
工业化固态发酵设备研究进展
2017-06-07 08:08曹胜炎王风芹张军峰宋安东
生物加工过程 2017年3期
谢 慧,张 雷,曹胜炎,王风芹,杨 森,张军峰,宋安东
(1.河南农业大学生命科学学院农业部农业微生物酶工程重点实验室,河南郑州450002;2.河南双成生物科技有限公司,河南漯河463900)
工业化固态发酵设备研究进展
谢 慧1,张 雷1,曹胜炎2,王风芹1,杨 森1,张军峰2,宋安东1
(1.河南农业大学生命科学学院农业部农业微生物酶工程重点实验室,河南郑州450002;2.河南双成生物科技有限公司,河南漯河463900)
固态发酵技术是处理农业废弃物最常用的技术之一。该技术可以根据不同的农业废弃物物理化学成分的差异,合理处理废弃物并且获得高产值产品。与传统的固态发酵技术相比,现代固态发酵技术结合了现代发酵理论与机械自动化等多种学科的特点。多样的新型固态发酵设备已用于实验室试验中,但是满足工业化需求的大型固态发酵设备仍在少数。近几年来,随着社会和政府对环境问题越来越多的重视,固态发酵技术得到极大的发展。本文中,笔者重点介绍2010年以来报道的吨级固态发酵设备及工艺。
固态发酵;工业化;生物反应器;厌氧发酵设备;农业废弃物
中国是世界上农业废弃物产出量最大的国家,畜禽粪便、农作物秸秆、蔬菜废弃物等废弃物总量超过50亿t[1]。近年来,农业废弃物的资源化利用向能源化、基质化、饲料化和材料化利用等几个方面迅速发展[2],而固态发酵技术凭借其适用范围广泛、处理量大、产品价值高等特点,受到很多企业的青睐。
固态发酵技术(solid state fermentation,SSF)是基于一种由高含量的固体、低含水量的液体及适当浓度的气体组成的三相环境,在该环境下,微生物可以正常繁殖并利用周围的固体基质作为营养或填充物,改善固体基质特性,提高固体基质利用价值,生产高值产品[3]。早在几千年前,中国人就已经利用固态发酵技术生产酒、醋等产品[4-5]。随着人们对SSF研究的深入以及生物质资源的开发与利用,促使了SSF在多个领域蓬勃发展,尤其是食品、酶制剂、环境、制药及生物能源等领域[6-10]。
21世纪以来,环境问题尤为突出,因此,SSF等绿色环保型技术得到极大的发展。SSF以工农业废弃物为原料,在生产高附加值产品的同时亦能缓解环境压力[11]。Zhang等[12]从动力学的角度比较了紫红曲霉在固态发酵和液态发酵条件下发酵甘油的能力,从而肯定了SSF的优越性。
微生物的品种决定了固态发酵的最终产品类型[13-15]。固态发酵过程中,pH、含水量、温度和气态环境等因素构成微生物的生长环境,继而影响最终的发酵结果[16-19],而不同基质的底物则具有不同的特性,也会影响发酵结果[20-21]。
传质和传热是SSF工程化过程中的两大核心问题[22]。Mao等[23]对甜高粱秸秆固态发酵生产乙醇过程中的传质进行了深入的研究。Chen等[24]研究了气相双动态固态发酵过程中质的转变过程。Casciatori等[25]建立了填充床固态发酵过程中的水与热转变模型。Foong等[26]研究了流化床发酵棕仁饼过程中热与质的转移特性。
以上所有因素都是固态发酵反应器设计时所需要考虑的。除此以外,SSF所使用的菌种对设备的要求(是否存在菌丝、是否耐受搅拌、是否需要无菌环境)也会影响到反应器的设计[27]。传统的SSF有托盘反应器(未曝气-未搅拌式)、填充床反应器(曝气-未搅拌式)、转筒反应器(未曝气-搅拌式)、气固流化床反应器(曝气-搅拌式)等[28]。许多新型的SSF反应器仅限于实验室使用,还无法投入工业生产中[29-33],传统的工业化固态发酵反应器技术相对落后,不能满足现代化的生产需求。
随着机械化水平和数控技术的提升以及SSF理论的完善,更多新型的工业化固态发酵反应器被开发出来,并且投入生产。本文中,笔者将综述固态发酵反应器工业放大的难题,并重点介绍2010年来投入到工业生产中的固态发酵反应器及其配套的生产设备。
1 固态发酵反应器的设计与放大
现代固态发酵技术分为上游工程、中游工程、下游工程和辅助工程四个部分。上游工程包括菌种选育和培养、培养基的选择与预处理;中游工程包括设备的选择、发酵过程工艺;下游工程包括提取、纯化;辅助工程包括气流灭菌及控制、水源处理及控制、温度控制等[34]。
