
基于台达NC311A 的连杆裂解槽电火花加工机床集成控制系统研制
2017-06-05 15:22:18彭世康张永俊刘桂贤杜轩宇刘祥发
电加工与模具 2017年2期
彭世康,张永俊,刘桂贤,杜轩宇,刘祥发
(广东工业大学机电工程学院,广东广州510006)
基于台达NC311A 的连杆裂解槽电火花加工机床集成控制系统研制
彭世康,张永俊,刘桂贤,杜轩宇,刘祥发
(广东工业大学机电工程学院,广东广州510006)
针对目前电火花加工机床数控系统与脉冲电源独立运作、集成性不足的问题,设计了基于台达NC311A的电火花加工机床集成控制系统。采用数控系统本身的插补来实现机床的运动控制,用NC311A上的SOFT模块实现对脉冲电源等的控制。基于FPGA设计了一台直流斩波电源,开发了人机交互界面,实现了电源与机床控制系统的实时通信。重点介绍了台达NC311A上SOFT模块的使用及通信方式、电源的设计方案及实验验证。
电火花加工;脉冲电源;FPGA;台达数控系统;Modbus协议
通常,电火花加工机床主要由主机、脉冲电源、运动控制系统、工作液净化及循环系统等部分组成。其中,运动控制系统可由数控系统或PLC等构成,而脉冲电源的作用在于产生高频脉冲信号,使电极丝放电以蚀除金属。
脉冲电源是电火花加工机床的能量来源,其输出电压和输出电流的特性直接影响着加工工件的表面粗糙度、工件和工具电极的损耗及加工过程的稳定性等技术指标,关系着电火花加工的工艺水平和生产效率。
现场可编程门阵列FPGA是作为专用集成电路(ASIC)领域中的一种半定制电路而出现的。相对于传统的模拟驱动型控制芯片,FPGA芯片可提高控制器电路设计的集成度,提高电源控制器设计的灵活性和电源系统的抗干扰能力和控制精度[1-3],所以脉冲电源可使用FPGA作为处理器。
针对目前电火花加工机床集成性不足的问题,本文基于台达NC311A设计了一套连杆裂解槽电火花线切割加工机床的集成控制系统,实现了对运动控制与电源控制等的高度集成。并对台达NC311A上SOFT模块的使用和实现集成控制的方式、电源的设计方案,以及使用本系统实现的连杆裂解槽加工实验进行了介绍。
1 控制系统原理分析
该系统为NC311A数控系统二次开发产物,可分为三个部分:运动控制部分、变频器部分及脉冲电源控制部分。NC311A数控装置包括插补计算中心(CPU)及MLC(可编程控制器),二者紧密配合。该系统的运动控制部分通过数控系统本身的插补来实现,变频器控制通过MLC的控制来实现,电源的控制则通过系统中的SOFT模块来实现。通过三者的协调工作,可实现对连杆裂解槽电火花线切割加工机床的集成控制,系统控制框图见图1。
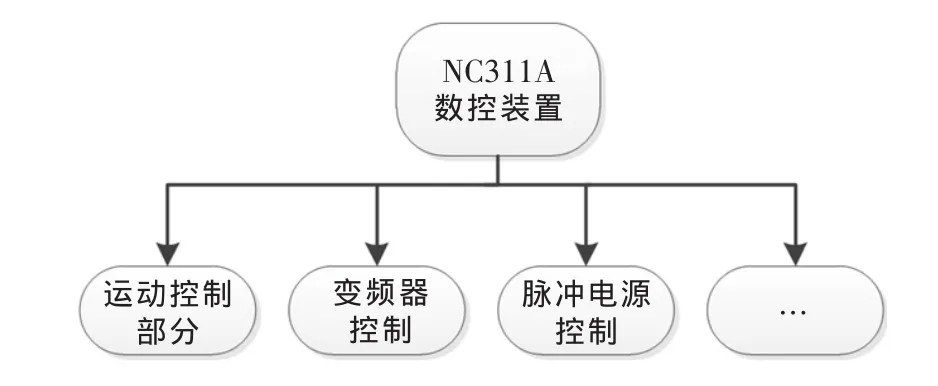
图1 系统控制框图
2 台达NC311A的SOFT模块
2.1 模块的功能
SOFT模块是实现NC311A数控装置对脉冲电源控制的枢纽环节,是NC311A数控装置的一个特殊功能。该功能为取代实体第二面板功能,或满足用户其他特殊功能而增设。通过CNC SOFT软件进行画面开发,可在显示屏上显示第二面板的功能,按下相对应的功能键即可透过软件面板实现与实际第二面板相同的功能;也可应使用者需求对特殊控制功能进行开发,达到功能扩充的目的。
NC311A数控系统首先可作为运动控制模块,实现复杂的插补,从而得到高精度的运动轨迹;其次,使用SOFT群组功能可实现对诸如特种加工电源等的控制。二者的集中控制可实现在特种加工电源出现故障时,运动插补立即停止,达到智能化效果(图2、图3)。

