
激光熔覆修复青铜零件的实验研究和工程应用
2017-06-05 15:22:18邓琦林
电加工与模具 2017年2期
傅 卫,邓琦林
(1.上海宝钢工业技术服务有限公司,上海201900;2.上海交通大学机械与动力工程学院,上海200240)
激光熔覆修复青铜零件的实验研究和工程应用
傅 卫1,邓琦林2
(1.上海宝钢工业技术服务有限公司,上海201900;2.上海交通大学机械与动力工程学院,上海200240)
青铜具有极好的耐海水腐蚀性和耐磨损性能,在舰艇、船舶中大量存在青铜零件,但对这些零件进行修复非常困难。由于青铜对激光的强烈反射及其优良的热传导性,给激光熔覆修复青铜零件带来了很大的困难。通过激光熔覆修复实验,优化了激光熔覆修复工艺参数。在对激光熔覆修复过程进行最优控制的条件下,获得了界面结合良好、耐腐蚀性和耐磨损性均符合要求的激光熔覆修复试样。在此基础上,实现了对实际舰船青铜零件的激光熔覆修复。
激光熔覆修复;舰艇和船舶;青铜零件
由于青铜具有极好的耐海水腐蚀性和耐磨损性能,故大量的青铜零件被用于舰艇和船舶中。但这些青铜零件经长期使用后,还是会因腐蚀、磨损而必须进行修复。有时,因腐蚀、磨损严重,修复量非常大,会给修复方法的选择带来困难。常规的热堆焊方法由于热输入大,零件修复后变形严重,可能造成无法装入原工位的问题。
激光熔覆修复是一种新型修复技术,它利用激光加热的方法,将金属粉末熔化并与零件表面冶金结合在一起,从而达到修复零件的目的。激光熔覆所用的金属选择范围广泛,青铜粉末也是可选材料之一。同时,激光熔覆修复层与零件表面通过冶金结合后,强度高,修复的零件具有很强的抗振动和抗冲击性能;修复时热输入量少,零件表面基本保持常温状态,使零件的热变形极小。但由于青铜对激光的反射很强烈,加上其导热快,对青铜进行激光熔覆修复也是有一定困难的。
1 工艺实验
为了保证对实际青铜零件的成功修复,需对零件进行激光熔覆修复实验研究。青铜零件的激光熔覆修复采用HJ-3000型3000 W CO2横流激光器、四轴联动数控工作台及气动送粉器,并根据零件成分选配了一种较合适的青铜合金粉末。激光熔覆修复工艺参数的优化及修复过程的最优控制极为重要,工艺参数主要包括激光功率、扫描速度、光斑直径、送粉量等,修复过程控制主要通过观察激光熔覆时形成的熔池形貌,对激光熔覆修复参数进行微调以达到最佳的熔覆状态。上述选择、控制稍有不当,就有可能造成激光熔覆修复层出现气孔、裂纹及结合不良。
