核电设备用690镍基合金气体保护焊丝国产化研究
2017-10-17 08:55张俊宝黄逸峰刘卫华
焊接 2017年2期
谷 雨 张俊宝 左 波 黄逸峰 刘卫华
(1.上海核工程研究设计院,上海 200233; 2.中核集团第五建设工程公司,上海 201500)
核电设备用690镍基合金气体保护焊丝国产化研究
谷 雨1张俊宝1左 波1黄逸峰1刘卫华2
(1.上海核工程研究设计院,上海 200233; 2.中核集团第五建设工程公司,上海 201500)
针对核电设备用690镍基合金焊接材料依赖进口的现状,开展690镍基合金焊接材料的国产化研制。研制的690镍基合金气体保护焊焊丝WHS690M满足CAP1000及CAP1400核电站的要求,焊接工艺性良好,在不同焊接规范参数下,焊缝金属室温及高温力学性能波动较小,350 ℃抗拉强度≥485 MPa。对WHS690M及进口Inconel 52M焊丝熔敷金属进行高温失塑裂纹敏感性评估,并结合光学显微镜(OM)、扫描电子显微镜(SEM)及电子背散射衍射技术(EBSD),对晶粒取向和晶界特征进行观察。试验表明,焊缝金属DDC最小临界应变出现在1 050 ℃附近,进口Inconel 52M最小临界应变约为2.1%,WHS690M最小临界应变约为3.2%。
核电 690镍基合金焊丝 抗拉强度 高温失塑裂纹
0 序 言
690镍基合金气体保护焊焊丝广泛用于反应堆压力容器、蒸汽发生器以及稳压器等核岛主设备接管安全端焊缝、J型坡口焊缝以及耐蚀层堆焊,承受高温、高压的交变复杂应力的作用,这就要求焊缝金属不仅应具有高塑性、高韧性的特点,而且还要具备较高的耐腐蚀和足够的断裂韧性及抗疲劳性能[1]。然而,690镍基合金焊缝金属具有较高的裂纹敏感性,尤其DDC敏感性大是690合金焊接中面临的严重问题。DDC 是一种发生在固相线以下某一温度区间(通常为熔点温度的0.5 到0.8 倍)的沿晶裂纹,常规的无损检测方法难于发现,但很容易作为裂纹源,扩展成宏观裂纹,对核设备的安全可靠运行造成危害[2-3]。镍基合金焊接材料国际主流供货商美国SMC始终致力于690焊接材料的改进,从20世纪90年代开发出Inconel 52焊丝,2003年推出Inconel 52M焊丝,2009年又推出Inconel 52MSS焊丝,研究重点一直是如何解决DDC问题[4]。
