
响应面法优化大鲵油微胶囊制备工艺
2017-10-12 00:55于华忠罗庆华王建文宋英杰
中国油脂 2017年9期
王 寒,于华忠,罗庆华,王建文,宋英杰
(1.吉首大学 林产化工工程湖南省重点实验室,湖南 张家界 427000;2.吉首大学 大鲵资源保护与综合利用湖南省工程实验室,湖南 张家界 427000;3.张家界金鲵生物工程股份有限公司,湖南 张家界427000)
粉末油脂
响应面法优化大鲵油微胶囊制备工艺
王 寒1,2,于华忠1,罗庆华1,2,王建文3,宋英杰1,2
(1.吉首大学 林产化工工程湖南省重点实验室,湖南 张家界 427000;2.吉首大学 大鲵资源保护与综合利用湖南省工程实验室,湖南 张家界 427000;3.张家界金鲵生物工程股份有限公司,湖南 张家界427000)
为了提高大鲵油的稳定性,采用喷雾干燥法制备大鲵油微胶囊。对壁材进行选择后,以包埋率为指标,研究壁材配比、壁芯材质量比、壁材添加量和乳化剂添加量对大鲵油微胶囊化的影响。通过单因素实验,利用响应面软件Box-Behnken设计模型确定大鲵油微胶囊化的最佳工艺条件。结果表明:大鲵油微胶囊化的最佳工艺条件为壁材配比(β-环状糊精与阿拉伯胶质量比)3.44∶1、壁芯材质量比5.37∶1、壁材添加量6.46%、乳化剂添加量2%(以壁材质量计)。在最佳工艺条件下,大鲵油微胶囊包埋率为88.06%。
大鲵油;中国大鲵;微胶囊;响应面法
Abstract:In order to improve the stability of giant salamander oil,giant salamander oil microcapsule was prepared by spray drying method.After selection of wall materials,with embedding rate as index,the effects of ratio of wall materials,mass ratio of wall material to core material,dosage of wall material and dosage of emulsifier on the microencapsulation of giant salamander oil