色谱法提取柠檬酸的除杂工艺优化
2017-06-07 08:08:41陶惟一郭东升李秀娟俞亚东
生物加工过程 2017年3期
满 云,彭 钢,陶惟一,郭东升,李秀娟,俞亚东,黄 和
(1. 南京工业大学生物与制药工程学院,江苏南京211800; 2. 江苏先进生物与化学制造协同创新中心,江苏南京210009; 3. 南京工业大学药学院,江苏南京211800)
色谱法提取柠檬酸的除杂工艺优化
满 云1,彭 钢1,陶惟一1,郭东升1,李秀娟1,俞亚东2,黄 和3
(1. 南京工业大学生物与制药工程学院,江苏南京211800; 2. 江苏先进生物与化学制造协同创新中心,江苏南京210009; 3. 南京工业大学药学院,江苏南京211800)
为了改进色谱法提取柠檬酸中的除杂工艺,采用颗粒活性炭GH-11与001×7阳离子交换树脂对柠檬酸发酵液进行除杂预处理,比较两种处理工艺(先脱色后脱阳离子、先脱阳离子后脱色)的效果。随后对连续式离子分离(ISEP)系统的布管进行优化。结果显示:与先脱色后脱阳离子工艺相比,先脱阳离子后脱色工艺效果更佳,平均处理量提高7.2%,酸单耗、脱色单产废水和脱阳离子单产废水分别降低6.25%、35.3%和29.5%,在柠檬酸清液处理量由5 L增至80 L时,透光率平均提高2.5%,在相同处理量的情况下,清液纯度由87.4%提高到88.9%。优化布管后的ISEP系统通过延长系统停留时间,优选进料流量,使得树脂吸附量大幅提高,减少硫酸、液氨等辅料消耗,降低生产成本。同时,与原工艺相比,经先脱阳离子后脱色和ISEP系统处理后,柠檬酸清液的易碳杂质由5.0降低至3.0。
柠檬酸;色谱法;除杂;活性炭;离子交换树脂
柠檬酸(citric acid,CA)在食品、医药化工、清洗、化妆品、有机材料等领域具有重要用途,是目前世界上需求量最大的一种有机酸。我国是柠檬酸生产大国,20世纪90年代初生产企业数量达到最大。随后经过市场优胜劣汰,柠檬酸企业数量逐步减少,但产能显著增大。2014年以来,我国柠檬酸产能已严重过剩,出口量增长导致频繁遭遇反倾销,价格暴跌,同时生产原料价格居高不下,这些因素导致国内大部分柠檬酸企业进入亏损状态。在此背景下,唯有不断开发柠檬酸的应用领域,扩大内需市场,同时不断改进生产工艺,实现节能减排、降低生产成本,才是切实可行的脱困之道。现今我国柠檬酸生产厂家采用的提取工艺仍以传统钙盐法为主[1-4]。钙盐法收率低、能耗和料耗大,同时产生大量废水、废渣。这些缺点严重制约了我国柠檬酸行业的持续发展[5]。开发高效、低污染的柠檬酸分离提取技术有助于降低生产成本和保护环境,是柠檬酸行业实现可持续发展的必要条件之一。
