腌制盐的固结原因及延缓固结对策
2017-07-19 13:47:39吴发进刘小伟
中国盐业 2017年1期
■ 吴发进 刘小伟
腌制盐的固结原因及延缓固结对策
■ 吴发进 刘小伟
腌制盐一般就是粉碎洗涤盐。腌制盐的根本属性,就是固结,腌制盐固结之后,不方便用户使用,所以腌制盐的生产厂家必须想办法,提供延缓或免结的腌制盐给用户,方便用户腌制使用。
腌制盐 固结原因 延缓固结 对策
1 引言
盐,即主要成分为氧化钠的物质,按照重量计算,盐是由39.34%的钠离子和60.66的氯离所组成,盐正常状态是等轴晶系,呈正六面体。腌制盐是盐产品大类中的食用盐范畴,腌制盐(curing salt)主要用于肉类、蔬菜、水果、海洋水产品等腌制加工过程的食盐(腌制盐在这里指符合GB5461-2000二级以上的粉洗盐,下同)。腌制品加工一般都具有较强的季节性,腌制盐需求也具有突击性,如:浙江环杭州湾地区的榨菜腌制,从收割到腌制加工,只不过20天左右,再如宁波市象山县海番薯腌制,捕捞到加工时长也就25天左右。腌制盐的需求和配供也就是阵发性的。腌制盐的配供的特点:储存时间长,质量要求高,用量不稳定,突击性强,销量集中。腌制盐的这一特点决定了腌制盐的仓库堆存是必不可少的。但是腌制盐一般都是粉碎洗涤盐,粉碎洗涤盐的一个根本属性就是堆存时间超过一定限度之后,很快固结,也可称为结块或叫板结。如50kg大包装编织袋会结成几大块或结成一块板状,其硬度又很大,民间有人形容:“撑破袋子砸破缸”。腌制盐销售集中的地区,一般都要提前半年备库,否则,销售旺季到来时难以维持,一旦出现断盐现象,组织调运已经来不及,耽误了菜农或水产腌制时节,造成损失,可就是政治问题,因为腌制盐是各地盐业公司专营的。地方政府都会干预。腌制盐堆存固结现象,严重影响产品形象,给正常装卸、配送、腌制使用,都带来很大的不便。为了改善腌制盐的成品物态,确保用户使用到松散、柔软、分散性好的腌制盐产品,便是摆在腌制盐生产和销售盐企面前,而又无法回避的必须研究解决的大问题。腌制盐一般以海盐为原料加工而成的,固结原因有多种,解决办法也有若干,但是要根据销售季节和腌制特点,分别“对症下药”,采取不同的有效对策措施,满足不同用户需要,才能真正做到适销对路。
2 腌制盐固结的机理
腌制盐的固结是其根本属性,根据腌制盐的固结程度,50kg编织袋装腌制盐可分为:轻微固结;较为固结;中度固结;严重固结四种。轻微固结:即手搬动一下就能松散。较为固结:用力搬动能松散。中度固结:手搬运不易松散,但是通过装车卸车、堆码等作业,基本能松散。严重固结:腌制时,必须用木榔头敲打,否则无法破碎、即使敲碎了,也是由大块盐变成了众多的小块盐,直接影响用户的腌制使用。