were studied.Based on single factor experiment,the optimal process conditions were determined by Box-Behnken design as follows: ratio of wall materials 3.44∶1,mass ratio of wall material to core material 5.37∶1,dosage of wall material 6.46% and dosage of emulsifier 2%(based on the mass of wall material).Under these conditions,the embedding rate of giant salamander oil microcapsule was 88.06%.
Keywords:giant salamander oil;Andriasdavidianus; microcapsule; response surface methodology
中国大鲵(Andriasdavidianus)属于两栖纲、有尾目、隐鳃鲵科。中国大鲵是一种传统的名贵药用动物,具滋阴补肾、补血行气的功效,被誉为“水中人参”[1]。研究发现大鲵脂肪中不饱和脂肪酸(UFA)含量高达76.58%,其中多不饱和脂肪酸(PUFA)含量为31.11%[2],PUFA能有效预防心肌梗塞、降低血脂、抗氧化、抗衰老[3-4]等。但由于大鲵油不饱和度较高,在加工、运输、储藏期间易发生氧化酸败现象,产生令人不愉悦的气滋味、缩短货架期、降低其生理功效[5-6]。因此,延缓大鲵油氧化对其功效和食用安全极为重要。
微胶囊化不仅可以实现鱼油均匀分散,减少环境因素对鱼油的氧化作用,掩盖鱼腥味,而且能有效控制鱼油的释放,提高消化吸收率,延长产品货架期[7]。目前微胶囊化的方法主要有喷雾干燥法[8]、分子包埋法[9]、锐孔凝固浴法[10]、凝聚法[11]等。其中喷雾干燥法是将芯材分散在壁材溶液中,然后在高温气流中将芯壁材的混合溶液雾化,使溶液中溶解壁材的溶剂迅速蒸发,使壁材固化并最终将芯材微胶囊化[8]。为保证大鲵油的综合利用价值,采用喷雾干燥法对大鲵油进行微胶囊制备,并采用响应面法进行工艺优化,为大鲵油产品的开发提供基础。