通过前期多次的激光熔覆修复工艺实验,获得了一组针对青铜零件较合适的激光熔覆修复工艺参数:激光功率为2000~3000 W,扫描速度为5~10 mm/s,光斑直径为4~6 mm,送粉量为5~7 g/min。同时,获得了激光熔覆修复后的青铜试样(图1)。
图1 激光熔覆修复后的青铜试样
2 性能检测
2.1 机械车削检测
激光熔覆修复后的青铜试样经机械车削加工,其外观形貌见图2、图3。可看出,激光熔覆修复层组织致密、无裂纹、无气孔,且与基体材料呈冶金结合。

图2 试样1经机械车削后的外观形貌

图3 试样2经机械车削后的外观形貌
2.2 金相检测
对激光熔覆修复试样进行金相组织检测,结果见图4。可看出,激光熔覆修复部分组织致密、无裂纹、无气孔,且与基体材料呈冶金结合。
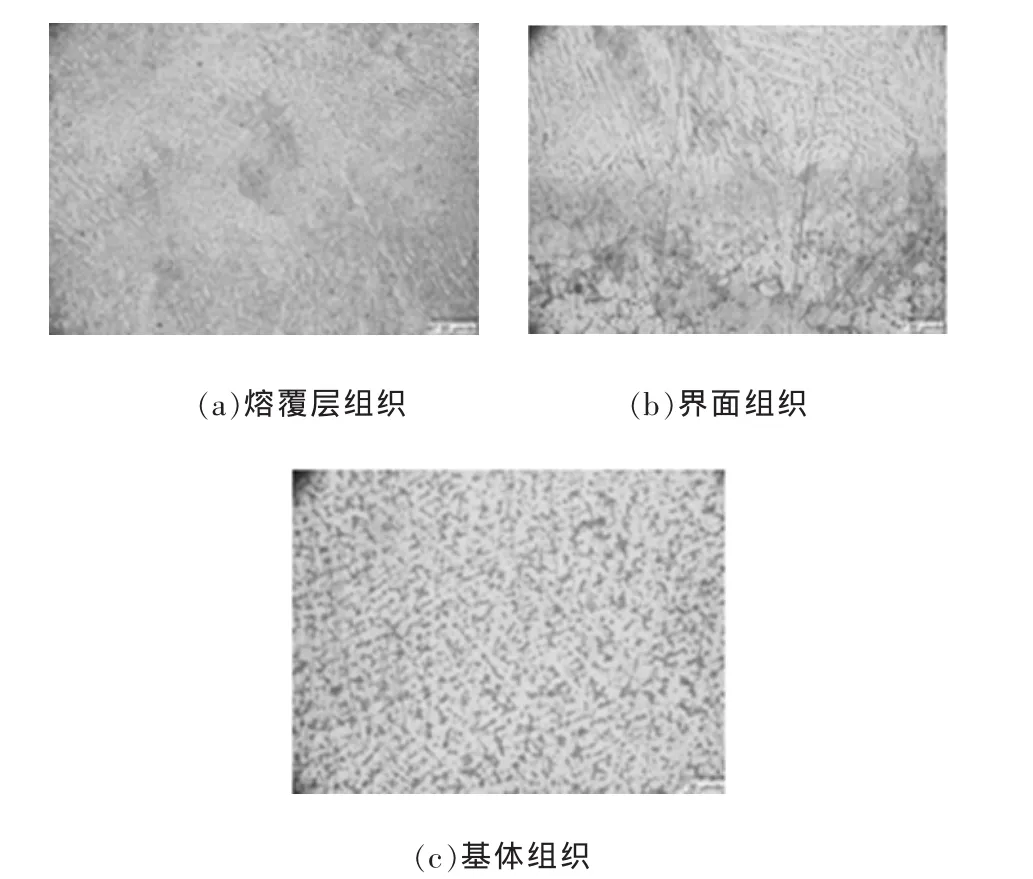
图4 激光熔覆修复试样的金相组织
2.3 耐腐蚀性能测试
在对实际零件进行修复时,要求修复后的材料耐海水腐蚀性能不降低。为此,需对零件的激光熔覆修复层进行耐海水腐蚀测试。
将金相试件重新抛光后放入腐蚀液中,试件中既有基体材料,又有激光熔覆材料,使其处于相同的腐蚀环境,能很好地区别它们的耐腐蚀性能。腐蚀液为质量分数5%的NaCl水溶液,它是NaCl水溶液中最具腐蚀能力的溶液,可用来模拟海水腐蚀环境。测试实验在盐雾腐蚀试验箱中进行,腐蚀环境为干湿交替,且环境温度控制在36℃左右,是一种加速腐蚀试验方法。测试结果见图5。可见,零件激光熔覆层的耐腐蚀性优于基体材料。
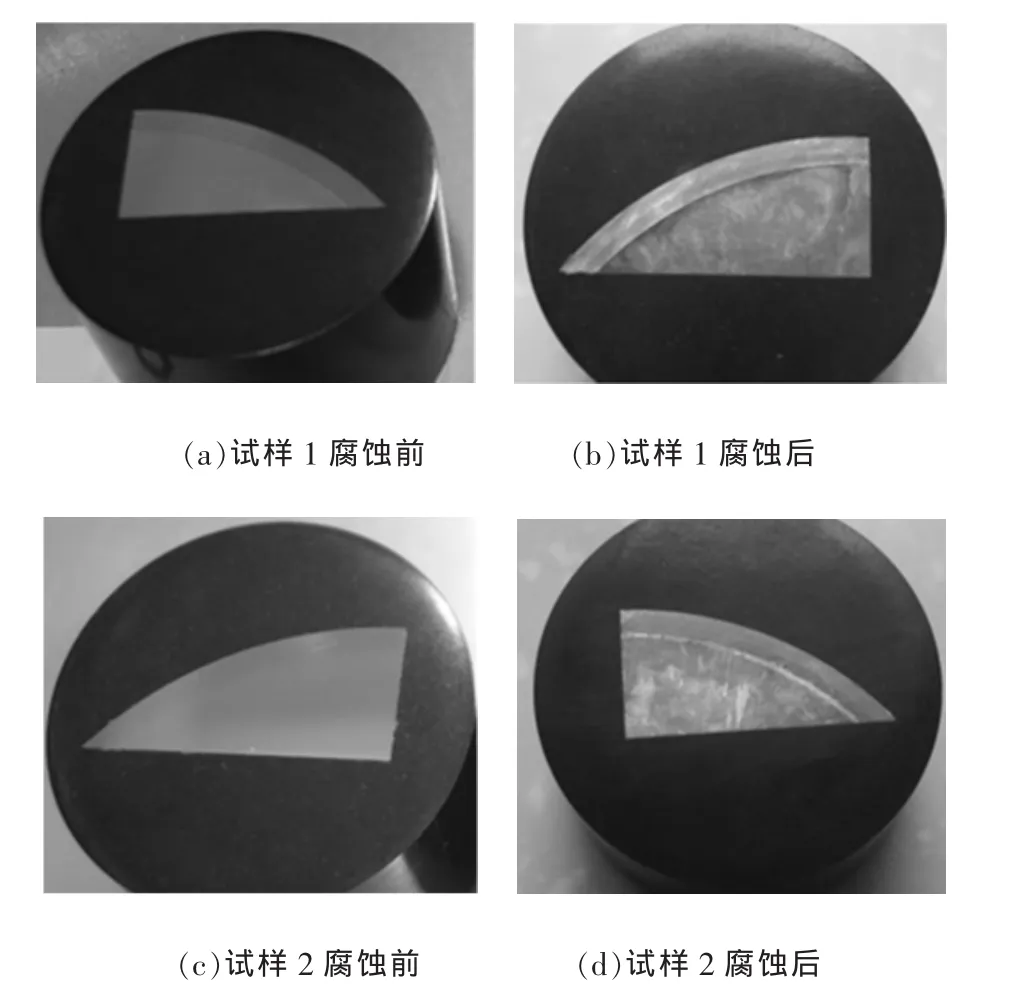
图5 激光熔覆试样的耐腐蚀性能测试结果
2.4 耐磨损性能测试
在对实际零件进行修复时,要求修复后的零件耐磨损性能应与原零件接近,这是从零件便于拆装和修复的角度考虑的。与待修复的铝青铜零件配合的零件材料为0Cr17Ni6不锈钢,其关联的零件很多,且不易拆装和修复,下次修复时还是修复铝青铜零件。为此,对激光熔覆修复试样进行了耐磨损性能测试。