相对于传统的钙盐法,色谱法提取柠檬酸具有绿色环保等优点,目前色谱法在柠檬酸行业的应用日益增多[1,6-7]。然而,除柠檬酸外,柠檬酸发酵液中还包括残糖、菌体、蛋白质、色素、胶体、无机盐、有机杂酸等多种杂质[8]。这些杂质极大影响色谱法提取柠檬酸后续的分离提取和精制,因此,开发高效的除杂和分离技术对于色谱法提取柠檬酸至关重要。近几年,柠檬酸生产工艺后期的除杂和分离主要采用离子交换和色谱分离技术。对交换吸附分离工艺目前已有较多研究,例如张洪勋等[9]提出了先使用阴离子交换树脂从发酵液中直接吸附柠檬酸,最终的柠檬酸收率可达98%上。高年发等[10]提出采用吸附交换容量大和抗污染性能强的弱碱性阴离子吸附交换树脂进行碱性解吸,同时通过改变吸附交换柱中压力,使树脂抖动从而省去“再生”过程的吸附交换分离工艺。
20世纪80年代,美国先进分离技术公司开发的连续式离子分离(ionic separation,ISEP)系统,极大推动了离子交换技术的发展。ISEP系统可用于分离、精制和回收溶液中的特定物质,具有高效、低耗、无外加污染等特点,目前该系统已广泛应用于抗生素、维生素、甜菜碱等产品的提取精制。在发酵有机酸方面,与传统的固定床、模拟移动床等工艺相比,ISEP系统可直接接纳全部发酵醪液,不需过滤器,减少了资金成本、占地面积和工艺成本,因此,越来越多的生产企业开始采用该系统[11]。上述研究为柠檬酸发酵生产后续的除杂分离提供新的思路,然而这些研究大多停留在实验室水平,目前还未见适用于大规模工业化色谱法提取柠檬酸的除杂和分离工艺。
鉴于此,本文中,笔者首先对比分析了先脱色后脱阳离子(脱色-脱阳离子)和先脱阳离子后脱色(脱阳离子-脱色)两种柠檬酸发酵液除杂工艺,通过比较处理效果及生产成本,确定最佳的除杂工艺;再优化连续式离子分离(ISEP)色谱系统中各个区域的流速,获得最佳色谱分离工艺,以期获得的研究结果来推动在工业化水平对柠檬酸发酵液除杂分离,有助于柠檬酸生产水平的提高。
1 材料与方法
1.1 主要仪器