1 材料与方法
1.1 实验材料
1.1.1 原料与试剂
精制大鲵油:实验室自制,采用木瓜蛋白酶从大鲵尾部脂肪组织中提取[12],大鲵尾部脂肪由张家界金鲵生物工程股份有限公司提供。
石油醚为分析纯,南京化学试剂有限公司生产;β-环状糊精、阿拉伯胶、麦芽糊精、大豆分离蛋白均为食品级,河南中泰食化有限公司生产。
1.1.2 仪器与设备
喷雾干燥机,长沙海凌生物科技有限公司;FJ200-SH高速数显均质机,上海标本模型厂;HH-4 系列数显水浴锅,金坛市白塔新宝仪器厂;GZX-9146MBE数显鼓风恒温干燥箱,上海博迅实业有限公司医疗设备厂。
1.2 实验方法
1.2.1 大鲵油微胶囊的制备
将壁材按比例配好,加入蒸馏水溶解后,加入芯材大鲵油和乳化剂大豆分离蛋白,经高速分散后在8 000 r/min的转速下均质5 min得到乳化液,在5 mL/min 进料速率下190.℃喷雾干燥即得到大鲵油微胶囊成品。
1.2.2 微胶囊化效果的评定[13]
采用包埋率来评价大鲵油微胶囊的效果,计算公式如下:
表面油含量:准确称取一定质量(m1)样品到烧杯中,加入石油醚,搅拌2 min后过滤到质量为m2的锥形瓶中,用石油醚洗涤烧杯和滤纸,在75.℃下烘干至恒重(m3)。进行3次平行实验。
总油含量:准确称取一定质量(m4)样品到烧杯中,加入石油醚,超声波破碎30 min后过滤到质量为m5的锥形瓶中,用石油醚洗涤烧杯和滤纸,在75.℃下烘干至恒重(m6)。进行3次平行实验。
2 结果与讨论
2.1 不同壁材组合的影响
确定壁材总质量为30 g,选取β-环状糊精、阿拉伯胶、麦芽糊精、β-环状糊精与阿拉伯胶(质量比3∶1)、阿拉伯胶与麦芽糊精(质量比1∶3)、β-环状糊精与麦芽糊精(质量比1∶1)6种材料为微胶囊壁材,加入蒸馏水使壁材添加量为10%,加入大鲵油使壁芯材质量比为4∶1,乳化剂添加量为2%(以壁材质量计)[14],均质后喷雾干燥,不同壁材组合对大鲵油微胶囊包埋率的影响见图1。
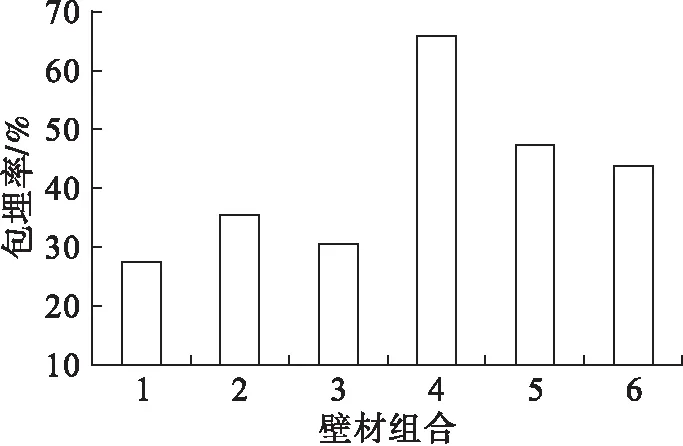
注:1.β-环状糊精;2.阿拉伯胶;3.麦芽糊精;4.β-环状糊精与阿拉伯胶;5.β-环状糊精与麦芽糊精;6.阿拉伯胶与麦芽糊精。
图1不同壁材组合对大鲵油微胶囊包埋率的影响