反应器是整个SSF的核心,如何最大化获得产品的关键在于反应器的设计。成功的反应器应具备如下特点:①反应器必须具备抗腐蚀能力,而且不能对微生物有毒害作用;②严格阻止外界微生物进入反应器内部,并且反应器内部的微生物也不会飘散到外界;③有效控制曝气、搅拌和温度;④通过特殊方式使得反应过程中热质均匀;⑤具备底物灭菌、接种和产品回收等功能[27]。在放大过程中需要考虑如下参数:①搅拌;②通气与氧传递;③温度;④水分;⑤湿度;⑥pH。不同微生物对发酵环境中的需氧要求也不同,厌氧微生物不需要O2,而需氧微生物由于在固体基质表面生长并使基质变黏,易造成局部缺氧,从而影响到微生物生长。通气与搅拌是常用的增加氧传递的方法,同时能增加热交换效率。不同的搅拌方式对微生物的剪切力不同,而不同微生物对剪切力的承受能力也不同。微生物的生长受多种酶促反应的调节,故而温度及pH的控制对发酵影响很大。水的含量能够影响基质的气体交换以及膨松程度,从而影响微生物的生长环境。发酵后期,温度、通风以及微生物的呼吸均会降低基质中的水分。苏东海等[16]利用50 L固态发酵罐研究了底物湿度对康氏木霉和耐高温酿酒酵母两种微生物利用秸秆发酵乙醇的影响。
放大过程中最艰巨的任务就是为微生物营造适宜于发酵过程的环境[18]。而固态原料及微生物的多样性增加了反应器控制发酵过程的难度,所以反应器的设计必须建立在动力学和化学计量学的基础上[3]。此外,还需要根据微生物的习性设计是否需要搅拌或是曝气功能。也正是由于过程的复杂性,导致了一些工程学问题,例如过程标准化困难、再现性差[7],而这正是固态发酵反应器工业放大的限制因素。
2 固态发酵工业化设备
2.1 搅拌式固态反应器
郑好轸等[35]设计一种搅拌式固态反应器,并用此设备生产红曲。该固态发酵设备包括发酵罐、供给管、供给泵、搅拌叶片、驱动装置、热交换器、收集桶及支架,结构如图1所示。搅拌装置安装在供给管上,并与发酵罐内的驱动装置连接。除此以外,发酵罐上还有温度、湿度和压力检测器。发酵罐与周边设备均与中央电子控制板连接。
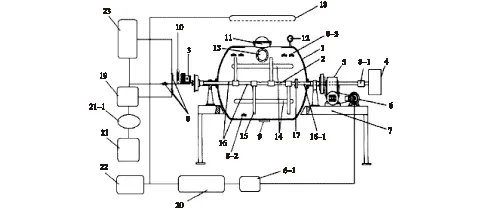
1—发酵罐;2—供给管;3—供给泵;4—收集桶;5—涡轮减速器;6—电动机;6-1—逆变调速器;7—支架;8—阀门;8-1—手机阀;9—平衡板;10—空气流量计;11—开口部;12—测量器;13—观察窗;14—排列盘;15—搅拌叶片;16—供给口;16-1—流出口;17—隔离壁;18—洒水管;19—热交换器;20—中央电子控制器;21—空压机;21-1—空气过滤器;22—蒸汽锅炉;23—微生物种子罐图1 搅拌式固态反应器[35]Fig.1 Mixing type solid state fermentation reactor[35]
生产红曲的过程:预先加入1.1 t的谷物(大米、大麦、小麦和玉米等)和1.1 t无菌水,浸泡、清洗。清洗结束后,排水。通入水蒸气灭菌后,接种红曲110 kg,按1 r/min的转速搅拌15 d,发酵结束后再通入高压蒸汽灭菌,经热风干燥后即可获得莫纳克林K含量5 mg/g以上及桔霉素含量0.01 mg/kg以下的红曲1 t。
搅拌式固态反应器是一种相对传统的固态反应器。早在20世纪90年代,集合了混合、灭菌、冷却、接种和发酵于一身的反应器就已经成型。该设备专用于药用红曲的生产,在密封性上有所加强,能有效地防止杂菌污染及霉菌毒素产生。此外,经过长期对发酵罐的旋转速度、方向、温度、湿度、压力及空气流速的测试,能达到全自动化生产要求,从而生产同批同质的产品。发酵产生的红曲在功能性和安全性上均超过了韩国功能性红曲的国家标准。
2.2 弹簧式固态厌氧反应器
陈洪章等[36]设计了一种弹簧式固态厌氧反应器,用于甜高粱生产乙醇、丁醇。反应器的结构如图2所示,反应器内部安装竖排弹簧钢管,在外部电机控制的曲轴连杆的带动下进行周期性伸缩运动。

1—反应器罐体;2—进料口;3—出料口;4—弹簧钢管;5—外部电机;6—曲轴连杆;7—外部夹套图2 固态厌氧发酵反应器[36]Fig.2 Solid anaerobic fermentation reactor[36]
该反应器体积为5 m3,装料系数0.6。装料前调节加热套中的水温,然后从进料口加入已灭菌的新鲜甜高粱茎干,并接入种子液。打开电机使曲轴连杆带动弹簧伸缩运动,运动周期为10~200 min/次。用该设备分别进行甜高粱乙醇、丁醇发酵,最终物料中所含乙醇和丁醇的质量分数为12%和8%。