2.1 腌制盐的晶体模型
腌制盐的单个晶体即最小盐粒,是正六面体,但原盐在结晶时,由于微量杂质混入,导致结晶后的少量晶体形状有些不规则,原盐经过洗涤、粉碎、脱卤等工艺过程之后,晶体大小发生了变化,在对辊机和离心机的先后共同作用下,一般都是由大晶体变成小晶体,小晶体一部分随卤水穿过对辊机间隙和离心机滤网而末变化,一部分变成粉末盐,被卤水流动而裹夹带起。
2.2 腌制盐固结的机理
由离心机分离(脱卤)后的物料,在离心机接料螺旋输送机的作用下,大小晶体无序地混合在一起,大晶体与大晶体之间不规则堆集,造成很多晶体间隙,如图1,不同晶粒在重力或外力的作用下,小晶体正好挤进大晶体的间隙里,形成较为密实的连续物料,即散装腌制盐成品。腌制盐密实的连续性就为固结创造了可能,但是有些物料尽管连续、密实也不固结,如矿石、面粉、茶叶等。固结不固结还是由物料自身的性质所决定的。腌制盐是一种特殊的易固结的物质。

图1 腌制盐堆存结块的模型图
2.3 腌制盐固结的条件
腌制盐固结是有条件的,只有条件成熟时,才会固结,否则也是很松散的,腌制盐刚下生产线计量包装时,分散性、松散性都很好,过一段时间后,就会慢慢就结块或板结,这说明堆放时间是腌制盐固结的一个条件。其次,从微观上分析,腌制盐固结必须是大小晶体之间晶面接触,晶面之间没有间隙或间隙很小。再其次,腌制盐固结必须是晶体之间要有结合力的作用,或者为粘接力,或者为附着力,粘接力即为大小晶体或盐粒粘为一体,分不开。附着力即若干小晶体或小粒盐附着在大晶体或大粒盐上很牢固,就形成是腌制盐的固结,要克服这附着力的作用才能使固结的盐块分散开来。
3 腌制盐固结的原因
腌制盐虽然是密实的连续物料,容易固结,但是只有条件满足时才会固结,刚下线包装好的腌制盐一般都很松散,自然堆存一段时间后才会慢慢开始固结。腌制盐的固结,一直是困扰着加工盐生产、销售企业和用盐单位的烦事,究其结块或板结的原因,比较复杂,但是大致存在着这么几个因素:①洗涤卤水质量,主要是洗涤卤水的粘度等。②腌制盐的成品粒度。③堆存场所的空气湿度。④盐包的压力大小。⑤原料盐的种类(原料盐的影响)⑥其它生产工艺及仓储条件的影响因素。
3.1 腌制盐生产过程中,洗涤卤水的质量的影响