由图1可以看出,包埋效果较好的壁材都是复合壁材,可能是不同的壁材组合更适合芯材的性质,从而包埋率比较高。说明壁材的性质决定了微胶囊产品的品质,如成膜性、溶解性、亲油性等。在不同的复合壁材组合中,β-环状糊精与阿拉伯胶组合的包埋率最高,为65.83%。可能因为β-环状糊精的锥形中空分子结构具有内部亲油外部亲水的性质,可以更好地将大鲵油包裹起来,阿拉伯胶良好的成膜性在喷雾干燥过程中可以有效地将大鲵油与β-环状糊精形成的络合物包埋起来,从而提高了包埋率。麦芽糊精溶解后的乳化液的稳定性和成膜性较差,不适合做大鲵油微胶囊壁材。故选择β-环状糊精与阿拉伯胶复合壁材。
2.2 单因素实验
2.2.1 壁材配比的影响
以β-环状糊精与阿拉伯胶为大鲵油微胶囊的壁材,在壁材添加量10%、壁芯材质量比4∶1、乳化剂添加量2%条件下,均质后喷雾干燥。不同壁材配比(β-环状糊精与阿拉伯胶质量比)对大鲵油微胶囊包埋率的影响见图2。
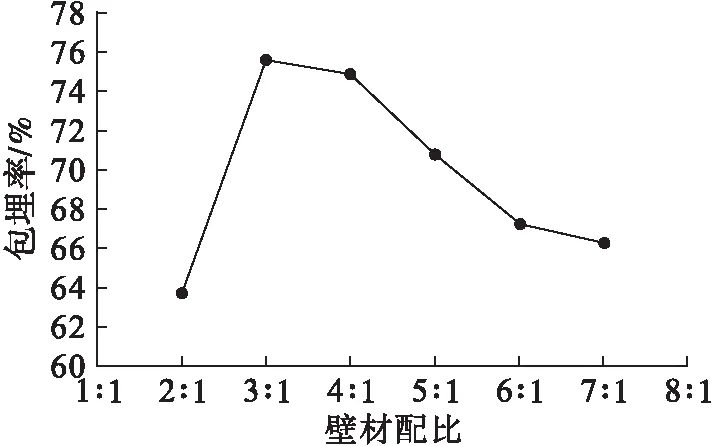
图2 不同壁材配比对大鲵油微胶囊包埋率的影响
由图2可以看出,随着β-环状糊精比例的增加,微胶囊包埋率先急剧提高而后逐渐降低,在β-环状糊精与阿拉伯胶的质量比为3∶1时,包埋率达到最高,为75.54%。当β-环状糊精与阿拉伯胶的质量比在3∶1~4∶1之间时,包埋率下降不明显。当β-环状糊精与阿拉伯胶的质量比增加到4∶1以上时,微胶囊包埋率逐渐降低,可能是由于喷雾干燥过程中阿拉伯胶比例较低,不能有效地包覆大鲵油与β-环状糊精形成的络合物,使包埋率降低。故选择β-环状糊精与阿拉伯胶的质量比3∶1~4∶1进行优化实验。
2.2.2 壁材添加量的影响
以β-环状糊精与阿拉伯胶(质量比3∶1)为大鲵油微胶囊的壁材,在壁芯材质量比4∶1、乳化剂添加量2%条件下,均质后喷雾干燥。不同壁材添加量对大鲵油微胶囊包埋率的影响见图3。
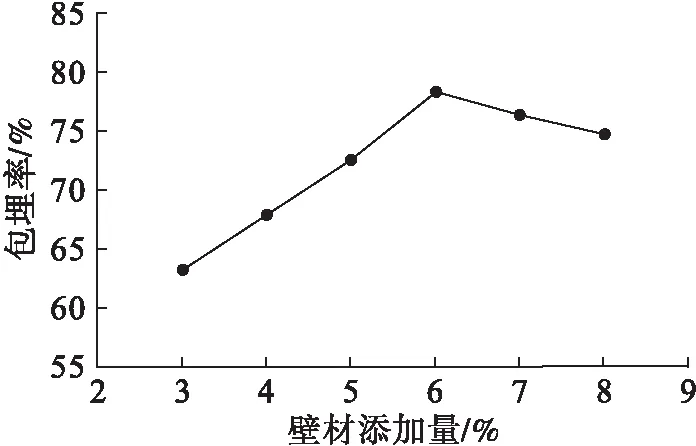
图3 不同壁材添加量对大鲵油微胶囊包埋率的影响
由图3可以看出,随壁材添加量的增加,微胶囊包埋率也在逐渐增加,在壁材添加量为6%时达到最高,为78.36%,之后随壁材添加量的增加,微胶囊包埋率逐渐降低。壁材添加量的增加导致溶液黏度增加,使芯材和壁材结合受阻。并且过高的溶液浓度也使喷雾干燥的难度增加,雾化后的液滴易聚集粘连形成较大的颗粒附着在干燥塔壁上,不利于喷雾干燥过程中微胶囊囊壁的形成[15]。故选择壁材添加量5%~7%进行优化实验。