弹簧式固态厌氧发酵反应器内部采用多个竖排弹簧伸缩运动,物料在此过程中受到挤压和释放,从而强化了物料的传质传热。利用伸缩过程替代搅拌等行为,避免了剪切力对微生物的伤害。弹簧的运动周期和强度可根据微生物实际生长情况进行调节。在乙醇、丁醇生产试验中,差异性外源周期作用可以诱导合成特异性蛋白,从而提高发酵效果。该设备主体结构简单,有利于规模化生产。
2.3 呼吸式固态反应器
陈洪章等[37]设计了一种呼吸式固态反应器,并用于生产纤维素酶、黄原胶和克拉霉素,结果如图3所示。该反应器结构由可承压的双罐体、呼吸式充排气系统和液体循环系统组成。发酵罐的基本结构为一个圆柱体,高径比为(1∶ 0.5)~(1∶ 10),采用不锈钢和碳钢加工制成。圆柱内安装多层惰性载体。罐盖上有温度、湿度、压力检测器及放气阀,而罐内放有多层物料托盘。关闭罐盖后通入饱和蒸汽实现灭菌。
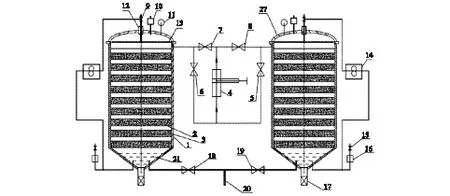
1—罐壁;2—料盘;3—培养基;4—往复泵;5—控流电磁阀;6—控流电磁阀;7—控流电磁阀;8—控流电磁阀;9—进液阀;10—放气阀;11—压力传感器;12—轴封;13—布流器;14—蠕动泵;15—进气阀;16—过滤器;17—排污阀;18—A罐蒸汽阀;19—B罐蒸汽阀;20—蒸汽管;21—发酵液或无菌水;22—O型圈;23—凹槽;24—料盘底;25—十字架;26—网眼;27—罐盖图3 呼吸式固态发酵反应器[37]Fig.3 Self-breathing solid state fermentation reactor[37]
生产黄原胶所用的罐体,直径2 m,罐体圆柱体高2 m,体积为6.28 m3,罐底部圆锥锥形角度为120°,锥形体积为0.524 m3。从发酵罐上层添加培养液和种子液,经托盘惰性载体吸收,多余液体顺着空隙进入下一层惰性载体中。通过控制两罐之间的压力,来实现气流一“吸”一“呼”的流动。发酵结束后,回收惰性载体及管底发酵液,提取和纯化产品。
该反应器在发酵过程中通过呼吸式充排气系统,将一个罐体内的空气部分交替抽出,充入另一个罐体中,然后抽气的发酵罐吸入新鲜的空气,充气的罐体迅速排气,两罐交替充排。利用此方法,可排出发酵废气,并冲入新鲜空气。此外,通过调节发酵气体中O2与CO2的浓度,刺激微生物的生长及发酵。反应器内部周期性的压力变化对微生物形成周期刺激,有利于促进微生物生长。该反应器既能适应于普通的固态发酵,又能用于惰性载体固态发酵。该设备内部不存在机械部件,更加增加了设备的可信度。此外,该设备在传统浅盘反应器的基础上,引入了周期性外源压力刺激,并且在过程控制上要远高于浅盘反应器。但是,仍然未能避免浅盘反应器无法进行规模化生产的弊端,目前也仅限于酶制剂和功能性物质的生产。
2.4 卧式厌氧发酵反应器
严玉平等[38]设计一种卧式厌氧发酵反应器,并用于有机废弃物沼气发酵。该反应器由发酵罐罐体和基座组成,结构如图4所示。在罐体下方有取样口、排沙口和进料口。在罐体上方安装有温度计、压力表、排气口、出料口和观察口。发酵罐一端封闭,另一端由电机与内部搅拌轴相连,搅拌轴上有搅拌桨。罐体内前1/3区域有加热盘管,分别有加热管入口及出口。罐体中轴线与水平线夹角为4°~8°,罐内温度控制在30~40 ℃。罐体长度7.8 m,直径1.5 m,管壁厚度1 cm。搅拌浆长度为1.5 m,搅拌桨体侧中线与搅拌轴中线呈85°倾斜,并且要使搅拌轴轴向螺旋分布,两相邻的搅拌桨体中心线间夹角取30°。

1—驱动电机;2—前封盖;3—卧式发酵罐体;4—后封盖;5—加热管入口;6—加热管盘;7—加热管出口;8—搅拌轴;9—搅拌桨体;10—进料口;11—出料/排气口;12—温度计;13—压力表;14—观察口;15—取样口;16—排沙口;17—基座;18—出料口底座图4 卧式厌氧发酵反应器[38]Fig.4 Horizontal type anaerobic fermentation reactor[38]
该类型的反应器适用于农业废弃物的能源化利用。
此反应器采用水平推流工艺可实现高浓混合厌氧发酵和高物料转化率,并且能将沼液回流,达到二次利用。此外,根据发酵底物的分布,合理分配了搅拌桨的数量及加热管的位置。内部结构紧凑,使得设备热损失和搅拌能耗低,具有较好的经济性。此反应器最大的特点在于采用低转速的螺旋式搅拌方式,实现高浓度条件下(含水率在82%~88%)的厌氧混合发酵,同时,物料转化率达到50%~65%。此外,该设备可以与全混式厌氧反应器结合,提升沼气工程的运行效率。