BT60-600M型蠕动泵,保定兰格恒流泵有限公司;HB43-S型卤素水分测定仪,梅特勒-托利多国际股份有限公司;723型紫外-可见分光光度计,上海仪电分析仪器有限公司;Agilent1200型液相色谱分析仪,美国安捷伦公司;SOLAAR原子吸收分析仪,赛默飞世尔科技(中国)有限公司;色谱分离系统(L100-139,20根柱,柱规格Φ35 mm×1 000 mm,聚四氟乙烯材质),美国CALGAN CARBON公司生产。
1.2 主要原料与试剂
柠檬酸清液、工业级液碱与盐酸均由安徽丰原生物化学股份有限公司柠檬酸厂提供;GH-11颗粒活性炭购自北京光华晶科活性炭有限公司;001×7阳离子交换树脂与SQD815树脂均购自江苏苏青水处理工程集团有限公司。
1.3 主要试验方法
1.3.1 除杂试验
活性炭柱与阳离子交换柱预处理:颗粒活性炭与阳离子交换树脂洗净后离心分离并装柱。对活性炭柱、阳离子交换柱进行HCl和NaOH浸泡活化处理,最后用自来水分别洗至pH 8~9和pH 4~5备用。
料液处理:将柠檬酸清液按1.5 BV(树脂床层体积)流速通入活性炭柱(40~50 ℃保温)→阳离子交换柱或阳离子交换柱→活性炭柱(保温40~50 ℃)进行处理。当流出液pH<3时开始收集料液。控制指标为脱色液透光率≥80%,脱色离交液Fe3+浓度≤1.0×10-6mol/L。
饱和活性炭柱再生:饱和活性炭柱与备用活性炭柱串联,热水冲洗收集脱色液。再将饱和活性炭柱断开进行再生,继续用热水冲洗至活性炭柱出口pH≥2.6(滴定酸度<0.2%);反进3.0 kg 40 g/L的热碱后排出,随后用4.2 kg热碱循环4.0 h。随后用水与稀酸将活性炭柱冲洗至pH 8~9备用;收集再生废液,取样检测柠檬酸根(CA3-)、化学需氧量(COD)等。
阳离子交换柱饱和再生:饱和阳离子交换柱与备用阳离子交换柱串联后,水冲洗收集脱离混合液。随后将饱和阳离子交换柱断开进行再生,继续用水冲洗至出口pH≥2.6(滴定酸度<0.2%);反进10.8 kg 4% (体积分数)HCl并浸泡10 h后,水冲洗至流出液pH≥5备用,收集再生废液,取样检测CA3-、COD等。分析两种处理方式下,活性炭柱与阳离子交换柱的处理量、有效工作时间、再生时间、酸碱单耗、再生废液量、收率等指标变化。
1.3.2 柠檬酸根、COD、透光率、纯度的检测