2.2.3 壁芯材质量比的影响
以β-环状糊精与阿拉伯胶(质量比3∶1)为大鲵油微胶囊的壁材,在壁材添加量6%、乳化剂添加量2%条件下,均质后喷雾干燥。不同壁芯材质量比对大鲵油微胶囊包埋率的影响见图4。
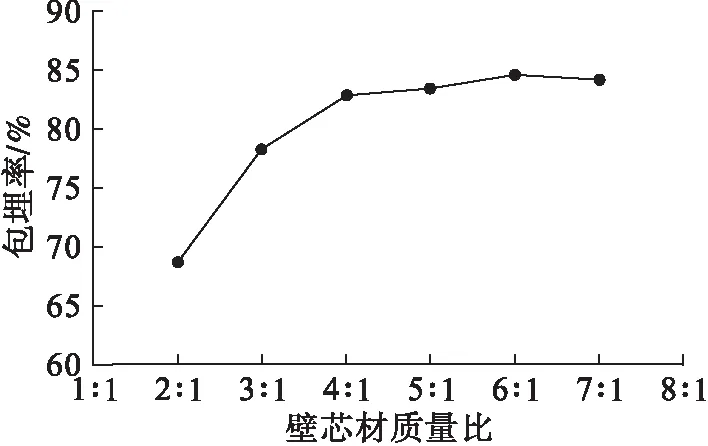
图4 不同壁芯材质量比对大鲵油微胶囊包埋率的影响
由图4可以看出,随着壁芯材质量比的不断提高,微胶囊包埋率逐渐提高,当壁芯材质量比在6∶1时包埋率最高,为84.62%,壁芯材质量比在4∶1以后微胶囊包埋率虽然还在提高,但已经趋于稳定。分析原因是芯材比例的降低使芯材和壁材结合的效率更高,壁材对芯材的包埋效果更好,但同时芯材比例的降低会导致微胶囊载药量的减少,壁材的浪费。微胶囊产品在保证包埋率的前提下都期望得到较高的含油量,当壁芯材质量比在4∶1之后对包埋率影响不大。考虑到微胶囊产品的载药量问题,故选择壁芯材质量比4∶1~6∶1进行优化实验。
2.2.4 乳化剂添加量的影响
以β-环状糊精与阿拉伯胶(质量比3∶1)为大鲵油微胶囊的壁材,在壁材添加量6%、壁芯材质量比4∶1条件下,均质后喷雾干燥。不同乳化剂添加量对大鲵油微胶囊包埋率的影响见图5。
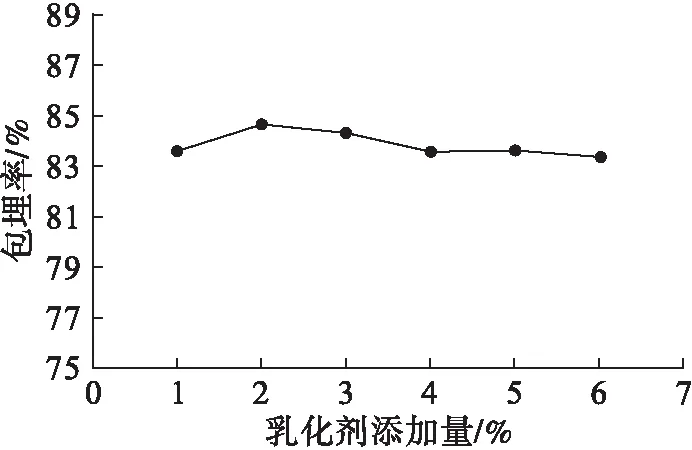
图5 不同乳化剂添加量对大鲵油微胶囊包埋率的影响
由图5可以看出,随着乳化剂添加量的增加,微胶囊包埋率没有明显的增加或降低趋势,总体水平保持在83%~85%,在乳化剂添加量为2%时包埋率最大,为84.63%。分析原因是微胶囊壁材阿拉伯胶有较好的乳化性质,可以部分替代乳化剂的功能,当乳化剂添加量逐渐增加时,溶液浓度的增加不利于芯材壁材的结合,也增加了喷雾干燥的难度。综上所述,选择2%的乳化剂添加量进行优化实验及验证实验。
2.3 响应面实验
2.3.1 响应面实验设计及结果
为确定大鲵油微胶囊的最佳工艺条件,在单因素实验的基础上选取壁材配比(A)、壁芯材质量比(B)、壁材添加量(C)为自变量,大鲵油微胶囊包埋率(Y)为响应值,采用Design-Expert 8.0软件进行三因素三水平的响应面实验设计,对数据进行分析处理,建立Box-Behnken数学模型,确定最佳实验条件。响应面实验因素水平见表1,Box-Behnken实验设计及结果见表2,回归模型的方差分析见表3。