随着国内核电事业的发展,690焊接材料用量不断增加,690镍基合金焊接材料的国产化具有重要意义。文中依据CAP1000及CAP1400核电站的技术要求,开展690镍基合金气体保护焊焊丝的研制,并与国内核岛主设备制造厂哈电集团(秦皇岛)重型装备有限公司及上海电气核电设备有限公司合作,对国产化焊丝进行第三方性能试验,为国产化焊丝的推广应用奠定基础。同时,针对690镍基合金DDC问题,开展焊缝金属的STF试验,对国产化焊丝熔敷金属的DDC敏感性进行综合评价。
1 试验材料和试验方法
1.1试验材料
文中依据CAP1000及CAP1400核电站的技术要求,研制的690镍基合金气体保护焊焊丝商业牌号为WHS690M。试样取自表面堆焊层,焊丝直径1.2 mm。焊丝主要化学成分见表1,主要焊接参数见表2。

表1 WHS690M焊丝化学成分分析(质量分数,%)
1.2STF试验
基于Gleeble热力耦合试验机的断裂-应变(STF,strain-to-fracture)试验由Nissley等人[5]提出。主要是通过试样开裂的临界应变及对应的温度来评价焊缝金属的DDC敏感性。文中采用的Gleeble-3500热力耦合试验机由美国DSI公司开发。

表2 焊接参数
STF试样尺寸如图1所示。试验过程中,试样以100 ℃/s 的速度加热到设定温度(700 ℃,800 ℃,900 ℃,950 ℃,1 000 ℃,1 050 ℃,1 100 ℃及1 200 ℃)后,先保温约10 s,此时试样热膨胀可自由进行,然后开始以0.1 mm/s恒定速率加载试样到设定位移,保持10 s,随后自然冷却,试样随温度下降自由收缩。试验结束后以拉伸试样中心4 mm范围为对象,计算试样的局部应变量,分析试样在不同温度、不同应变下的裂纹数量,得到焊缝金属在不同温度下的临界应变,表征焊缝金属的DDC敏感性。

图1 STF试样尺寸
1.3样品表征与试验结果分析
采用蔡司Imager A1m光学显微镜,对STF试验中的拉伸试样表面放大50倍进行观察,统计微裂纹数量及尺寸;采用扫描电子显微镜分析熔敷金属析出相的数量与尺寸,文中所使用SEM的型号为NOVA NanoSEM 230。