柠檬酸根液相检测方法简述如下:流动相组成为V(CH3CN)∶V(0.1% H3PO4)=3.5∶ 96.5;采用ODS色谱柱(4.6 mm×250 mm),在流速0.6 mL/min、进样量10 μL、温度25 ℃下,用DAD检测器(波长210 nm)检测,分析时间25 min。采用外标法进行定量,柠檬酸标准溶液浓度在0.05%~0.5%线性关系良好,废水样品经滤纸过滤后,根据浓度高低进行稀释检测。
采用文献[12]中的方法测定COD,按照式(1)计算CODCr。

(1)
式中:c为硫酸亚铁标准溶液的浓度(mol/L);V0为滴定空白时硫酸亚铁铵标准溶液用量(mL);V1为滴定水样时硫酸亚铁铵标准溶液的用量(mL)。
透光率的测定参照文献[13]中的方法,简述如下:10 mL待测样品中添加1 mL质量分数40%氯化亚锡盐酸溶液,摇匀待测;以蒸馏水做参比,在405 nm波长处校准透光率为100%,取待测样品放入比色皿中,记录仪器所显示数值。
柠檬酸纯度的检测:采用前述柠檬酸根的液相检测方法,清液样品经滤纸过滤后,根据浓度高低进行稀释进样,图谱按面积归一法计算。柠檬酸的峰面积占总面积的百分比即为柠檬酸纯度。
1.3.3 分离试验
柠檬酸复滤液经先脱除阳离子后脱色的除杂工艺处理后,进入ISEP色谱系统,通过改变各个区域的流速,考察洗脱液含量、易碳杂质、树脂吸附量、收率及浓硫酸、氨、水的消耗等。
2 结果与讨论
2.1 柠檬酸清液两种除杂工艺处理效果分析
对柠檬酸清液进行两种除杂工艺(脱色-脱阳离子工艺和脱阳离子-脱色工艺)处理,数据统计结果如表1~4所示。
2.1.1 处理量比较
从表1~4可以看出:与脱色-脱阳离子工艺相比,脱阳离子-脱色工艺能使活性炭柱处理量增大,平均处理量由8.62 g/g增加至9.24 g/g,平均处理量提高约7.2%。这可能是由于柠檬酸清液先离子交换后脱色处理过程中,一方面阳离子交换树脂能吸附部分色素,另一方面先进行阳离子交换树脂能预先去除铁离子,避免了铁离子对活性炭的污染,使得活性炭柱处理能力得以提高[14-18]。
2.1.2 酸碱单耗、单产废水、废液单排COD量比较
从表1~4可以看出,两种工艺的酸单耗相同,然而脱阳离子-脱色工艺的碱单耗仅有0.096 t/t,较脱色-脱阳离子工艺降低6.25%。同时,与脱色-脱阳离子工艺相比,脱阳离子-脱色工艺的单产废水和脱除阳离子单产废水分别降低35.3%和29.5%。脱阳离子-脱色工艺脱色废液COD比脱色-脱阳离子工艺大,说明其废液污染程度高,此处理工艺效果好。