磨损实验在磨损试验机上进行。为使实验环境接近实际零件的使用环境,在对磨试件中加入了5%的NaCl水溶液和泥沙。为了获得更合理的实验结果,将基体材料和激光熔覆材料均做成盘状转动部件,将对磨材料0Cr17Ni6不锈钢做成块状静止部件。实验过程如下:先将铝青铜基体材料在有腐蚀液和泥沙的环境中与0Cr17Ni6不锈钢对磨,再将激光熔覆层在同一环境中与相同的0Cr17Ni6不锈钢对磨,然后用称重法测量它们的耐磨性。实验结果为:不锈钢与激光熔覆层之比为3∶1,不锈钢与铝青铜基体之比为3.5∶1。可见,激光熔覆修复层的耐磨性比原零件略好,符合实际加工要求。
3 工程应用
3.1 方向舵上舵承内胆的激光熔覆修复
方向舵上舵承内胆是舰船上的一个关键零件,其材料为铝青铜,零件的内外表面均要求进行激光熔覆修复,修复面积和厚度大,且需保证修复质量稳定可靠。激光熔覆修复过程见图6。
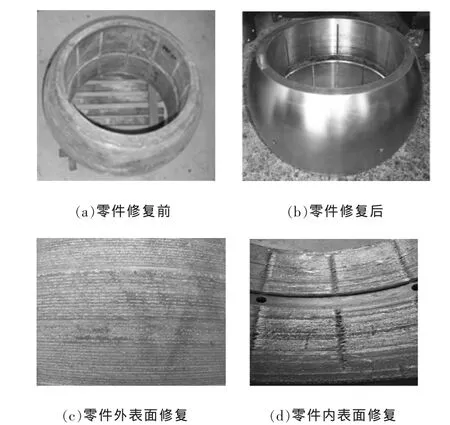
图6 方向舵上舵承内胆的激光熔覆修复过程
3.2 方向舵舵柄球轴承的激光熔覆修复
左右方向舵舵柄球轴承是舰船上的二个关键零件,其材料为铝青铜,零件的内外表面均要求修复,且内孔非常小,直径仅为75 mm,给激光导光和送粉带来了很大的困难。激光熔覆修复过程见图7。
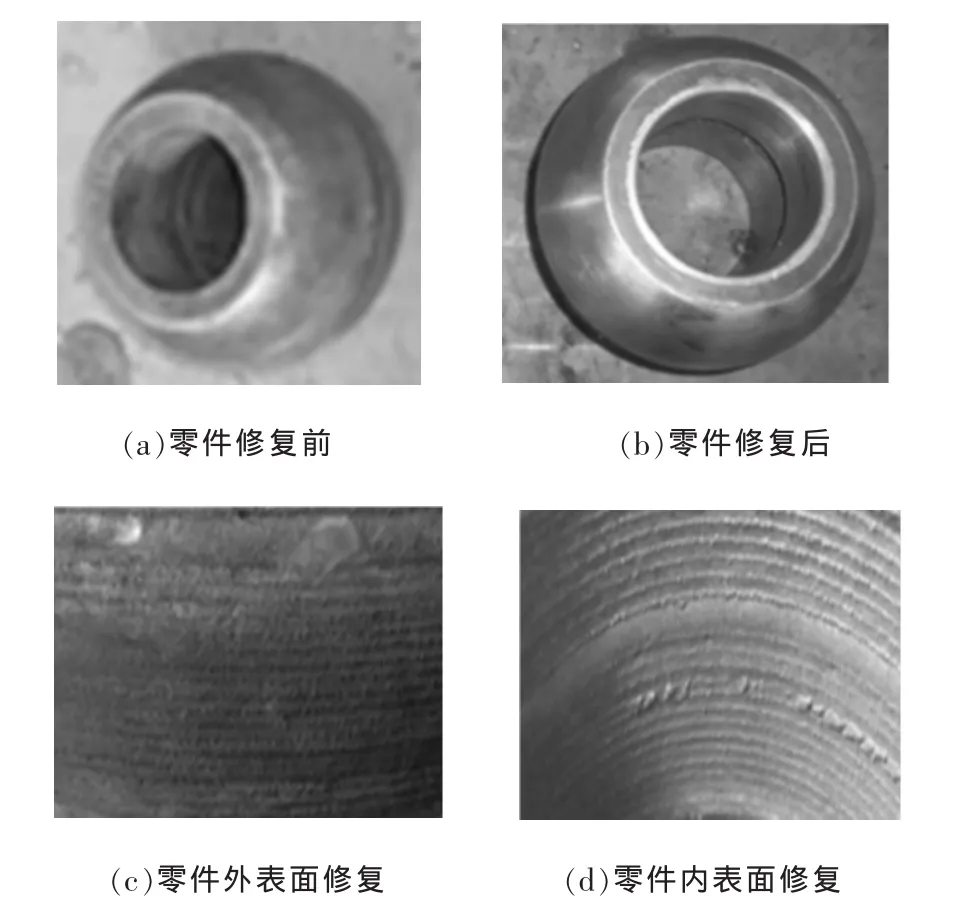
图7 方向舵舵柄球轴承的激光熔覆修复过程
4 结论
(1)采用合适的工艺参数和青铜粉末,在青铜棒表面成功地进行了激光熔覆修复实验,获得了激光熔覆青铜试样。
(2)试样经机械车削加工和金相测试,结果表明,激光熔覆的青铜层组织致密,无气孔、裂纹,与青铜基体呈冶金结合,结合强度高。
(3)激光熔覆的青铜层的耐海水腐蚀和耐泥沙磨损性能略好于青铜基体,符合青铜材料类零件的修复要求。
(4)采用激光熔覆技术成功地修复了舰船上的一些关键青铜材料类零件。
[1] 余民芳,邓琦林,葛志军,等.铝合金上激光熔覆锡铜合金的工艺研究[J].电加工与模具,2007(4):31-33.