图2 NC311A的SOFT模块
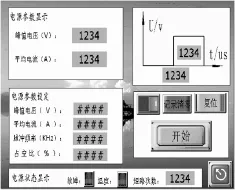
图3 SOFT模块的人机界面
SOFT功能实际上可认为是一个类似触摸屏的功能模块。其目的是为了丰富数控系统的功能,它不仅能控制CNC内部的M、T、D等寄存器和I/O口,还能通过RS485接口与下位机进行实时通信。
该系统与下位机的通信采用类似于MODBUS协议的通信方式,其连接方式见图4。该协议通信方式为主从应答式,严格规定主、从设备的通信行为。而在此系统中,CNC SOFT群组为主站,脉冲电源的控制中心FPGA为从站。

图4 NC311A与脉冲电源连接示意图
2.2 报文格式
该系统报文帧格式为:以一个‘冒号’(ASCII十六进制为3A)起始、以‘回车-换行’(ASCII十六进制OD和OA)结束。在报文开始时便接收新帧,结束时停止接收。在该模式中,一个报文必须以ASCII的格式传递,其格式见表1。
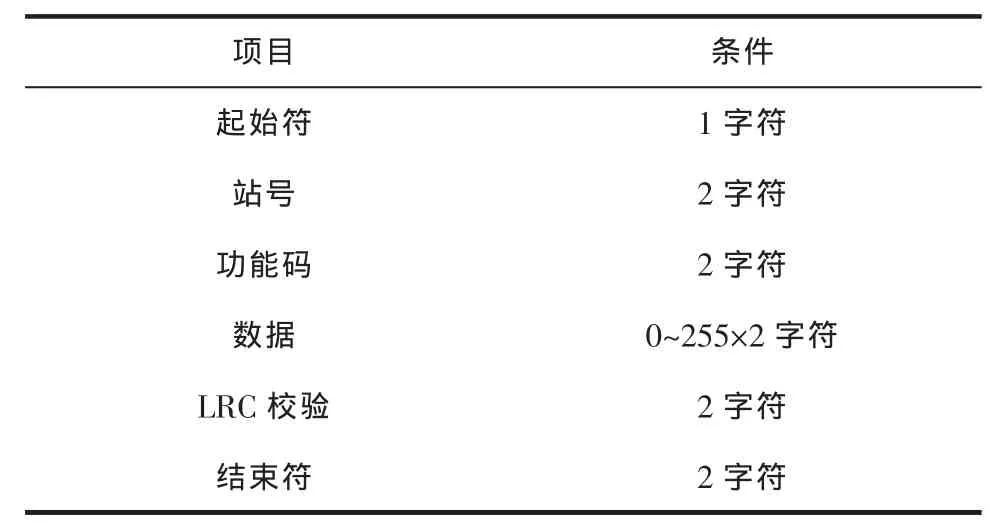
表1 NC311A支持的报文帧格式
以03功能码为例,当报文帧为“: 010300020001F4”即ASCII码 “3A 30 31 30 33 30 30 30 31 30 30 30 31 46 34 0D 0A”,表示读取1号从站起始地址为2的一个地址。
2.3 模块的画面制作
SOFT模块画面的制造主要是为了实现该数控装置对下位机的人机交互。在该模块中,用户可根据自己的需求绘制相关画面,实现对下位机监督与控制。其中读写的地址,该系统做出了相关规定,如表2所示,W开头为字地址,B开头为位地址。
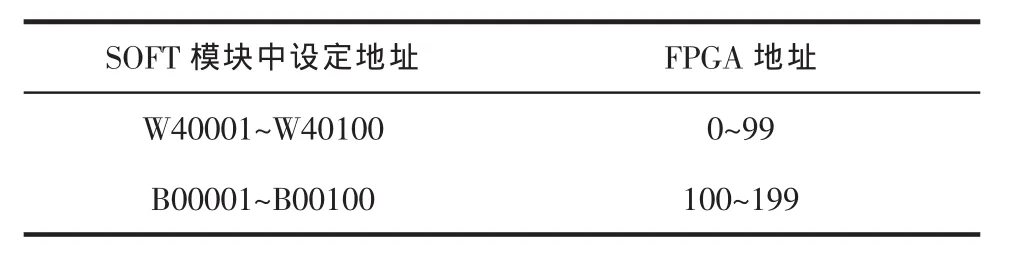
表2 SOFT模块与FPGA地址参照
根据以上地址规则及 CNC Soft模块中的ScreenEditor软件即可做出控制脉冲电源等的人机交互界面(图3),包括电压、电流、脉宽、脉间等的输入与读取。
3 电源设计
电源是基于FPGA制作的高频率脉冲电火花线切割电源,本系统使用自己设计的脉冲电源,主要是为了实现系统的高度集成化。FPGA内部是由组合逻辑器件和时序逻辑器件组合而成的阵列,通过VHDL或Verilog言语对其进行逻辑编写后,可实现几乎所有的数字电路模型。在脉冲电源中使用了NIOS作为其处理中心,它具有灵活的可配置特性,可随意添加处理器的外设,对系统的集成性贡献巨大,主要用来实现通信等功能。
脉冲电火花加工电源的硬件逻辑见图5。主电路的工作流程为:220 V交流电通过工频变压后得到75 V的电压;然后,通过整流滤波得到稳定的直流电;最后,FPGA通过驱动电路驱动开关管进行斩波,从而得到可调节的脉冲信号。