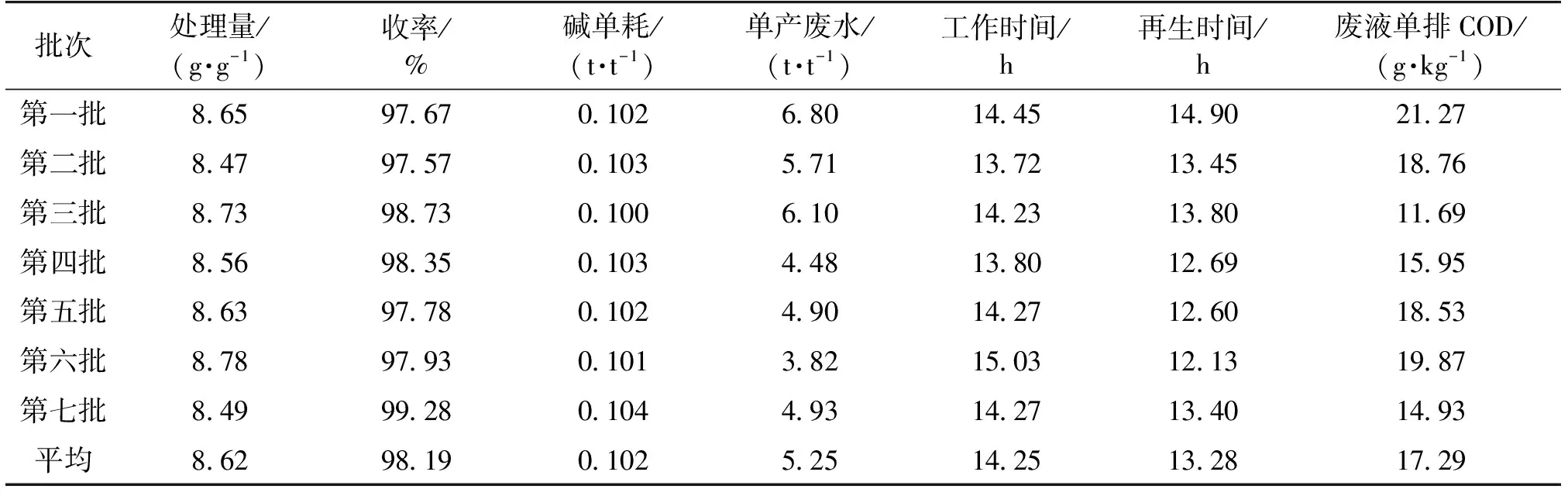
表1 脱色-脱阳离子工艺中活性炭(GH-11)试验数据(均以干基计)

表2 脱色-脱阳离子工艺中阳离子交换树脂(001×7)试验数据(均以干基计)
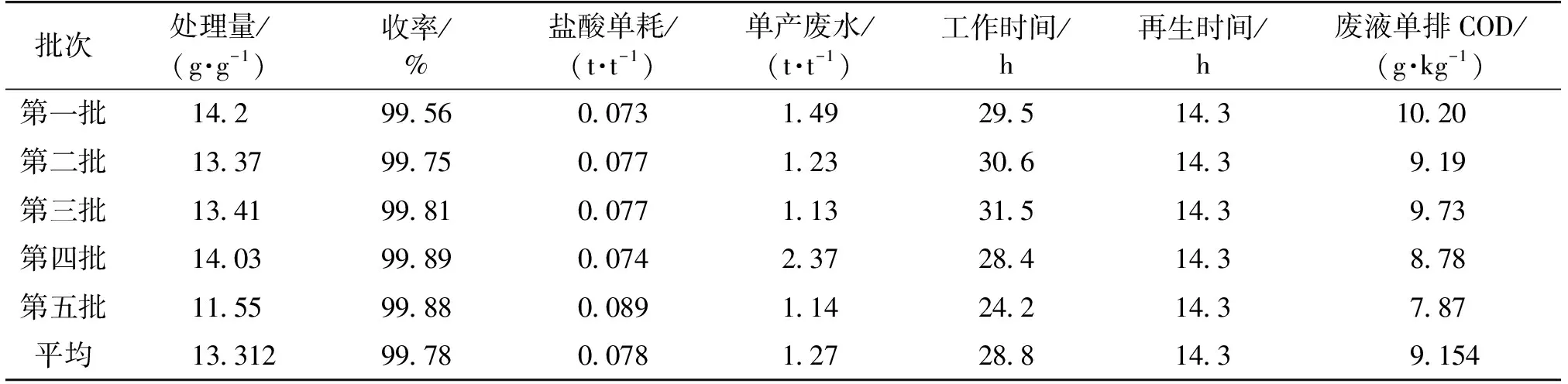
表3 脱阳离子-脱色工艺中阳离子交换树脂(001×7)试验数据(均以干基计)
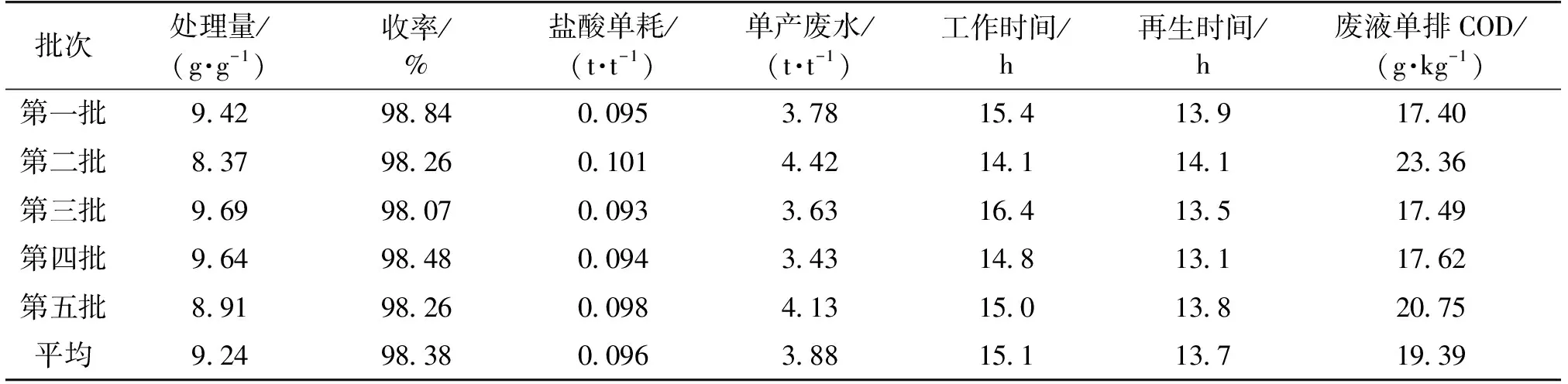
表4 脱阳离子-脱色工艺中活性炭试验数据(均以干基计)
2.1.3 清液透光率比较
柠檬酸清液透光率分析结果如图1所示,由图1可见:与脱色-脱阳离子工艺相比,在相同处理量下,脱阳离子-脱色工艺能显著提高处理后清液的透光率,在处理量由5 L增至80 L时,透光率平均提高2.5%,说明该工艺能提高柠檬酸产品质量。

图1 处理后的柠檬酸清液透光率变化Fig.1 Transmission rate change of the treated citric acid solution
2.1.4 柠檬酸清液纯度分析
在相同处理量下,脱阳离子-脱色工艺与脱色-脱阳离子工艺处理后的柠檬酸清液纯度进行分析,结果见表5。由表5可知:脱阳离子-脱色工艺与脱色-脱阳离子工艺处理后的柠檬酸清液纯度分别为88.9%和87.4%,可见脱阳离子-脱色工艺有更好的除杂效果,为后续ISEP系统提供更优质的原料。
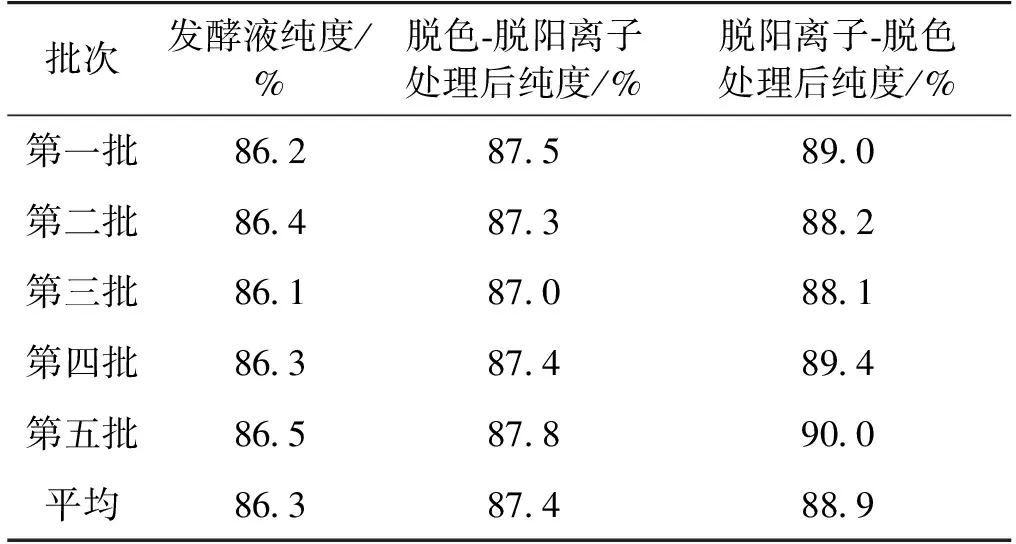
表5 两种处理工艺对柠檬酸纯度的影响
2.2 分离工艺优化
根据前述柠檬酸清液除杂的研究结果,以脱阳离子-脱色工艺得到的除杂后清液为原料,进行色谱分离工艺优化,根据研究经验和生产装备的实际情况,本研究首先开展了单柱实验,将SQD815树脂转变成氨型,分别以3、5和7 cm/min进料速度进行饱和吸附、2倍排空体积清水洗涤(2倍排空体积洗脱液回填)、完全解吸,检测洗脱液浓度、易碳杂质、透光率等数据见表6,并绘制出吸附曲线,见图2。从图2可以看出,进料流速在7 cm/min时,同一吸附流出液体积,流出液酸度小,即树脂吸附量大。

图2 不同流速单柱吸附曲线Fig.2 Single-column adsorption curves of different flow velocity