2.5 秸秆沼气预处理发酵自动破壳一体化反应器
张博等[39]设计一种秸秆沼气预处理发酵自动破壳一体化反应器。该反应器具有连续进出料运行能力,实现秸秆预处理、自动破壳及两相一体化厌氧发酵沼气。反应器主要由自动进料系统、预处理区、固相发酵区和液相发酵区组成,结构如图5所示。

1—出料池;2—固相出料阀;3—液相阀;4—固相发酵区;5—导气管;6—刀片;7—进料装置;8—传送带;9—进料斗;10—出气阀;11—双膜气柜;12—管路;13—预处理池;14—液相发酵区;15—沼液循环泵图5 秸秆沼气预处理发酵自动破壳一体化反应器[39]Fig.5 Straw biogas fermentation integral reactor[39]
该设计中,每日进料量为1 m3,预处理单元体积为3 m3,循环沼液体积为1 m3,储气区容积为2.4 m3,固相区高度1.1 m;液相区高度2.5 m,发酵罐总高度为5.2 m,径高比为0.68,固相区有效容积为16.34 m3,液相区有效容积为24.04 m3。
夜雨观澜:改革开放40年,中国之所以取得巨大的成就,真的就是因为观念的改变。今天我们面对新的形势,新的问题,依然需要不断改革与创新,与时俱进。当然,一个国家有了企业家才能构成创新的社会这个要素,同时管理这个国家的行政机构也需要创新,这样才能真正形成创新的社会。
在该反应器中,通过将溢流的沼液回流到固相,并对发酵原料产生冲击搅拌作用,实现液力搅拌功能。同时利用液位升降和十字形的螺旋刀片对发酵秸秆产生的剪切力进行切割,实现自动破壳。此反应器解决了目前秸秆沼气发酵过程中存在的秸秆亲水性差、易结壳及进出料难等问题。利用两相发酵,极大地提升了沼气的产量,并降低了排污负荷。此外,该一体化反应器具有结构简单、操作方便以及节省运行动力等优点。
2.6 转筒式固态发酵反应器
Wang等[40]报道了一种转筒式厌氧固态发酵反应器,并用于甜高粱生产乙醇。
转筒式固态发酵反应器外形为圆柱形,不锈钢材质,直径1 m,长5 m,体积达5 m3。结构如图6(a)所示,反应器内部由固体发酵床和顶空气体组成,被反应器外壳和隔绝层包裹着。转盘构造如图6(b)所示,第二部分(中段)正常固定,但第一部分(前段)和第三部分(后段)向反应器外壳倾斜固定。整个转盘水平倾斜5°。

1—皮带输送机;2—粉碎机;3—种子罐;4—滚筒生物反应器;5—气体出口;6—蒸汽罐;7—蒸汽;8—热交换器;9—乙醇混合液脱水装置;10—固体废渣下游处理工艺图6 转筒固态发酵反应器及其中试系统[40]Fig.6 Rotary drum bioreactor and pilot system[40]
Wang等[40]利用酵母菌TSH-SC-1发酵甜高粱秸秆进行中试生产乙醇。中试过程如图6(c)所示,包括皮带输送机、粉碎机、种子罐、转筒生物反应器、气体出口、蒸汽罐、热交换器、乙醇混合液脱水装置和固体废渣下游处理工艺。发酵结束后,固体基质转移到蒸汽罐内,并通入低压蒸汽,粗制乙醇液从蒸汽罐上出口进入下游热交换器中浓缩,而固体废渣则进行下一步处理。Wang等[40]成功建立了5 m3转筒式固态发酵罐的菌种生长、糖消耗及乙醇发酵模型。该模型可以指导更大规模的转筒式固态发酵罐研制和生产。
2.7 车厢式固态发酵反应器
Qian等[41]报道了一种车厢式固态发酵反应器,并构建了城市垃圾生产生物气体平台。该平台包括两条处理线,每个处理线有6个400 m3的车厢式厌氧反应器(长24 m,宽4 m,高2.4 m),结构如图7所示。每条处理线配备一个600 m3的渗透液储存塔(长24 m,宽4 m,高6.2 m)。每日处理垃圾量100 t,生产8 000 m3的气体。车厢式厌氧反应器主要用于垃圾处理,单批次处理能力大,且设备要求简单,经济性强。厌氧发酵过程中渗出液流入储存塔内并循环喷洒在废物上,而储存塔内又可以进行长期液态发酵。渗出液得到合理利用,提高了废弃物的处理能力,并且降低了废水处理成本。
Li等[42]报道了一种连续固态发酵罐,长55 m,直径3.6 m,并以此装备为核心,设计了酵母菌TSH1发酵甜高粱生产乙醇的生产线。该生产线包括:原料粉碎、酵母接种、连续固态发酵、连续固态蒸馏、乙醇浓缩和酒糟处理,结构如图8所示。连续固态发酵反应器内部为波纹螺旋结构,一边将物料从入口推送到出口,一边搅拌。秸秆从入口到出口的时间,即为发酵周期。发酵时间受转速控制,而反应器转速调节范围为0.02~0.25 r/min。