通过电子背散射衍射分析(EBSD)的反极图得到熔敷金属晶粒形貌和晶界角度,对其输出的欧拉角数据处理,可以得到晶粒内部相对于平均取向的取向差角度分布图,获得晶界角度和高温失塑裂纹的关系,所使用的EBSD型号为AZTec HKL Max。
2 试验结果与分析
2.1焊缝金属性能
试验表明,国产化690焊丝WHS690M不但常规性能与SMC进口Inconel 52M相当,而且焊接过程中送丝稳定,焊接工艺性较好。图2为WHS690M焊丝在不同焊接规范下获得的焊缝金属室温及高温抗拉强度及断后伸长率的试验结果。
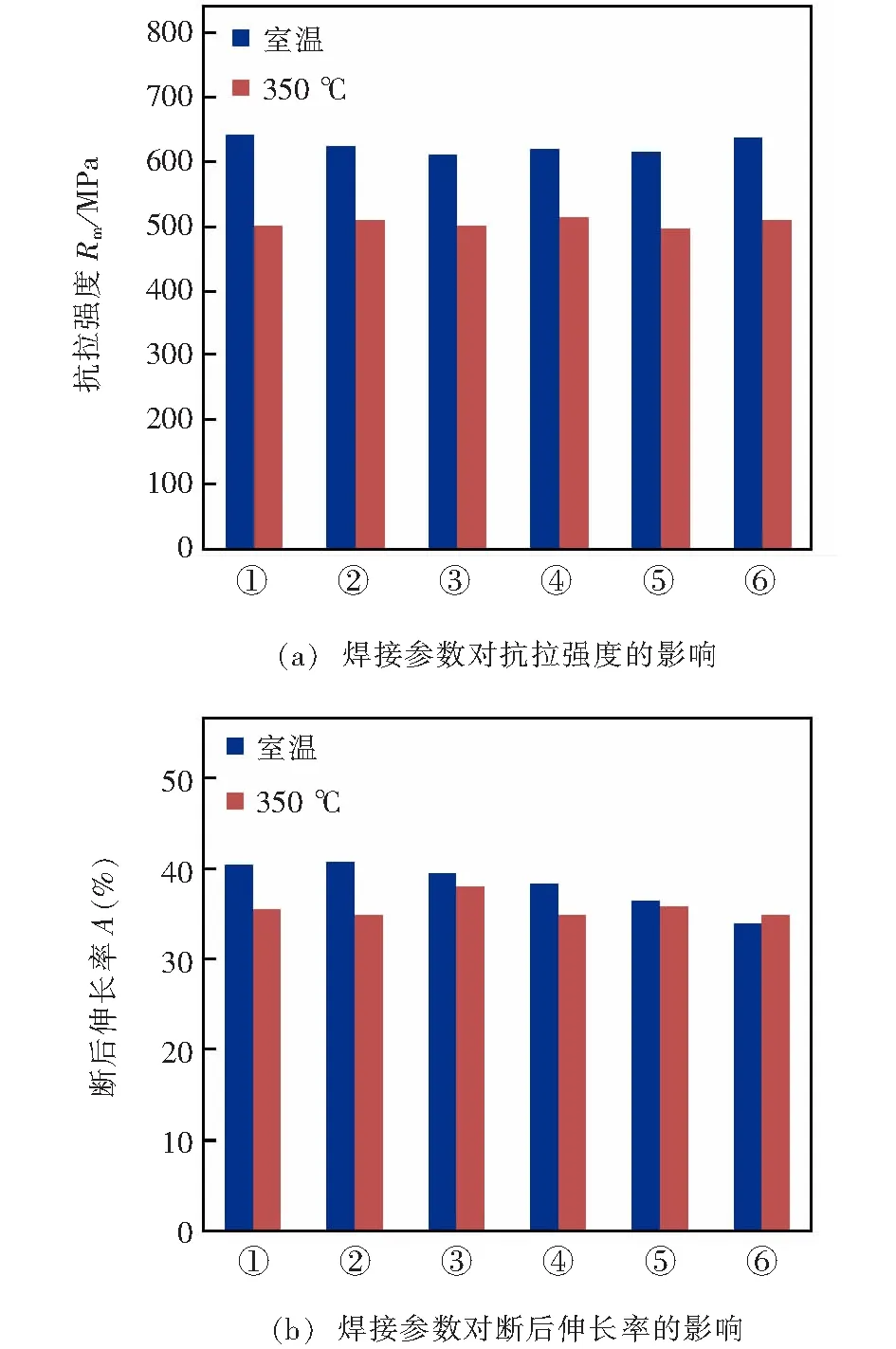
图2 焊接参数对焊缝金属拉伸性能影响
不同焊接电流下,焊缝金属强度波动较小,其中,350 ℃抗拉强度均高于485 MPa,达到进口产品水平。室温及高温断后伸长率随热输入的增加呈减小趋势,但幅度较小,断后伸长率均高于35%,且室温与高温断后伸长率差距在5%范围内。
2.2DDC敏感性评价
图3为国产化及进口690镍基合金气体保护焊丝大面积熔敷金属DDC临界应变随温度的变化曲线。对于WHS690M,700 ℃时临界应变为7.1%左右,950 ℃时降低到4%,1 050 ℃时继续小幅降低达到3.2%,达到最小值εmin。随着试验温度的进一步提高,焊缝金属开始出现动态再结晶,材料的塑性一定程度的回复,临界应变也相应提高[6-7],1 200 ℃时,临界应变提高到6%左右。Inconel 52M焊丝熔敷金属STF试验结果与WHS690M趋势相同,随着温度的提高,焊缝金属临界应变逐渐降低,并在1 050 ℃时达到最低值,此时εmin为2.1%,低于WHS690M。
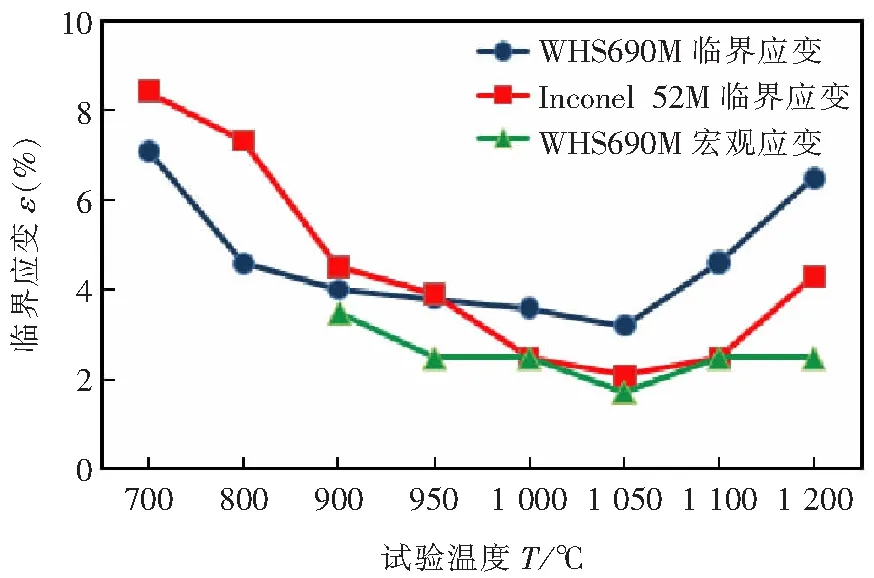
图3 STF试验中应变随温度变化曲线
由于夹具的导热,STF试样在拉伸过程中沿着拉伸方向存在不均匀的温度分布,试样中心区域温度偏高,两侧偏低,导致试样中心区域的变形量高于两端邻近位置。考虑到焊缝金属在脆性温度区间对试验温度非常敏感,文中STF试验中,采用试样中心4 mm范围作为试验均温区,如图3所示,随着试验温度的升高,宏观应变与临界应变的差距逐渐提高,在1 050 ℃,εmin对应宏观应变仅为1.8%。
2.3分析与讨论