根据单柱试验结果,选择单柱进料流速7 cm/min进行放大,兼顾色谱柱压力的考虑,选择进料流速为3~4 m/h,同时调整回填区流速3 m/h、洗脱流速4~5 m/h、再生区流速5 m/h等进行色谱系统的布管和参数优化。布管优化前(图3)后(图4)各区域柱分布数变化如下:再生区(01—04)5根不变,洗脱区(05—10)6根不变,回填区(由11—14变成11—15)4根变5根,回填流速降低,回填量减少,产能提升,洗脱液质量提高。吸附区(由15—20变成16—20)6根变5根,20号柱出来的水回用,节约用水,减少废水量。根据单柱试验数据并结合系统满足实际生产要求,将ISEP系统驻留时间设定为1 200 s、进料透光率>80%、铁离子浓度≤1.0×10-6mol/L;同时考察洗脱液含量、易碳杂质、树脂吸附量、收率及浓硫酸、氨水的消耗,结果见表6。
由表6可以看出,优化后系统的各项指标为:洗脱液平均酸度33%、易碳杂质3.0、透光率87%、树脂平均吸附量0.35 t/t(以湿基计)、收率98.5%、硫酸单耗0.31 t/t、氨水单耗0.098 t/t。与优化前系统的各项指标比较后发现:通过延长系统停留时间,优选进料流量,树脂的吸附量得以大幅提高,单位质量树脂在单位时间产量也有小幅提高,洗脱液质量得以提高,生产上可降低母液返回率。同时硫酸、液氨等辅料消耗也有所降低,降低生产成本。
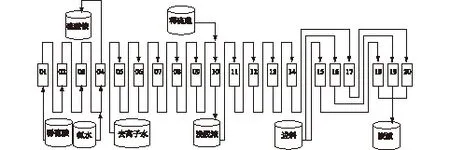
图3 ISEP提取系统优化前布管图Fig.3 Piping diagram of the non-optimized ISEP extraction system

图4 ISEP提取系统优化后布管图Fig.4 Piping diagram of the optimized ISEP extraction system

进料流速w(洗脱液)/%易碳杂质透光率/%树脂吸附量/(t·t-1)收率/%硫酸消耗量/(t·t-1)氨水消耗量/(t·t-1)优化前320508500309650330105优化后330308700359850310098
3 结论
1)采用颗粒活性炭GH-11与001×7阳离子交换树脂对柠檬酸发酵液进行两种除杂工艺处理。与先脱色后脱阳离子工艺相比,先脱阳离子后脱色工艺效果更佳,平均处理量提高7.2%,酸单耗、脱色单产废水和脱阳离子单产废水分别降低6.25%,35.3%和29.5%,在柠檬酸清液处理量由5 L增至80 L时,透光率平均提高2.5%。