16 t甜高粱乙醇发酵过程如下:经粉碎后的甜高粱秸秆用皮带输送机运送到发酵罐中,运送过程中将其提前预热至28 ℃。固体装填量为68%,含水量在70%左右,接菌量为1 g甜高粱秸秆接种1~2 mg细胞,发酵时间为24 h。最终生产出6.62 t粗乙醇(包含1 t 99.5%的乙醇)以及16.42 t的酒糟。
连续转筒固态发酵反应器最大的特点在于可连续生产。连续的低速旋转,能有效地混合固相。在发酵过程中,菌体无法静置在某一区域生长,从而达到量均匀的效果。并且,连续旋转也使得热量无法堆积,从而获得稳定的发酵环境。
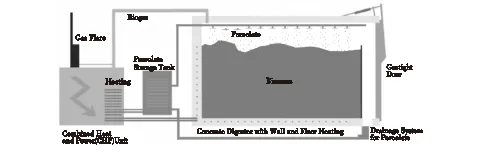
图7 车厢式厌氧发酵反应器[41]Fig.7 Garage-type dry fermentation reactor[41]
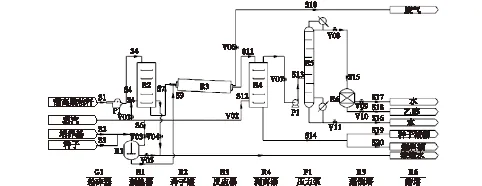
图8 甜高粱秸秆生产乙醇固态发酵生产流程图[42]Fig.8 Process diagram of advanced solid state fermentation[42]
2.9 多层翻板式固态发酵床
笔者曾报道一种多层翻板式固态发酵床[43],并成功用于豆粕发酵。该装置具有微生物固态物料的水平培养床、翻板式物料搅拌器、自动控制温度湿度、自动传感器和无菌空气供应等集成系统,并以该固态发酵床建立了一条全自动豆粕发酵生产线,该生产线中包括原料处理装置、原料配料混合装置、发酵装置和干燥包装装置,结构如图9所示。
此装置由自下而上横向设置的塔形发酵室、刮板布料器、缓冲出料斗和出料刮板输送机组成,该固态发酵装置分10层(顶层为1个布料层、底层为1个出料层和中间8个发酵层),长30 m,宽1.5 m,高21 m,占地面积为50 m2,结构如图10所示。
10 t豆粕发酵试验过程如下:豆粕经输送带输送至配料系统中,接菌搅拌均匀后,由提升机输送到布料层。布料层布满后,开启下层翻板,豆粕受重力作用落入第一层发酵室,翻板关闭。布料层清空后继续装料。当再次布满时,第一层发酵室下方翻板打开,使得第一层物料落入第二层发酵室中。第一层发酵室清空,翻板关闭,而布料层的翻板打开,布料层物料进入第一层发酵室。布料层清空,翻板关闭,接续布料。运行过程,依次类推,直至发酵物料落入最下层出料层。发酵结束后的物料经输送带输送到干燥机内,干燥结束后,输送至粉碎机,粉碎后直接包装。成品豆粕水分质量分数≤9%,粗蛋白质量分数≥47%,酸溶性蛋白质量分数≥7%,KOH溶解度≥75%。

1—工控机;2—原料处理系统;3—配料混合系统;4—发酵系统;5—刮板布料器;6—缓冲出料斗;7—出料刮板输送机;8—摆式布料器;9—第二斗式提升机;10—发酵室箱体;11—进风口通道;12—排风口通道;13—温湿度传感器;14—投料斗;15—螺旋输送机;16—汽爆机;17—第一斗式提升机;18—圆筒筛分机;19—旋转分配机;20—配料仓;21—配料秤斗;22—混合机;23—缓冲斗;24—输送机;25—菌液添加装置;26—出料刮板输送机;27—物料干燥系统;28—脉冲除尘机;29—进风电动阀;30—排风电动阀;31—鼓风机;32—抽风机图9 组合式固态发酵系统[43]Fig.9 Combined-type solid state fermentation system[43]

1—刮板布料器;2—摆式布料器;3—提升机;4—缓冲出料口;5—出料刮板输送机;6—发酵床;7—温湿度传感器;8—料位检测器;9—进风口通道;10—排风口通道;11—温湿度调节装置图10 自动化多层翻板式水平发酵床结构图[43]Fig.10 Structure diagram of automatic multi-layer fermentation[43]
该类型的反应器占地面积小,能合理利用空间布局进行大规模生产。单批和连续生产能力强,适合农业废弃物的固态发酵。依靠物料自身重力作用能有效释放内部的热量,降低成本。但是,该反应器适用于短时间的固态发酵,发酵时间过长,仍会堆积热量。
3 工业化固态发酵反应器功能和特点比较
