特大凸度量圆柱滚子加工工艺分析
2017-07-26 03:46:48张磊磊冯振刘岩刘友国李庆
轴承 2017年9期
张磊磊,冯振,刘岩,刘友国,李庆
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.航空精密轴承国家重点实验室,河南 洛阳 471039)
目前,国内对特大型圆柱滚子加工方法的研究主要包括滚子车加工改进、留量压缩、端面磨削等。文献[1]提出了采用数控机床将外径、倒角及端面一次装夹全部车削完毕的加工方法,同时使用机夹刀片,刀具磨损后只需更换切削刃,大大提高了加工效率;文献[2]为提高某大型圆柱滚子质量,在现有的工艺基础上增加了硬车倒角等工序;文献[3]通过对车制圆柱滚子工艺流程进行深入分析,对工艺留量进行了压缩;文献[4]通过对大型圆柱滚子端面磨削工艺进行改进,有效地提高了滚子基准端面圆跳动的精度。
直素线滚子轴承在运转过程中,滚子两端会出现应力集中,对轴承的承载能力和疲劳寿命产生极不利的影响,为了防止这种现象发生,通常将滚子的直素线修正成有微量凸起的某种特定曲线,即滚子凸度[5]。凸度技术的应用能有效改善滚动接触区的压力分布,减小或消除滚子边缘应力集中,降低温升,有利于形成弹性流体润滑,从而降低轴承的振动和噪声,提高轴承的使用寿命[6]。
1 大凸度圆柱滚子加工难点
圆柱滚子凸度加工多采用超精工艺,目前产品多为小凸度滚子(<40μm);针对大凸度(40~80μm)滚子采用多遍超精勉强可以达到产品技术要求,但加工效率低;而对于特大凸度量(>80 μm)的滚子即使多次超精也很难达到要求。
如某型造船厂配套用特大型轴承的圆柱滚子尺寸为φ56 mm×87 mm,滚子凸度量要求达到100μm(图1)。

图1 滚子产品示意图Fig.1 Diagram of roller product
大凸度滚子的加工难点为:
1)滚子凸度量太大,现有超精设备即使多次超精加工也很难达到产品要求,且加工效率低。
2)滚子精度要求高,如:直径变动量VDwp达到0.0015 mm、直线性LW(+)达到0.006 mm等。
2 工艺试验
圆柱滚子滚动面传统加工工艺为:软磨滚动面→热处理→粗磨滚动面→细磨滚动面→终磨滚动面→超精滚动面(根据产品精度要求选择是否超精)。对于图1中凸度量要求达到100μm的滚子,采取了3种方案对其进行工艺试验。
2.1 方案1
按传统工艺磨削加工后,进行多次超精。凸度检测结果如图2所示,对滚动面进行多次超精后,凸度量仅能达到72μm,远达不到要求尺寸。

图2 方案1加工后滚子轮廓图Fig.2 Profilogram of roller after processing by scheme 1
2.2 方案2
细磨后采用预磨斜坡→终磨滚动面,但不进行超精。凸度测量结果如图3所示,增加预磨斜坡工序后,凸度能够达到100μm以上,但是滚动面表面粗糙度、直径变动量等指标达不到产品技术要求,且滚动面曲线交界存在尖点,应力集中较严重,不利于滚子的使用寿命。

图3 方案2加工后滚子轮廓图Fig.3 Profilogram of roller after pocessing by scheme 2
2.3 方案3
细磨后预磨斜坡→终磨滚动面→超精滚动面。凸度检测结果如图4所示,凸度可以达到100 μm,而且滚动面表面粗糙度、直径变动量等指标也能达到项目要求,滚动面曲线平滑,交界处应力集中得以改善。
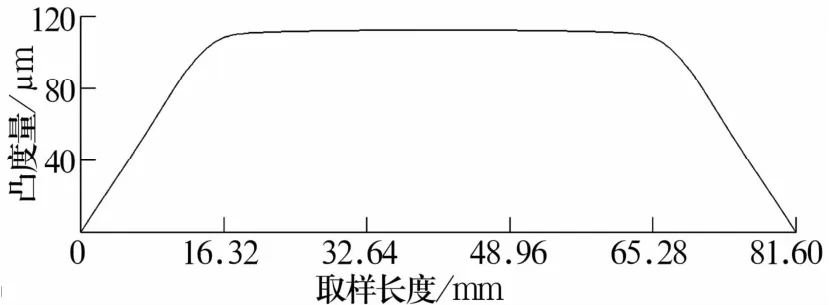
图4 方案3加工后滚子轮廓图Fig.4 Profilogram of roller after pocessing by scheme 3
3 实例验证
方案3中的关键工序是预磨斜坡和超精滚动面。由于传统的磨床无法满足大凸度滚子的磨削加工,故引入高精度数控磨床H3-004(图5)。磨削过程中,采用电磁夹具夹紧滚子,并支承滚子滚动面。利用端面定位,翻转磨削,以保证滚动面两侧弧坡的对称性。然后将砂轮转动至一定角度,利用直线修整器修整完毕后,即可进行磨削。若在加工中测量滚子凸度不合格,可直接微调砂轮角度和进刀量。

图5 预磨斜坡加工示意图Fig.5 Processing diagram of pre-grinding incline
超精时,采用贯穿式超精机3MZ6220(图6),两超精辊同向转动,由于超精辊轴线之间存在一定角度,滚子在自转的同时可轴向移动,进行粗超、半精超和精超加工。

图6 超精滚动面示意图Fig.6 Diagram of superfinishing of rolling surface
加工完成后抽取部分试件进行检测,结果见表1。

表1 试件检测结果Tab.1 Detection result of test piece
由表1可知,采用方案3加工滚子凸度量可以达到100μm以上,同时,直径变动量VDwp达到0.7~1.2μm、圆形偏差ΔCir达到0.8~1μm、滚子端部对轴线的轴向跳动SDw达到4.23~6.0 μm,表面粗糙度等技术指标均能满足产品要求。
4 结束语
通过工艺试验,探索了特大凸度量圆柱滚子加工问题,采用H3-004磨床进行加工,增加预磨斜坡工序,然后进行超精,满足了滚子凸度大于100μm的技术要求,且滚子其他技术指标均能达到技术要求,解决了新产品开发的加工难题。但由于预磨斜坡工序时需进行单件磨削,加工效率不高,还有待进一步改进。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
哈尔滨轴承(2022年1期)2022-05-23 13:12:58
冶金设备(2021年4期)2021-10-29 03:00:40
哈尔滨轴承(2021年1期)2021-07-21 05:43:10
哈尔滨轴承(2021年4期)2021-03-08 01:00:52
中南大学学报(自然科学版)(2020年11期)2020-12-18 06:26:56
重型机械(2020年3期)2020-08-24 08:31:40
轴承(2018年10期)2018-07-25 07:22:22
电镀与环保(2017年6期)2018-01-30 08:33:37
设备管理与维修(2016年6期)2016-03-16 02:21:54