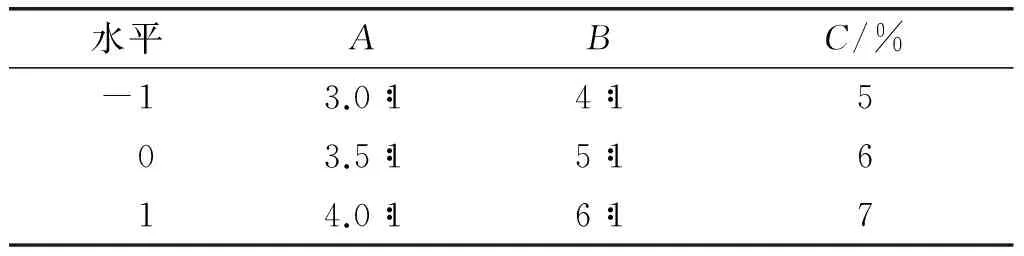
表1 响应面实验因素水平
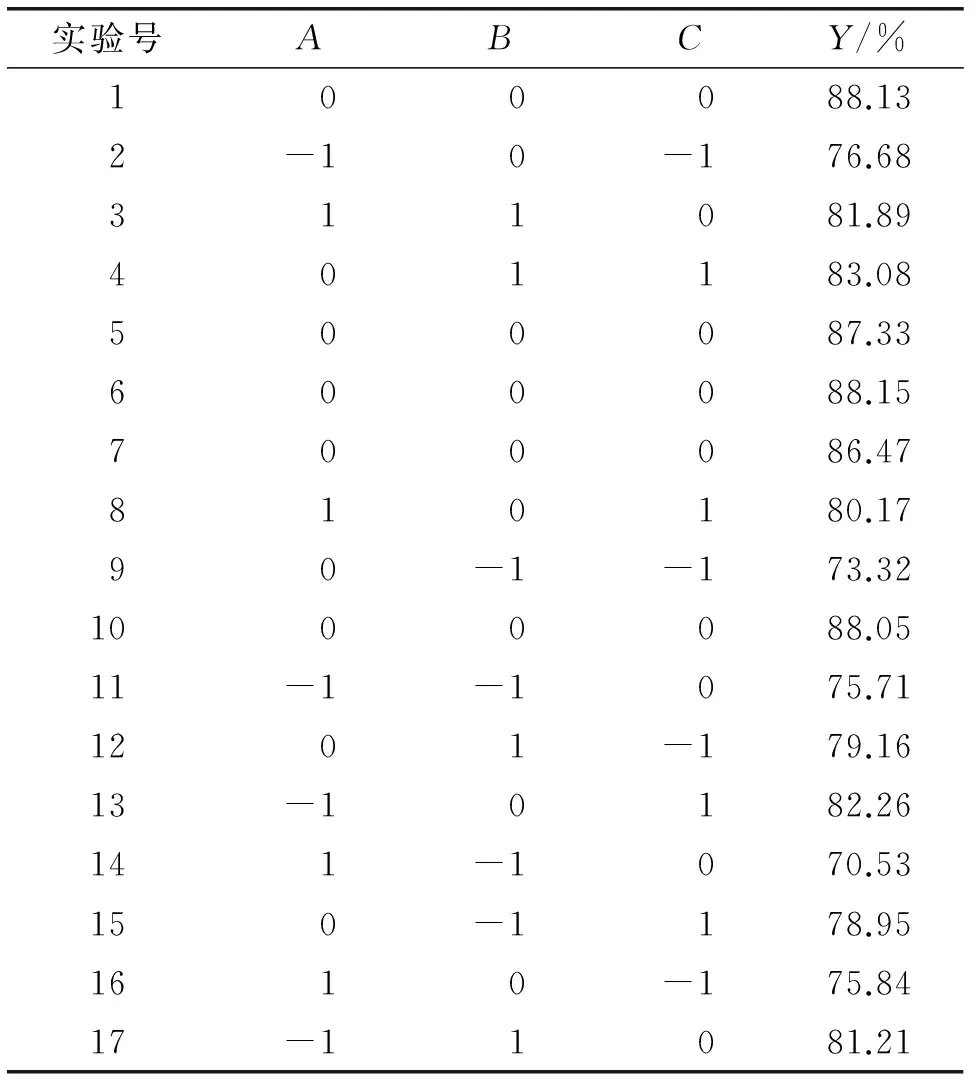
表2 Box-Behnken实验设计及结果
通过Design-Expert软件进行回归分析,得到各个因素与大鲵油微胶囊包埋率之间的多元二次回归方程:Y=87.63-0.9A+3.38B+2.43C+1.41AB-0.31AC-0.43BC-5.12A2-5.23B2-3.77C2。
由表3可以看出,实验中的模型显著性检验P<0.01,说明该模型具有统计学意义。回归方程中描述各因素与响应值的关系显著(R2=0.982 0),说明响应值(包埋率)的变化有98.20%来源于所选变量,且实验所建立的一次项B、C,二次项A2、B2、C2与模型差异极显著(P<0.01),失拟项P>0.05,说明建立的方程对实验的拟合度较好,该模型可以预测大鲵油微胶囊包埋的条件。
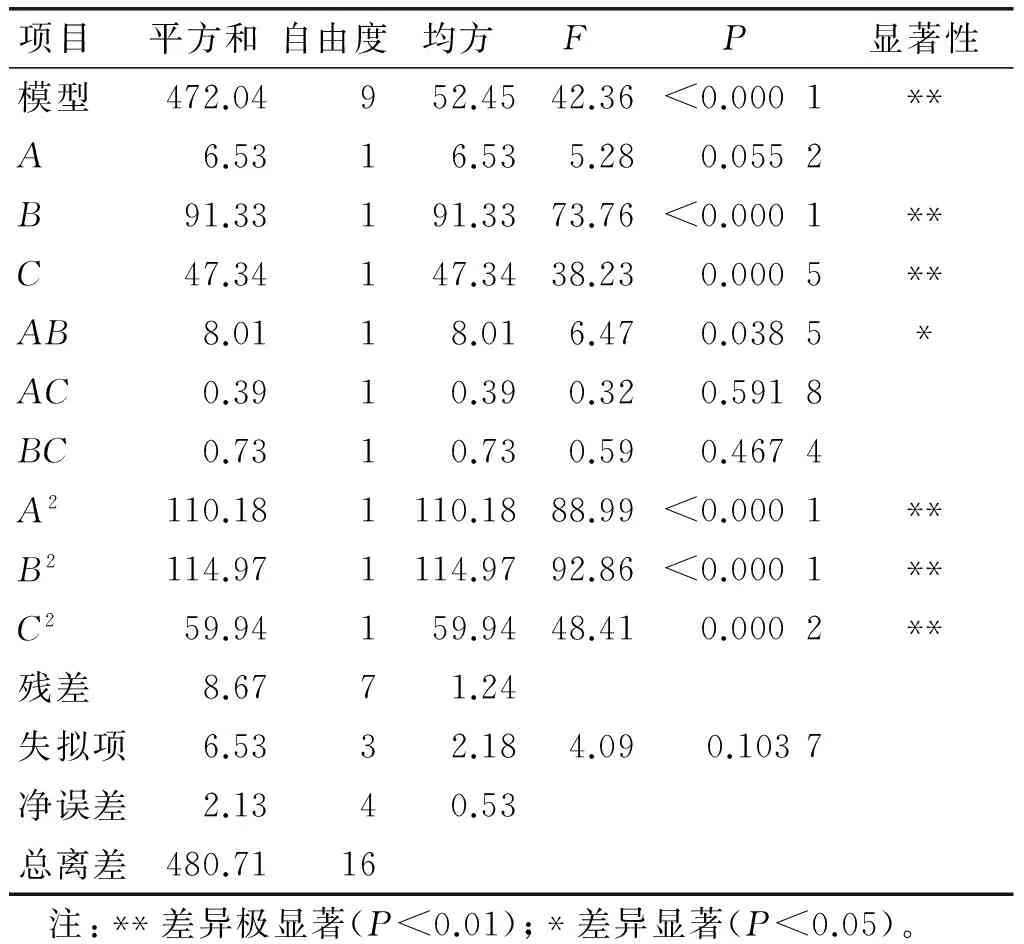
表3 回归模型的方差分析
从回归方程各因素的系数估计值A为-0.9、B为3.38和C为2.43,可知A对包埋率有负影响,B和C对包埋率有正影响,各因素对大鲵油微胶囊包埋率影响的主次顺序为:B>C>A,即壁芯材质量比>壁材添加量>壁材配比,其中B和C对大鲵油微胶囊包埋率的影响极显著。
2.3.2 因素的交互作用对包埋率的影响
对大鲵油微胶囊包埋率有影响的3个因素(壁材配比A、壁芯材质量比B和壁材添加量C)的交互作用进行分析,分别得到各因素交互作用关系的响应面图和等高线图,见图6、图7、图8。
由图6可以看出,A和B的改变都会使微胶囊包埋率呈现平缓的坡形变化,说明两者都对微胶囊的包埋率有一定的影响。当A或B确定时,A的坡度明显平缓于B的坡度,短轴在A的等高线上,说明B对大鲵油包埋率的影响大于A。相比于图7、图8,图6的等高线分布更趋向于椭圆,说明A、B之间的相互作用对包埋率的影响显著。
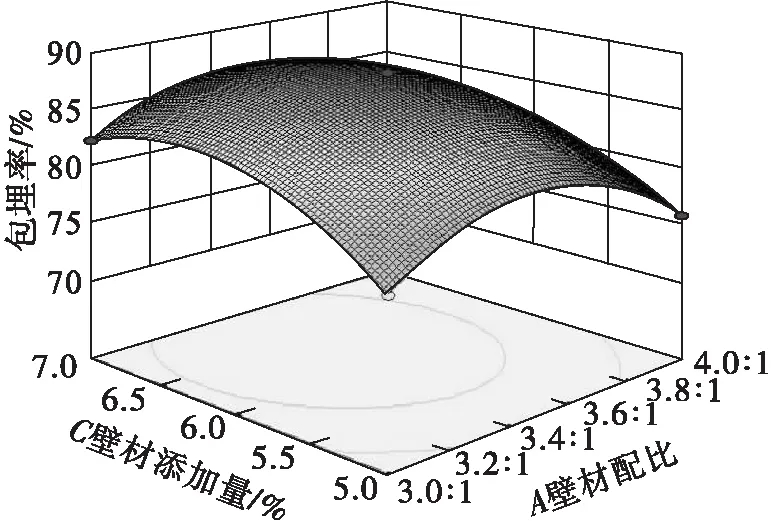