固态发酵技术在工业化生物制品加工和产品开发上有着十分光明的前景。当前工业化固态发酵反应器功能和特点比较见表1。这9种工业化固态发酵反应器中,除第一种以淀粉质材料作为原料,其他的反应器均可以以农业废弃物(秸秆、有机废弃物、固体垃圾等)作为原料。其中6种反应器用于生产沼气、乙醇等新型生物能源,1种反应器用于生物饲料生产。上述7种均为大规模处理农业废弃物的反应器,剩余2种反应器,用于生产高附加值的产品。
受到国内环境、农业、能源等问题及发酵产品市场需求的影响,国内固态发酵设备的研制也得到很大的进步。目前,国内使用的固态发酵设备大部分已经能够实现机械化和自动化生产,完全脱离人工操作尚有一定距离。农业废弃物处理仍是固态发酵发展的主流方向。从固态发酵设备的应用方向来看,主要体现在利用生物质材料发酵生产乙醇、丁醇等物质,提高生物质材料的营养价值以及利用废弃物生产沼气三个方面。功能性产品市场广阔,需求量大,但产品品质要求高。扩大处理量、优化发酵过程控制以及提高产品质量依然是固态发酵设备设计的主要问题。上述的反应器中尝试了多种方案去降低质、热不均的影响,并为后续固态发酵设备提供了思路和经验,但传质传热问题,仍是固态发酵设备研制的一个重大问题。
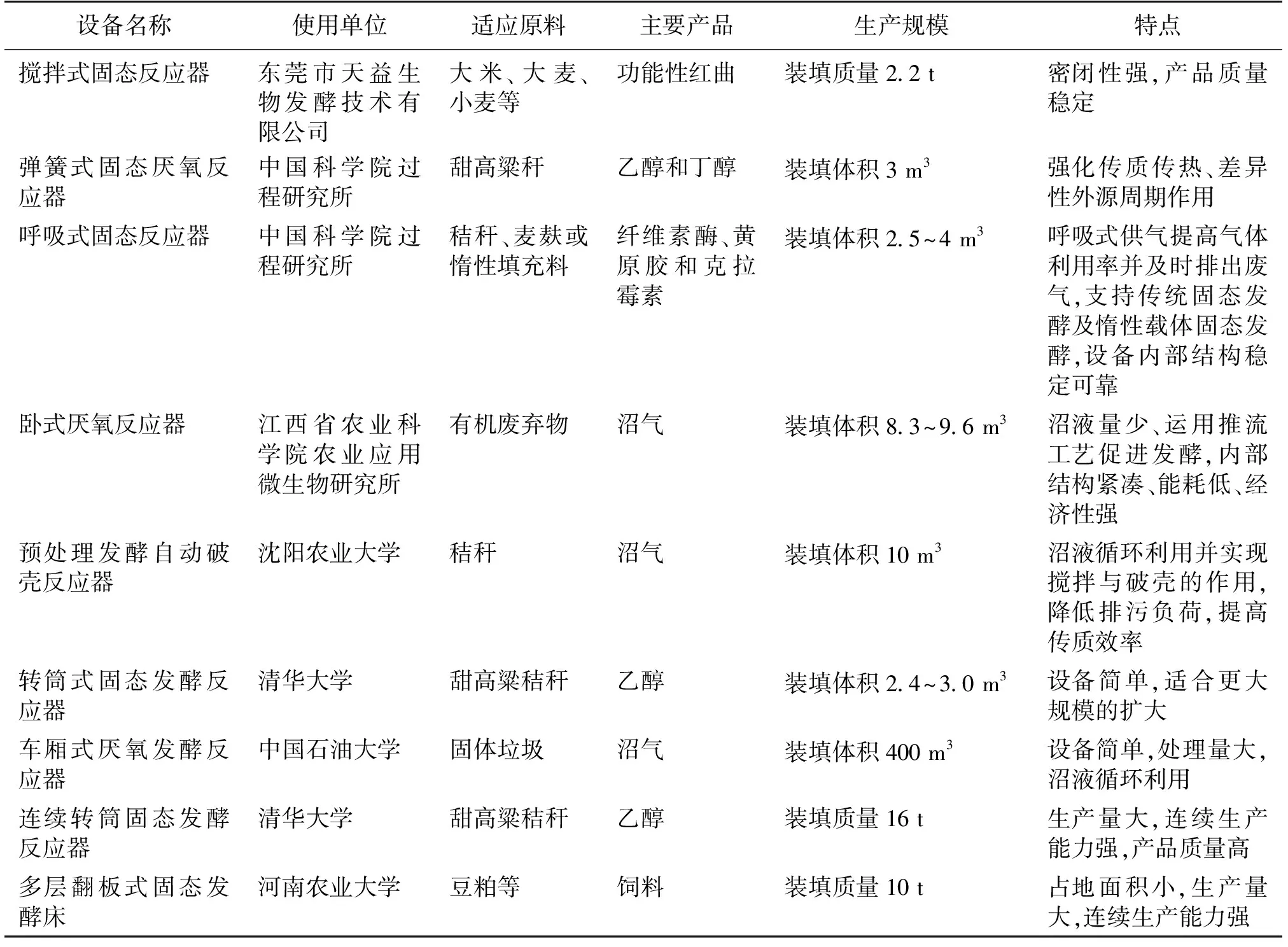
表1 工业化固态发酵反应器功能和特点
4 结语
利用农业废弃物生产生物能源是中国固态发酵技术应用的发展方向之一。在农业废弃物的生物转化过程中,所使用的生物反应器规模远高于生产高附加值的反应器。高附加值的生物产品要求更好的发酵过程控制,这对更大规模的固态发酵来说是新的挑战。即便固态发酵反应器均具备机械自动化、智能化、实时检测等特征,极大地降低了操作员的劳动强度,提高了发酵过程的传质传热,但是底物的利用率及产品的质量仍是工业化固态发酵的难题。
随着经济发展和人民生活水平的日益提高,废弃物的数量会不断地增长。固态发酵技术作为废弃物处理最为有效的方式之一,其规模必然需要扩大,这主要包括固态发酵企业的增多、应用领域的增加,更主要的是固态发酵设备生产能力的提高。而生产能力的提高则需要更大型固态发酵设备以及控制能力更强的系统。
在传统的托盘式、填充床式、滚筒式及流化床式固态发酵反应器的基础上,固态发酵设备的研制走向多样化。近些年来,多种不同形态及功能的固态发酵设备应用于实验室试验或小试生产。2000—2009年申报的固态发酵专利数量为57项,年均专利数5.7项,其中设备类专利为16项,年均专利数1.6项,占固态发酵专利28%的份额;2010—2015年申报的固态发酵相关的专利达到220项,年均专利数36.7,是过去10年年均专利数的6.4倍,其中,设备类专利达到85项,年均专利数达到14.2,是过去10年年均专利数的8.8倍,设备类专利占固态发酵专利的38%;2016年固态发酵相关专利达到71项,是2010—2015年年均专利数量的1.93倍,其中设备类专利44项,是2010—2015年年均专利数量的3.1倍。到2016年为止,固态发酵及其设备的专利数量上升迅速,并且比重增长明显。长久的基础研究为固态发酵设备的设计、研制、控制及生产提供了宝贵的理论知识。随着环保意识的提高,固态发酵技术得到社会的认可,工业化进程加快,推动了固态发酵设备的研制与开发。2016年,在申请的固态发酵相关专利中,设备类专利已经达到61.9%,这意味着更多的企业具备了独立设计和生产设备的能力,同时也意味着企业更加注重具有自主产权的设备。
自动化是工业发展的必然趋势,它可以替代人工完成所有的生产工序,并且及时反馈发酵过程中的各项参数,通过建立模型预测并控制着产品的质量。目前,尚未有全自动化的生产线,并且在参数检测上仍然采用探测头检测,相对来说探测范围狭窄,并且需要通过及时抽样检测才能判断产品质量,存在滞后性。固态发酵设备的自动化程度仍需进一步提高。
近几年,固态发酵工业化设备的开发与应用蒸蒸日上,尤其在中国,多种自动化、机械化和大型化的发酵设备已经投入生产,促进了我国生物发酵工业的发展。但是如何克服传质和传热的问题,最终生产出质量均一且优秀的产品,仍然是固态发酵的一大难题。随着国家对制造工业的重视以及固态发酵理论的延伸,越来越多的固态发酵工业化设备将会从实验室投入到社会生产中,推动发酵工业的发展。
[1] 孙永明,李国学,张夫道,等.中国农业废弃物资源化现状与发展战略[J].农业工程学报,2005,21(8):169-173.