腌制盐生产过程中,粉碎洗涤工序是最关键的工艺控制点之一,粉碎的目的就是改变原盐的状态,大粒盐通过对辊机的粉碎和控制,将原盐大粒改成符合标准的粒径,洗涤就是利用洗涤卤水,在螺旋洗涤机内进行原盐和卤水的逆向搅拌、搓擦,输送,将原盐晶体表面杂质或晶间杂质溶解在卤水里而被带进洗涤液回收槽,从而提高盐浆的纯净度的过程。洗涤卤水的质量起关键作用,主要指标由卤水动力粘度,卤水能见度,卤水浓度等。卤水的动力粘度对腌制盐成品的固结影响较大,卤水动力粘度越大,洗涤后的盐浆通过离心机脱卤不可能彻底,晶体表面和晶间残留着一层粘度很大的膜状洗涤卤,简称粘卤膜,粘卤膜很微簿,人的肉眼是看不见的,但是客观存在着的,而且光凭离心机是不能彻底分离的,只有通过干燥床烘干,才能将其随同水份一起蒸发消除。粘卤膜的作用就是类似于胶水,把若干个盐粒粘起来,随着腌制盐堆存时间的推延,就会形成了腌制盐的固结(结块或板结),为什么清新卤洗涤,腌制盐产品就很松散柔绵,就是因为清新卤粘度小,洗涤效果佳。洗涤卤水当中,钙(Ca++)、镁(Mg++)、硫酸根()离子含量越小,卤水越清新,反之,洗涤卤水越老,钙、镁、硫酸根离子含量越大,卤水的动力粘度就越大,洗涤加工出来的腌制盐越容易固结。根据生产实践,洗涤卤水的浓度对应着洗涤卤水的钙、镁、硫酸根离子含量,只在控制好洗涤卤水的浓度,就能有效的控制洗涤卤水中的钙、镁、硫酸根离子含量,也就控制了洗涤卤水的动力粘度。腌制盐生产工艺要求:洗涤卤水浓度为24—25.5婆美度为宜。低于24度,洗涤卤水不饱和,会溶解原盐,增加加工损耗,高于25.5度,造成洗涤卤水粘度增加,不利于提高腌制盐的白度,加速腌制盐固结速度。
3.2 腌制盐成品粒度的影响
腌制盐的粒度也很重要,粒度均匀,晶间空隙少,小粒径腌制盐不易填充到大粒径空隙中去,固结时间会延缓,堆存时间长了虽然也会固结,但是轻轻的搬运,就会松散开来。根据食盐质量GB5461—2000标准,腌制盐对应于粉碎洗涤盐,其粒度标准为0.5mm—2.5mm的筛间物不小于80%,这就控制了腌制盐的粒度均匀性,05mm以下的小粒径腌制盐不能太多,越多越容易固结,但是腌制盐用户要求,2.5以上的大粒也必须控制在10%以下,否则腌制盐在腌制过程中,不易溶解,往往大粒度腌制盐都会沉降的腌渍池底部,导致腌制卤水含盐份不足或咸度不够,腌制盐的粒度要求:筛上物不大于10%,筛间物80%以上,筛下物尽可能少些,筛下物多是腌制盐固结的原因之一。
3.3 腌制盐堆存场所的空气湿度的影响
腌制盐的又一个根本属性,就是吸潮,也称返潮,空气温度越大,越容易吸潮,晶体表面和晶间吸潮了,就会形成粘卤膜,粘卤膜会把盐粒粘牢在一起,形成腌制盐的固结。要求腌制盐的成品一般不能堆放在室外,室内堆放必须符合要求,如离墙距离必须大于1米,腌制盐必须堆放在塑料托盘或木制托盘上,不能直接堆放在地面。室内仓库不能有水沟,门窗齐全,阴雨天不能开门开窗,晴天打开门窗通风排潮等。