由图7可以看出,A和C的改变同样会使微胶囊包埋率呈现较平缓的坡度,说明A和C都对包埋率有影响。当A或C确定时,A的坡度更为平缓,说明C对大鲵油包埋率的影响大于A。当A和C在较低水平时,坡度趋势明显,在坡顶时坡度较为平缓,等高线在较低水平时的排列相比较高水平更为密集,相比于图6、图8,等高线更趋近于圆形,坡度最为平缓,说明A、C之间的相互作用对包埋率的影响最小。
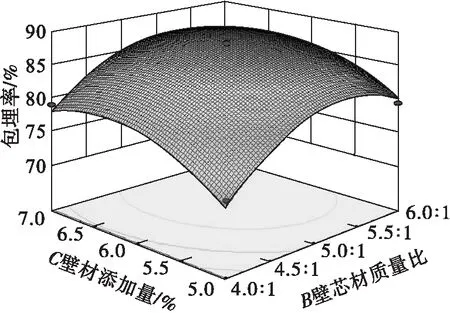
由图8可以看出,B和C构成的响应面图坡度平缓,当C不变,随着B水平的提高,包埋率缓慢提高,在5.0∶1~5.5∶1范围内达到最高点,随后缓慢下降;当B确定时,随着C水平的提高,包埋率提高速率相对较快,在6.0%~6.5%范围内达到最高点,随后缓慢下降,说明B对大鲵油包埋率的影响大于C。
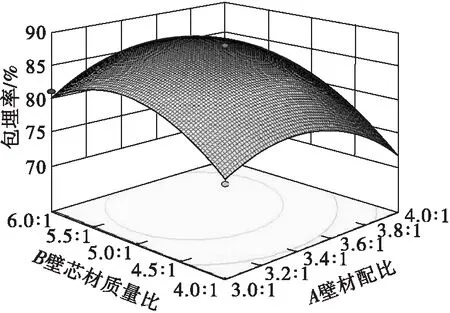
图6Y=(A,B)的响应面图与等高线图
综上所述,3个因素之间的相互作用对微胶囊包埋率的影响主次顺序为:AB>BC>AC。
2.4 验证实验
由Design-Expert软件得到最佳工艺参数为壁材配比3.44∶1、壁芯材质量比5.37∶1、壁材添加量6.46%,在此工艺条件下微胶囊理论包埋率为 88.40%。严格按照预测最佳工艺条件进行3次平行实验,得到大鲵油微胶囊平均包埋率为88.06%,预测精度平均为99.62%,说明了模型与实验结果的准确性和可靠性。
3 结 论
以β-环状糊精与阿拉伯胶为壁材,以大鲵油为芯材,经喷雾干燥制备大鲵油微胶囊。在单因素实验基础上,以微胶囊包埋率为响应值,以壁材配比、壁芯材质量比和壁材添加量3个因素为响应因子建立二次回归模型方程,3个因素对大鲵油微胶囊包埋率的影响顺序为壁芯材质量比>壁材添加量>壁材配比。采用响应面法对微胶囊工艺进一步优化,获得最佳工艺参数为壁材配比(β-环状糊精与阿拉伯胶质量比)3.44∶1、壁芯材质量比5.37∶1、壁材添加量6.46%、乳化剂添加2%(以壁材质量计),在此条件下大鲵油微胶囊包埋率达到88.06%。通过响应面优化微胶囊化工艺,有效提高了大鲵油微胶囊包埋率,实现喷雾干燥制备大鲵油微胶囊,为大鲵油产品的开发提供了基础。鉴于大鲵油价格较高,有待于优化其他工艺参数,进一步提高包埋率。
[1] 张神虎.大鲵药用价值及人工养殖[J].广西农业科学,2001,20(4):309-310.