[2] 刘振东,李贵春,杨晓梅,等.我国农业废弃物资源化利用现状与发展趋势分析[J].安徽农业科学,2012,40(26):13068-13070.
[3] THOMASv L,LARROCHE C,PANDEY A.Current developments in solid-state fermentation[J].Biochem Eng J,2013,81(4):146-161.
[4] 张书田,苑振宇,王秉钦.中国清酒的历史渊源及工艺技术传承创新[J].酿酒科技,2013,41(3):111-118.
[5] 傅雪珍,刘晓庚,陈梅梅.醋的农用研究及分析[J].农业与科技,2002,22(2):25-27.
[6] HUANG Y Y,XIAO X D,CONG L,et al.A fermented tea with high levels of gallic acid processed by anaerobic solid-state fermentation[J].LWT-Food Sci Technol,2016,71(1):260-267.
[7] BEHERA S S,RAY R C.Solid state fermentation for production of nicrobial cellulases:recent advances and improvement strategies[J].Int J Biol Macromol,2016,86(6):656-669.
[8] CHANG B V,CHANG Y M.Biodegradation of toxic chemicals byPleurotuseryngiiin submerged fermentation and solid-fermentation fermentation[J].J Microbiol Immun Infect,2016,49(2):175-181.
[9] 张昌伟,彭胜,张琳杰,等.以杜仲叶渣为载体固态发酵制备解磷生物肥料的工艺优化[J].南京林业大学学报(自然科学版),2014,38(5):134-138.
[10] NEVES P V,PITARELO A P,RAMOS L P.Production of cellulosic ethanol from sugarcane bagasse by steam explosion:effect of extractives content,acid catalysis and different fermentation technologies[J].Bioresour Technol,2016,208(8):184-194.
[11] HÖLKER U,LENZ J.Solid-state fermentation-are there any biotechnological advantages[J].Curr Opin Microbiol,2005,8(3):301-306.
[12] ZHANG B B,LU L P,XU G R.Why solid-state fermentation in more advantageous over submerged fermentation for converting high concentration of glycerol into Monacolin K byMonascuspurpureus9901:a mechanistic study[J].J Biotechnol,2015,206(6):60-65.
[13] YANTI Y,KAWAMOTO Y,MIYAGI T,et al.The effect of types of microorganism and temperature on fiber content of fermented rice straw[J].Sains Peternakan,2014,12(2):114-119.
[14] KAN F F,YOU Z P,TENG Y,et al.The fermentation of antarctic krill juice by a variety of microorganism[J].J Aqua Food Prod Technol,2015,24(8):824-831.
[15] 姚成强,郑俏然,刘小羽.不同微生物菌株对酱鱼营养品质及风味影响的研究[J].食品科技,2014,39(3):29-32.
[16] 苏东海,孙君社,张东,等.生物反应器操作参数对秸秆固态发酵酒精的影响[J].中国酿造,2005,19(5):18-20.
[17] 刘天蒙,宋俊梅,秦思思.温度变化对固态发酵豆粕产大豆肽工艺影响的研究[J].中国酿造,2010(10):111-112.
[18] RAULT A,BOUIX M,BéAL C.Fermentation pH influences the physiological-state dynamics ofLactobacillusbulgaricusCFL1 during pH-controlled culture[J].Appl Environ Microbiol,2009,75(13):4374-4381.
[19] 陆文清,曹云鹤.硫色曲霉厚层通风固态发酵技术生产饲料酶[J].饲料工程,2009,30(6):8-10.
[20] 谢健健,洪峰.细菌纤维素发酵原料的研究进展[J].纤维素科学与技术,2011,19(3):68-77.
[21] 韩冰,范桂芳,李十中.不同糖质原料和菌株固态发酵制取乙醇的特性比较[J].农业工程学报,2012,28(5):201-206.
[22] RAGHAVARAO K S M S,RANGANATHAN T V,Karanth N G.Some engineering aspects of solid-state fermentation[J].Biochem Eng J,2013,13(3):127-135.
[23] MAO Y M,LI J H,LI S Z,et al.The mass transfer of sugar in sweet sorghum stalks for solid-state fermentation process[J].Fuel,2015,144(4):90-95.