3.4 腌制盐成品盐包的受压大小的影响
腌制盐一般都是50公斤/袋大包装,生产线下线时,都是码成垛,每垛2吨,计40包,仓库堆存时,不可能一垛一垛的堆放着,一般都是二层以上,所以下层的盐包压力较大,盐包受压会加速腌制盐的固结速度,对成品盐固结构成影响。
3.5 原料盐对固结的影响
根据生产实践,不同原料盐生产的腌制盐,其固结速度不尽相同,一般墨西哥原料盐和澳大利亚原料盐,氯化钠含量高,杂质少,钙镁及硫酸根离子低,同样的工艺条件生产出来的腌制盐成品,同一堆存场所下,推迟固结时间约20—30天左右。
3.6 腌制盐水份大小的影响
腌制盐水份含量的多少,也会影响到固结速度,水分含量在一定的范围内,水份越大,越容易固结,反之,水份含量越小,固结速度会减慢或延缓。
3.7 其它生产工艺及仓储的影响因素。
除上述主要因素影响以外,客观上还有其它辅助因素。
3.7.1 氯化钠含量的影响,一般生产实践表明:氯化钠含量高,延缓固结,反之,氯化钠低,固结加快。
3.7.2 气温高低的影响:气温越高,越容易快速固结。
3.7.3 包装方式的影响:1000公斤/袋灌装的吨袋比50公斤/袋的固结要慢一些。
4 腌制盐的防固结对策
腌制盐的固结原因纵然很多,但是防止固结的办法也有很多,防腌制盐的固结关键是事前措施到位,一旦固结以后,再采取破碎方法,就是劳民伤财、得不偿失。正常情况下,腌制盐固结程度与堆存时间直接相关联,现包装现调运,随及使用的,不用采取任何防固结对策。腌制盐防固结办法主要有物理方法和添加抗结剂的方法和工艺改善等方法。物理方法主要对策有:先散堆之后二次计量包装、减少成品堆存高度等,添加抗结剂主要有:添加亚铁氰化钾或柠檬酸铁铵法。工艺改善法主要有:控制洗涤卤水粘度或浓度,控制好成品粒径等。
4.1 腌制盐成品散堆,二次计量包装。
针对腌制盐固结的属性,短期内不能调运的产品,也可以采取部分散堆的办法缓解固结,散堆的优点在于:存放自然固结后,二次计量包装前破碎,混合,检测,可保证现包现运,杜绝销售的腌制盐成品有结块现象。这种方法适用于生产企业。二次包装半自动机组如下图2。生产流程为:成品腌制盐使用小型挖掘机翻廪活盐—铲盐至集盐斗1,再由管式螺旋输2送机至计量料斗3—人工计量3—缝包4—提升码垛5。散堆的缺点是:增加了挖掘机活盐破碎及二次计量包装费用,再者盐廪上下水份发生了变化,上部水份减少,底部水份超标。
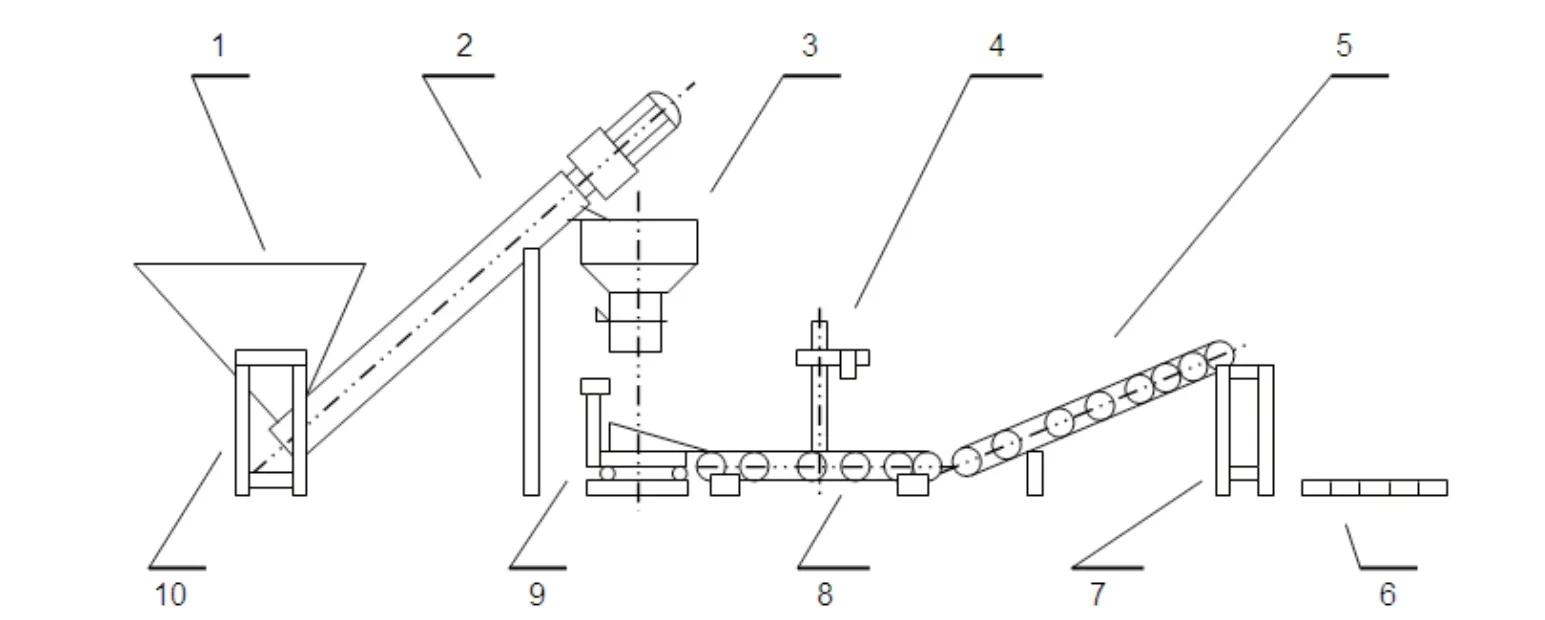
图2 半自动二次计量包装机组