[2] 罗庆华,王寒,王苗苗,等.大鲵油不饱和脂肪酸的富集研究[J].中国油脂,2016,41(10):34-38.
[3] ALSIBEKYAN S,JENSEN M K,CAMPOS H,et al.Genetic variation in fatty acid elongases is not associated with intermediate cardiovascular phenotypes or myocardial infarction[J].Eur J Clin Nutr,2012,66 (3): 353-359.
[4] JAMES J,GREG C,ELIZABETH H,et al.Nutrition,brain aging and neurode generation[J].J Neurosci,2009,29(41): 12795-12801.
[5] 夏树华,姜元荣,张余权,等.鱼油在食品领域中的应用技术综述[J].食品科学,2012,33(11):299-302.
[6] DI STASI D,BERNASCONI R,MARCHILOLI R,et al.Early modifications of fatty acid composition in plasmaphospholipids,platelets and mononucleates of healthyvolunteers after low doses ofn-3 polyunsaturated fatty acids[J].Eur J Clin Pharmacol,2004,60(3):183-190.
[7] 钱列生,芮汉明.食品微胶囊技术[J].中山大学学报论丛,2007,27(9):201-205.
[8] GHARSALLAOUI A,ROUDAUT G,CHAMBIN O,et al.Applications of spraydrying in microencapsulation of food ingredients: an overview[J].Food Res Int,2007,40(9): 1107-1121.
[9] 韩路路,毕良武,赵振东,等.微胶囊的制备方法研究进展[J].生物质化学工程,2011,45(3):41-46.
[10] 许时婴,张晓鸣,夏书斧.微胶囊技术——原理和应用[M].北京:化学工业出版社,2006:30-187.
[11] 路宏波.富多不饱和脂肪酸鱼油的微胶囊化研究[D].江苏 无锡:江南大学,2008.
[12] 王苗苗,罗庆华,王海磊,等.酶解法提取大鲵尾部油的工艺研究[J].中国油脂,2015,40(4):6-10.
[13] 王悦.全价林蛙微胶囊产品的工艺研究及产品开发[D].长春:吉林大学,2015.
[14] 刘昭明,黄翠姬,赵谋明.小分子乳化剂对鸡油脂微胶囊化的影响[J].食品与机械,2006,22(2):17-20,34.
[15] 胡婷婷,王茵,吴成业.响应面法优化虾青素微胶囊制备工艺[J].食品科学,2014,35(12):53-59.
Optimizationofpreparationprocessofgiantsalamanderoilmicrocapsulebyresponsesurfacemethodology
WANG Han1,2,YU Huazhong1,LUO Qinghua1,2,WANG Jianwen3,SONG Yingjie1,2
(1.Key Laboratory of Hunan Forest Products and Chemical Industry Engineering,Jishou University,Zhangjiajie 427000,Hunan,China; 2.Hunan Engineering Laboratory for Chinese Giant Salamander’s Resource Protection and Comprehensive Utilization,Jishou University,Zhangjiajie 427000,Hunan,China; 3.Zhangjiajie Jinni Biotechnology Co.,Ltd.,Zhangjiajie 427000,Hunan,China)
TS251.9;TS225.24
A
1003-7969(2017)09-0106-06
2017-01-24;
2017-06-16
大鲵资源保护与综合利用工程实验室开放项目(DNGC1601);湖南省大学生创新项目(CX2017B711)
王 寒(1990),男,硕士研究生,研究方向为森林食品开发与利用(E-mail)863196980@qq.com。
罗庆华,教授(E-mail)lqh700930@126.com。
猜你喜欢
天津科技(2022年7期)2022-07-29
Zoological Research(2022年3期)2022-06-07
天津科技(2021年7期)2021-07-29
粮食与食品工业(2021年2期)2021-04-15
天津化工(2021年1期)2021-01-05
天津科技(2020年7期)2020-07-31
食品安全导刊·下旬刊(2020年3期)2020-07-09
土木与环境工程学报(2019年2期)2019-05-09
中国测试(2018年3期)2018-05-14
现代园艺(2018年2期)2018-03-15