2)通过对ISEP系统布管调整优化,延长了系统停留时间,从而减少树脂再生频次,减缓树脂活性基团的水解速度,延长树脂的使用寿命,降低树脂使用成本。优化后的指标为:洗脱液平均酸度33%、易碳杂质3.0、透光率87%、树脂平均吸附量0.35 t/t(以湿基计)、收率98.5%、硫酸单耗0.31 t/t、氨水单耗0.098 t/t。
[1] 郑建光,李忠杰,项曙光.柠檬酸生产工艺技术及进展[J].河北化工,2006,29(8):20-24.
[2] 韩德新,高年发,丁鑫,等.减少CO2排放的柠檬酸生产新工艺[J].发酵科技通讯,2009,38(3):1-4.
[3] 汪多仁.柠檬酸的开发与应用进展[J].精细化工原料及中间体,2011(9):325-329.
[4] 王晓梅,黄铄,张缓.柠檬酸清洁生产新工艺[J].天津化工,2003,17(6):40-42.
[5] 周永生,满云.我国柠檬酸行业的产业化现状及可持续发展[J].生物加工过程,2010,8(6):73-77.
[6] DE LATAILADE J,袁斌,方煜宇.现代分离技术在食品添加剂领域的工业化应用[J].中国食品添加剂,2008 (增刊1):236-245.
[7] 瞿露,汪诚文,王玉珏.两种柠檬酸生产工艺的清洁生产评价[J].环境工程,2011,29(3):111-115.
[8] 伍时华,路敏,童张法.从发酵液中提取柠檬酸的研究进展[J].广西工学院学报,2005,16(3):9-14.
[9] 张洪勋,刘德明,薛茂杰,等.柠檬酸提取新工艺:1153821[P].1997-07-09.
[10] 高年发,韩德新,刘欠欠.柠檬酸发酵液脱色工艺的研究[J].中国酿造,2009(8):118-120.
[11] 张明刚.膜-ISEP系统在核苷酸提取中的应用的研究[D].天津:天津大学,2007.
[12] 国家环境保护部.水质化学需氧量的测定重铬酸盐法:GB/T 11914—1989[S].北京:中国标准出版社,1989.
[13] 岳晓霞,毛迪锐,赵全,等.玉米淀粉与玉米变性淀粉性质比较研究[J].食品科学,2005(5):116-118.
[14] 赵振业,孙伟,章诗芳,等.活性炭对不同有机物吸附性能的影响[J].水处理技术,2005,31(1):23-25.