[2] 葛志军,邓琦林,宋建丽,等.有色金属上激光熔覆的研究进展[J].电加工与模具,2006(6):1-4.
[3] 葛志军,邓琦林,宋建丽,等.激光熔覆修复铜合金零件的工艺研究[J].电加工与模具,2007(1):39-40.
[4] 葛志军.有色金属上激光熔覆的实验研究 [D].上海:上海交通大学,2007.
[5] 张伟,姚建华.海水泵轴激光修复试验研究[J].应用激光,2004,24(6):342-344.
[6] 黄开金,周金鑫,谢长生,等.裂纹修复与激光技术[J].金属热处理,2002,27(3):1-4.
[7] 杨胶溪,左铁钏,王喜兵,等.锰青铜表面激光熔覆镍基合金的微观组织 [J].中国激光,2008,35(11):1766-1769.
Experimental Study and Engineering Application of Repairing Bronze Parts by Laser Cladding
FU Wei1,DENG Qilin2
(1.Shanghai BAOSTEEL Industry Technological Service Co.,Ltd.,Shanghai 201900,China;2.School of Mechanical Engineering,Shanghai Jiao Tong University,Shanghai 200240,China)
The bronze has excellent corrosion resistance and abrasion resistance.There are a large number of bronze parts in ships and warships.But the repair of these parts is very difficult.Due to the strong reflection to the laser and the excellent thermal conductivity of bronze,it also brings great difficulties in laser cladding repair.The experimental parameters of laser cladding repair were optimized by laser cladding repair experiment.Under the condition of the optimal control of laser cladding repair process,the laser cladding repair samples with good interface,corrosion resistance and wear resistance are obtained.On the basis of the experiment,the laser cladding repair of the bronze parts of the actual ship is realized.
laser cladding repair;warships and ships;bronze parts
TG665
A
1009-279X(2017)02-0055-03
2017-02-22
国家自然科学基金资助项目(51275303);国家科委国际合作项目(2014DFR10360)
傅卫,男,1983年生,工程师。
猜你喜欢
装备环境工程(2022年7期)2022-08-10 10:22:50
石材(2022年3期)2022-06-01 06:23:54
原道(2022年2期)2022-02-17 00:59:12
民用飞机设计与研究(2021年1期)2021-04-06 13:09:54
收藏家(2021年10期)2021-01-17 14:02:35
艺术品鉴(2020年7期)2020-09-11 08:04:44
机械设计与制造工程(2020年8期)2020-09-03 08:15:54
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
电镀与环保(2018年4期)2018-08-20 03:08:02
北京航空航天大学学报(2017年9期)2017-12-18 07:12:28