包装时要充分混合,重新检测水份等各项指标。某公司2014年下半年腌制盐散盐堆廪(廪高3000mm,廪宽20000mm)试验月份水份实测结果见右图3表2:
由于散堆时已经固结一次,破碎混和后二次计量包装,包装好的50公斤/编织袋堆码固结时间分别推迟一个月,如轻微固结时间由下线时包装的1个月延长至2个月,严重固结时间推迟到4个月以上。
4.2 添加抗结剂防固结
腌制盐添加抗结剂防固结,分两种情况,一是生产企业执行GB5461-2000国家标准的,允许添加三水亚铁氰化钾K4[Fe(CN)6]·3H2O抗结剂,添加量≤10.0 mg/kg,食用加碘盐(直接口食盐)规定≤8.0 mg/kg,企业内控指标规定3.0 mg/kg —5.0 mg/kg。二是按照《绿色食品-食用盐》标准生产的食用盐,即执行NY/T1040-2012,对抗结剂三水亚铁氰化钾K4[Fe(CN)6]·3H2O不得检出,也就是不允许添加。但可使用柠檬酸铁铵(FeC6H5O7)作为抗结剂(结构式如右图)。柠檬酸铁铵在国际上作为食品添加剂大行其道,应用领域非常广泛,因柠檬酸铁铵无毒无害,在我国,柠檬酸铁铵可用于高端腌制品的腌制用盐的抗结剂添加,如火腿、盐水鸭等的加工,添加量控制在25.0 mg/kg以内。抗结剂添加的设备装置如下图4。
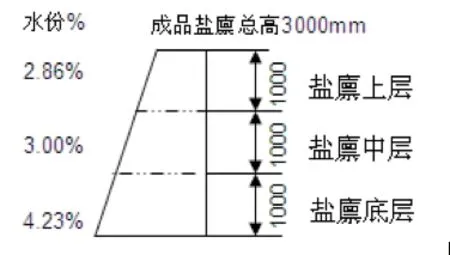
图3 腌制盐自然堆廪3个月时,水分实测结果图

表2 散堆腌制盐水份实测数据表

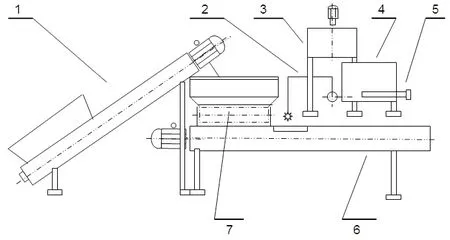
图4 抗结剂添加装置
不管添加何种抗结剂,工业化生产必须由机械设备来稳定的实现,切勿人工搅拌或手工添加,否则添加不均匀,会造成严重后果,添加时,需要化验人员及时配合检验,流程为:抗结剂称重→加水稀释→机械搅拌→施加→调节喷量→检测→锁定参数→编制抗结剂添加操作作业指导书→按照作业指导书操作。
4.3 改善加工工艺,延缓腌制盐固结
加工工艺的改善,对腌制盐的固结有延缓作用,如①提高洗涤卤水的新度系数,控制洗涤卤水粘度和浓度,保持洗涤卤水动力粘度在0.002179-0.002408(Pa·s),即洗涤卤水浓度24—25.5Be′(婆美度),及时更换镁离子和硫酸根离子含量高的老洗涤卤水。②控制腌制盐成品粒度,腌制盐成品粒径主要靠离心机和对辊机保证,离心机在去除水分的同时又去掉细盐,滤网间隙订制,参数为:一级转鼓滤网0.30mm,二级转鼓滤网0.20mm,对辊机是控制大粒径的,对辊间隙调速到3.5-3.6mm,并且用塞规测试,每班检查测量一次,保证间隙精度。目的是保持腌制盐成品粒度均匀,粒度均匀能延缓固结。③选择可溶性杂质含量较少的优质母盐。④加强腌制盐成品仓库管理,保持干燥,降低湿度。