[15] 梁锐杰,陈炳稔,何广平.流动注射分光光度法研究离子强度对活性炭吸附阴、阳离子染料的影响[J].环境污染治理技术与设备,2004,5(12):43-47.
[16] 刘延慧.活性炭吸附处理含铅废水的研究[J].重庆科技学院学报(自然科学版),2011,13(2):84-86.
[17] 孙培宾,陈江,尹进华,等.XDA-8大孔树脂对高浓度咖啡因的吸附热力学研究[J].化学与生物工程,2011,28(4):62-64.
[18] 张蕊,葛滢.表面活性剂改性活性炭对阳离子染料的吸附[J].环境工程学报,2013,7(6):2233-2238.
(责任编辑 荀志金)
Optimizing chromatography extraction decontaminate impurities of citric acid
MAN Yun1,PENG Gang1,TAO Weiyi1,Guo Dongsheng1,LI Xiujuan1,YU Yadong2,HUANG He3
(1. College of Biotechnology and Pharmaceutical Engineering,Nanjing Tech University,Nanjing 211800,China; 2. Jiangsu National Synergetic Innovation Center for Advanced Materials (SICAM),Nanjing 210009,China; 3.School of Pharmaceutical Sciences,Nanjing Tech University,Nanjing 211800,China)
In order to improve decontamination methods used in chromatographic citric acid extraction processes,a granular activated carbon GH-11 and a 001×7 cation exchange resin were used to pretreat and remove impurities from citric acid fermentation broth.The effects of two different treatment processes,decolorizing-decationizing and decationizing-decolorizing,were analyzed,whereby the piping distribution of the continuous ionic exchange (ISEP) extraction system was optimized.The results showed that,compared with the decolorizing-decationizing process,the decationizing-decolorizing process was better.This method increased 7.2% in average handling capacity,with concomitant 6.25%,35.3% and 29.5% decreases in acid consumption,decolorization wastewater and decationization wastewater compared to the decolorizing-decationizing process,respectively.When handling capacity was increased from 5 L to 80 L,the average transmission rate of the citric acid solution increased by 2.5%.The purity of the citric acid solution was increased from 87.4% to 88.9% without sacrificing throughput.By prolonging the system retention time and optimizing the feed flow rate,the adsorption capacity of the resin was increased and the consumption of auxiliary materials (e.g.,sulfuric acid,liquid ammonia) was reduced,which lowered production costs.In addition,the easily-carbonized impurities decreased from 5.0 to 3.0 when citric acid solution was treated by our decationizing-decolorizing process and ISEP extraction system.
citric acid; chromatography; decontaminate; activated carbon; ion exchange resin
10.3969/j.issn.1672-3678.2017.03.006
2016-04-08
国家自然科学基金(21506096、21476111);国家高技术研究发展计划(2013AA020302);江苏省自然科学基金(BK20131405);农业部农产品加工重点实验室开放课题(2015011);江苏高校优势学科建设工程
满 云(1976—),女,安徽蚌埠人,博士研究生,研究方向:生物化工;黄 和(联系人),教授,E-mail:biotech@njtech.edu.cn
Q939.97
A
1672-3678(2017)03-0029-07
猜你喜欢
酿酒科技(2023年10期)2023-11-23 11:09:42
河北果树(2022年1期)2022-02-16 00:41:04
北京农学院学报(2021年4期)2021-11-09 00:43:20
食品安全导刊(2019年27期)2019-12-09 07:34:16
名城绘(2019年4期)2019-10-21 05:09:13
发光学报(2019年8期)2019-08-20 10:15:38
科技创新与应用(2017年25期)2017-09-09 06:27:39
环境卫生工程(2016年2期)2016-07-25 08:35:49
魅力中国(2016年8期)2016-05-14 03:07:19
饲料博览(2015年12期)2015-04-04 04:28:36