多数观点认为高温条件下变形不均匀及塑性储备不足是DDC的主要形成机理,材料高温阶段的变形主要通过晶界的滑移实现。由于变形主要集中在晶界上,所以当塑性变形量超过晶界所能承受的变形量时,就容易出现高温低塑性裂纹。第二相析出物的数量、尺寸以及晶界角度对阻碍晶界滑移、提高材料抗DDC敏感性具有重要意义。裂纹趋向于在垂直于加载方向的晶界上萌生扩展,晶界取向差增大,则裂纹出现的概率增大。M23C6析出物可以有效提高晶界强度,减少晶界滑移,并且有助于分散应力集中,降低材料的裂纹敏感性[8-12]。
STF试验表明,WHS690M焊丝熔敷金属DDC敏感性低于进口Inconel 52M。通过对EBSD反极图分析,如图4所示,Inconel 52M熔敷金属相比于WHS690M,组织的不均匀性要更高,晶粒尺寸更大,晶粒的取向也更加杂乱。通过对比图5中大角度晶界,也可以发现,进口焊丝的大角度晶界在DDC敏感的30°~60°范围内所占的比例也较高。
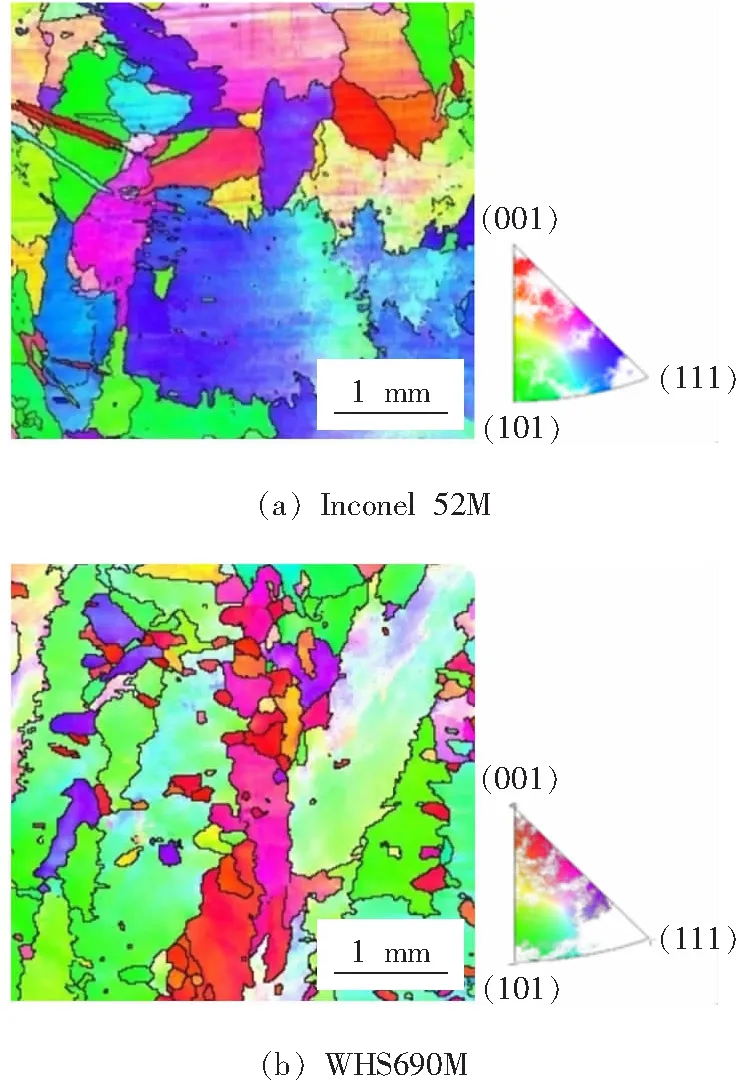
图4 熔敷金属晶粒取向
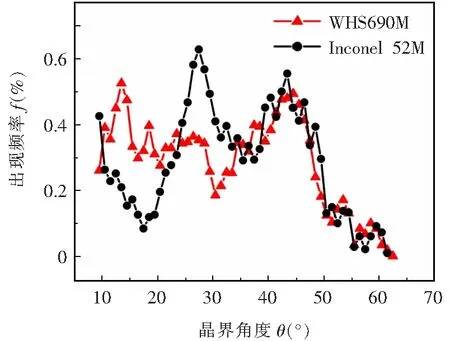
图5 多晶取向差概率分布
焊缝金属晶界Cr23C6析出形态如图6所示。M23C6颗粒在Inconel 52M焊丝熔敷金属晶界连续析出,而国产WHS690M的晶界上析出相呈分散状分布。连续的析出相对晶界的钉扎作用较弱,并且由于Cr23C6的析出温度略低于1 000 ℃,在1 050 ℃的DDC最敏感温度下,析出物的溶解会造成晶界的弱化。另外,相比于Inconel 52M焊缝金属平直的晶界,WHS690M更加弯曲。结合以上几点差异,进口焊丝Inconel 52M的堆焊层表现出更大的DDC裂纹敏感性。
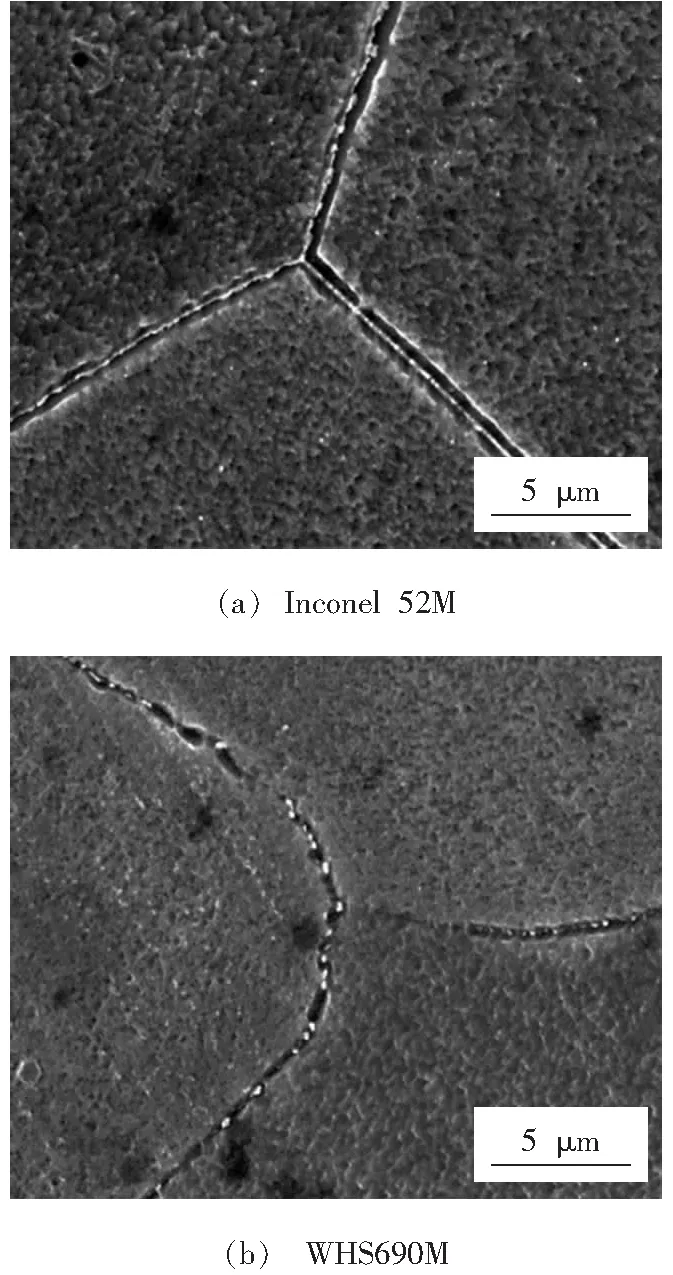
图6 Inconel 52M与WHS690M熔敷金属晶界析出相
3 结 论
(1)国产化690镍基合金气保焊焊丝WHS690M满足ASME SFA-5.14《镍和镍合金填充丝和焊丝标准》要求,焊接工艺性良好,在不同焊接规范参数下,焊缝金属力学性能波动较小,室温及高温强度与韧性与SMC进口Inconel 52M焊丝相当。