4.4 控制堆叠层数,减少盐包压力,延缓腌制盐固结
腌制盐固结的原因分析中,盐包受压,也加速固结,所以尽或能的减少盐包堆叠高度,以减少盐包受压,延缓盐包结块或板结。根据生产实践,一般使用叉车堆码的,堆叠三层为宜,每层40包计2吨,垛形尺寸为1400⋆1100⋆1300mm,不适宜用行车恣意增加堆叠层数(如右图5)。
5 结束语
腌制盐固结是不可避免的,只能采用延缓固结对策措施,物理方法延缓的时间较短,一般3-6个月,添加抗结剂的方法时间较长,延缓固结时长1年左右,如添加三水亚铁氰化钾K4[Fe(CN)6]·3H2O,有效期在一年以上,添加柠檬酸铁铵有效期不足一年。所以,腌制盐生产企业和销售单位都要按照计划组织,切勿盲目制造,不管是生产企业还是销售部门或用盐单位,一旦库存积压太多,短期内销售不了,难免固结,固结以后,会造成一定的损失。但是反过来说:腌制盐配供,存在着一定的不确定性,因为,农作物长势受到天气等自然因素影响很大,如榨菜,收割时连续下雨,榨菜会烂,损失很大,用盐量会锐减,原计划调集的腌制盐,用不完的部分只能堆存在仓库,时间越长就固结越严重。必须早作打算,及时外运处理是首选。
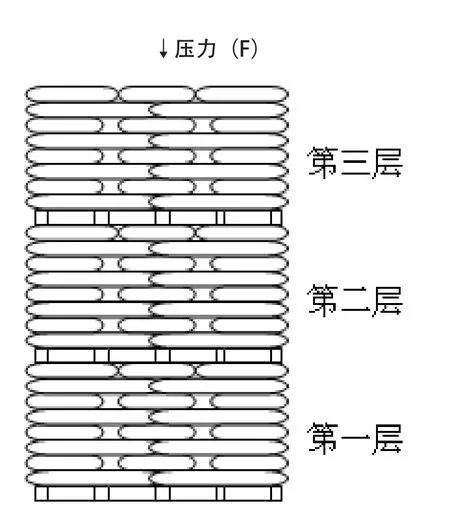
图5 腌制盐储存堆码高度
[1] 吴发进,海食盐生产过程中粒度分析与控制[J]. 苏盐科技[J]. 2011.
[2] 颜杰.王秀丽.邵旭.防结块技术进展[J],盐业与化工[J]. 2011.
[3] 吴发进.海盐加工过程中洗涤卤水的探讨.盐业与化工[J]. 2011
(作者单位:浙江杭州湾盐业配送有限公司)
(编辑:王鹏)
猜你喜欢
中国乡村医药(2023年22期)2023-11-30 06:35:26
养生保健指南(2019年10期)2019-12-16 01:46:38
饮食科学(2019年5期)2019-06-03 08:58:54
恋爱婚姻家庭·养生版(2018年12期)2018-01-15 02:25:26
世界热带农业信息(2017年5期)2017-10-23 07:44:02
世界热带农业信息(2017年4期)2017-07-28 14:43:17
世界热带农业信息(2017年3期)2017-07-13 12:11:00
世界热带农业信息(2017年3期)2017-07-13 12:04:38
当代化工研究(2016年5期)2016-03-20 16:21:34
新疆地质(2016年4期)2016-02-28 19:18:38