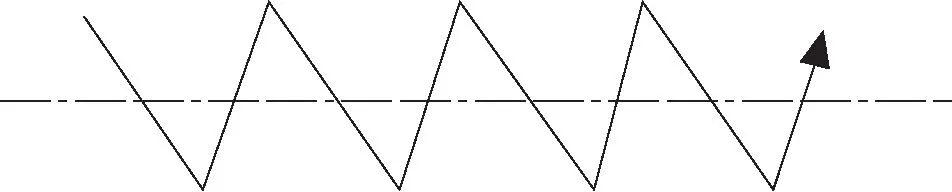
图3 锯齿型焊枪摆动法

表2 锯齿运条法焊接参数[1]

图4 间隙不佳时管道正面成形
充分过渡,熔池的热量向坡口外传导,使新形成的焊道在坡口位置形成一定的厚度,并使焊道与坡口间形成平滑的过渡,以免在焊道与坡口间形成未融合状的尖角,如果在盖面或填充前对这缺陷不加以处理,那么在熔合线位置易出现微小的点状缺陷(俗称蟹脚点缺陷)。为保证焊缝正面成形及防止焊缝背面内凹的现象,在管道接头组对时,应充分考虑在焊接时的收缩情况,组对间隙应预留一定的余量。
图5为在组装间隙较大时,采用的焊接手法。采用直线摆动加斜锯齿的手法在焊缝正面成形中能得到比较好的效果,焊缝成型如图6所示。当管道组装间隙较大时,焊缝则易出现烧穿的现象或出现焊缝成形不良的情况,这是由于熔池在坡口边缘形成后,熔化的金属经焊丝填加后无法向另一边坡口进行平滑地进行过渡,此时,应采用焊枪摆动对原来的焊缝金属进行过渡,在摆动过程中使焊缝金属不断地“长肉”以实现平滑地向另一边坡口过渡,从而形成一个完整的焊缝形成过程。

图5 改进后的焊枪摆动形式

图6 斜锯齿的手法焊缝表面成形
3 反月牙的施焊手法及其对管道焊接质量的影响
图7为反月牙施焊手法示意图,实际焊缝成形形貌如图8所示,推荐的焊接参数见表3。采用该焊接手法焊缝成形美观,焊接效率高,一般在焊缝的填充层或盖面层运用较为广泛,但是如果在焊缝的打底层采用该手法则容易出现烧穿或出现焊缝背面成形不佳的现象;该焊接手法对于焊工的技能要求较高,如果操作不熟练,焊缝正面成形不容易控制,容易出现焊缝直线度差,或出现焊瘤、咬边等现象;该焊接手法一般采用焊枪喷嘴紧贴坡口摇摆的方法进行焊接,焊工长时间焊接时,由于焊枪有依靠,焊枪不易抖动,焊工掌握焊枪的手指关节不容易烫伤。该方法焊接电流大,焊接效率高,但对焊工的体力消耗较大。在小口径管道焊缝焊接时,由于焊枪的角度变化太大,焊工在焊枪摆动时来不及对焊枪嘴的角度进行改变,造成焊缝成形不佳。因此,在管道打底焊及小口径管道焊接时,不推荐采用反月牙焊接手法。氩弧焊反月牙焊枪摇摆焊接手法由于焊枪摆动幅度较大,焊接熔池转移较快,较小的焊接电流无法保证熔池在移动过程中的形成,为保证熔池的形状,采用该手法焊接时需要比其它焊接手法增加5%左右的焊接电流,才能保证焊缝成形整齐一致。

图7 反月牙焊枪摆动方式

图8 反月牙焊枪摇摆法的焊缝成形

表3 反月牙摇摆焊接法焊接参数
4 三种焊接手法的比较
采用上述三种施焊手法在六批48人次的氩弧焊焊工培训中进行了试验比较,当采用正月牙焊接时,焊工的焊接效率较低,锯齿法焊接效率一般,而反月牙焊接效率为最高。在PT外观检验时发现,采用正月牙手法的焊工焊缝直线度较好,焊缝高低差控制、焊缝背面成形控制及焊缝接头状态较好,但纹路成形较为混乱;采用锯齿形手法的焊工在外观成形中纹路平直有规律,焊缝背面成形较好。采用内加丝时,无内凹现象的产生;采用反月牙摇摆法焊接时焊缝表面呈双片鱼鳞状排列,纹路较为美观,但在焊缝的边缘由于摆动速度较快容易出现点状咬边的情况,在焊缝的背面由于采用较大的电流缘故时有高低不平的现象出现。在RT检测中发现,采用正月牙的焊工焊缝合格等级明显地要高于其它二种焊接手法的焊工,10天培训期水平管固定考核中,合格率达到90%,缺陷主要存在的形式为下部6点位容易出现内凹的现象及焊缝接头有点状的未熔合;采用锯齿形手法焊接的10天培训期水平固定考核合格率在85%,其缺陷存在的形式一般为焊缝正面容易出现条状的未熔合现象,中间层容易出现点状的夹杂缺陷;采用反月牙摆动方式的焊缝合格率在80%左右,其缺陷一般为焊缝背面容易超高或焊瘤,焊缝中间边缘容易出现夹渣的现象。三种焊接手法综合对比情况见表4。

表4 三种焊接手法综合对比
5 结 语
采用正月牙手法在小口径管道焊接中合格率较高,锯齿形手法的合格率次之,而反月牙手法的合格率较低。因此,在小口径管道或管壁较薄的管道焊接时,建议采用正月牙小电流进行焊接;当管道直径大于φ50 mm时,建议采用正月牙焊接手法打底,反月牙摇摆法进行填充和盖面。
[1] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
2016-03-21
TG407
张晓东,1968年出生,焊接高级技师,助理工程师。主要从事冶金设备检修近30年。
猜你喜欢
现代农机(2022年3期)2022-07-11
石油化工建设(2019年6期)2020-01-16
新商务周刊(2019年10期)2019-12-21
组合机床与自动化加工技术(2019年11期)2019-11-27
商品与质量(2019年38期)2019-04-18
科学与财富(2017年35期)2018-01-29
科学种养(2017年11期)2017-11-28
智能制造(2017年4期)2017-07-24
海峡科技与产业(2017年2期)2017-03-22
电子制作(2017年19期)2017-02-02