(2)STF试验中,WHS690M及Inconel 52M焊丝大面积堆焊熔敷金属DDC临界应变随温度的变化规律相似,最小临界应变出现在1 050 ℃附近,WHS690M临界最小应变约为3.2%,Inconel 52M临界最小应变约为2.1%。
(3)与在进口Inconel 52M相比,国产化WHS690M焊丝熔敷金属晶粒取向更加有序,在30°~60°范围内大角度晶界比例更低,晶间Cr23C6析出物分布更加离散。
[1] 王海涛. 核电安全端异种金属焊接接头的局部力学性能及断裂行为[D]. 上海:华东理工大学博士学位论文,2013.
[2] 吴 伟,朱明军,李太彬. Nb对690镍合金焊条熔敷金属DDC敏感性影响[J]. 焊接,2007(2):55-58.
[3] 崔 巍,陈静青,陆 皓,等. 晶界滑移对镍基合金失延开裂的影响[J]. 中国有色金属学报,2013,23:1269-1274.
[4] 霍树彬,陈佩寅,陈 燕,等. 核用Inconel 690焊丝TIG焊微裂纹产生机理研究[J]. 焊接,2012(9):31-36.
[5] Nissley N E,Lippold J C. Development of the strain-to-fracture test [J]. Welding Journal,2003,82:355-364.
[6] Ramirez A J,Lippold J C. High temperature behavior of Ni-base weld metal part I. Ductility and microstructure characterization[J]. Materials Science and Engineering:A,2004,380:259-271.
[7] Ramirez A J,Lippold J C. High temperature behavior of Ni-base weld metal part II:insight into the mechanism for ductility dip cracking[J]. Materials Science and Engineering:A,2004,380:245-258.