[24] CHEN H Z,ZHAO Z M,LI H Q.The effect of gas double-dynamic on mass distribution in solid-state fermentation[J].Enzyme Microbiol,2014,58(8):14-21.
[25] CASCIATORI F P,BUCK A,THOMEO J C,et al.Two-phase and two-dimensional model describing heat and water transfer during solid-state fermentation within a packed-bed bioreactor[J].Chem Eng J,2016,287(6):103-116.
[26] FOONG C W,KRISHNAIAH K,JANAUN J,et al.Heat and mass transfer studies of palm kernel cake (PKC) in fluidized bed fermenter[J].Ind Crops Prod,2009,30(2):227-234.
[27] DURAND A.Biorector designs for solid state fermentation[J].Biochem Eng J,2003,13(3):113-115.
[28] PANDEY A.Aspects of fermenter design for solid-state fermentations[J].Process Biochem,1992,26(91):355-361.
[29] CHEN H Z,HE Q.A novel structured bioreactor for solid-state fermentation[J].Bioproc Biosys Eng,2012,36(2):223-230.
[30] 严勇.搅拌通风冷却的固态发酵反应器设计[J].无锡职业技术学院学报,2010,9(6):39-42.
[31] BHANJA T,ROUT S,BANERJEE R,et al.Comparative profiles of α-amylase production in conventional tray reactor and GROWTEK bioreactor[J].Bioproc Biosys Eng,2007,30(5):369-376.
[32] SALUM T F C,VILLENEUVE P,BAREA B,et al.Synthesis of biodiesel in column fixed-bed bioreactor using the fermented solid produced byBurkholderiacepaciaLTEB11[J].Process Biochem,2010,45(8):1348-1354.
[33] MITCHELL D A,KRIEGER N,BEROVIC M.Solid-state fermentation bioreactors:fundamentals of design an operation[M].Berlin:Springer,2006.
[34] CHEN H Z.Modern solid state fermentation:theory and practice[M].New York:Springer,2013.
[35] 郑好轸,杨晓暾.固态发酵设备及利用该固态发酵设备制备红曲的方法:102318789A[P].2012-01-18.
[36] 陈洪章,王岚.一种适用于甜高粱秆固态厌氧发酵乙醇丁醇的反应器:101768539 A[P].2010-07-07.
[37] 陈洪章,李宏强.呼吸式固态发酵方法及发酵罐:102191276 A[P].2011-09-21.
[38] 严玉平,陈葵,陈庆隆,等.卧式厌氧发酵反应器:204702749U[P].2015-10-14.
[39] 张博,刘庆玉,薛志平,等.一体化秸秆沼气发酵反应器设计[J].农机化研究,2016,2(2):244-248.
[40] WANG E Q,LI S Z,TAO L,et al.Modelling of rotating drum bioreactor for anaerobic solid-state fermentation[J].Appl Energy,2010,87(9):2839-2845.
[41] QIAN M Y,LI R H,LIJ,et al.Industrial scale garage-type dry fermentation of municipal solid waste to biogas[J].Bioresour Technol,2016,217:82-89.
[42] LI S Z,LI G M,ZHANG L,et al.A demonstration study of ethanol production from sweet sorghum stems with advanced solid state fermentation technology[J].Appl Energy,2013,102(2):260-265.
[43] 谢慧,张雷,曹胜炎,等.工业化自动多层翻板式豆粕固态发酵床的设计与试验[J].农业工程学报,2016,32(14):84-88.
(责任编辑 管珺)
Advance of industrialized solid-state fermentators
XIE Hui1,ZHANG Lei1,CAO Shengyan2,WANG Fengqin1,YANG Sen1,ZHANG Junfeng2,SONG Andong1
(1. Key Laboratory of Enzyme Engineering of Agricultural Microbiology,Ministry of Agriculture,College of Life Science,Henan Agricultural University,Zhengzhou 450002,China; 2. Henan Successing Biotechnology Co.,Ltd., Luohe 463900,China)
Solid-state fermentation can be widely used in food, environment, pharmacy, feed and other fields. Low energy requirement, less wastewater, cheap substrates and simple process control are the advantages. Along with the development of solid-state fermentation, solid-state fermentors also need to develop. Challenges in design and operate of solid-state fermenters are emerging. In recent decades, mechanical engineering and on-line automation played the guiding roles in designing of solid-state fermentors. Here, we review the advances in solid-state fermenters that are developed since 2010s.
solid state fermentation; industrialization; bioreactor; anaerobic fermentation reactor; agricultural waste
10.3969/j.issn.1672-3678.2017.03.008
2016-09-12
河南省科技创新人才计划(164100510016);河南省科技开发合作项目(162106000014);河南省高校科技创新团队(15IRTSTHN014)
谢 慧(1979—)女,河南焦作人,讲师,研究方向:农业生物质转化;宋安东(联系人),教授, E-mail:song1666@126.com
TQ920.5
A
1672-3678(2017)03-0042-11
猜你喜欢
中国资源综合利用(2022年11期)2022-12-10
英语文摘(2022年6期)2022-07-23
中国特种设备安全(2021年3期)2021-07-28
上海理工大学学报(2021年3期)2021-07-20
陶瓷学报(2021年1期)2021-04-13
陶瓷学报(2021年1期)2021-04-13
军民两用技术与产品(2021年10期)2021-03-16
世界博览(2020年19期)2020-10-30
农药科学与管理(2019年5期)2019-08-13
当代化工研究(2016年7期)2016-03-20