[8] Noecker F F,Dupont J N. Metallurgical investigation into ductility dip cracking in Ni-based alloys:part I [J]. Welding Journal,2009,88(1):7-20.
[9] Noecker F F,Dupont J N. Metallurgical investigation into ductility dip cracking in Ni-based alloys:part II [J]. Welding Journal,2009,88(3):62-77.
[10] Young G A,Capobianco T E,Penik M A,et al. The mechanism of ductility dip cracking in nickel-chromium alloys [J]. Welding Journal,2008,87(2):31-43.
[11] Chen J Q,Lu H,Cui W,et al. Effect of grain boundary on ductility dip cracking mechanism[J].Materials Science and Technology,2014,30:1189-1196.
[12] 马姝丽,罗 英,陈静青,等. 镍基高温合金的裂纹敏感性及微观组织分析[J]. 热加工工艺,2013,42:13-15.
2016-06-21
国家重大专项资助项目(2012ZX06004-21)
TG404
谷 雨,1982年出生,博士,高级工程师。主要从事核电焊接设计的相关工作,已发表论文10余篇。
猜你喜欢
山东冶金(2022年1期)2023-01-14
上海金属(2022年4期)2022-08-03
中国新技术新产品(2022年7期)2022-07-14
电焊机(2022年5期)2022-06-01
物理学报(2022年7期)2022-04-15
金属加工(热加工)(2020年9期)2020-11-04
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2018年9期)2018-09-19
金属加工(热加工)(2018年2期)2018-03-22
中国有色金属学报(2015年11期)2015-03-26