图5 电源系统的硬件逻辑结构
控制电路以EP4C15F17C8型FPGA芯片为核心,反馈信号(电压与电流)经处理后形成FPGA可处理的信号。NC311A数控装置通过RS485串口与FPGA控制系统进行数据交换,从而达到控制、读取电源参数等功能。本文研制的脉冲电火花加工电源见图6。为了丰富电源的功率参数,电源使用了八个斩波回路,即八个档位,每并联一个,回路中的电流就会加大,在恒压条件下,会产生更大的功率。

图6 脉冲电源实物图
3.1 主电路设计
该电源采用直流斩波的方式来获得脉冲,所以开关管的好坏对输出有直接的影响。本文使用MOSFET管,它具有开关速度高、驱动功率小、安全工作区域(SOA)宽、转换快速、坚固耐用、低导通阻抗和高效益等优点。其型号为IRF640N,漏极电流最大值为18 A,大于设计的最大电流10 A;电压最大值为200 V,大于系统电压75 V;功率为150 W。
FPGA输出端信号的电压为3.3 V,电流值为几十毫安,驱动能力较弱,无法满足MOSFET开通关断所需的功率要求。因此,设计了一个驱动电路用来对FPGA的输出信号进行功率放大,进而驱动MOSFET的快速通断,实现对主电路直流的斩波及输出高频脉冲,其中使用的驱动芯片为TPS2812。
3.2 NIOSⅡ软核设计
NIOSⅡ作为处理器核心,定义了各外设功能模块,并实现与NC311A的数据交流。软核设计就是在接收到人机界面发送的数据请求后,通过NiosⅡ实现对该数据的接收、处理,实现人机界面要求的功能后,回复给人机界面的过程。人机交互模块是用户与设备进行交流的模块,包括用户命令的下达,以及设备运行状况的显示等。
在NiosⅡ软件设计中,首先进行的是串口初始化,波特率的设置,核心是数据的接收方式,数据的处理及返回程序的编写。该报文帧在接收到数据(ASCII码)时必须将数据转化成十进制进行处理;数据发送时必须先将处理后的数据转换成ASCII码再发送。在程序中变换的方法为:把二个ASCII码对应的字符,高位乘以十六,加上低位的值即可得到对应的十进制;使用A/16、A%16(A为该十进制)的方式提取高四位、低四位,高四位先转换,然后转换后四位。当所得结果小于10,则加上0X30;大于10则加上0X37,即可得到对应的ASCII码。
4 实验验证
为了验证装置的可行性与稳定性,经过对已有机床的修改,控制系统改为集成了脉冲电源控制的NC311A数控装置,进行了连杆裂解槽的加工实验。该机床主要有二个平台:一是对中平台,由伺服电机直接驱动丝杠从而控制平台找到连杆大头的中心位置;二是加工平台,由伺服电机驱动左右牙丝杠实现两立杆的双向同步进给(图7)。

图7 加工平台实物图
4.1 实验准备
机床使用台达ECMA-C10604RS型伺服电机,其拥有20 bit的绝对式编码器,完全符合实验精度要求。连杆材料为C70S6,钼丝直径为0.12 mm,加工深度为0.5 mm。影响裂解槽宽窄的主要参数有:脉间倍数、电流、脉宽、走丝速度及进给速度等。由于线切割的槽一般为U型槽,所以除了加工深度,裂解槽宽度是裂解槽好坏的一个重要因素。为了研究各要素对裂解槽宽度的影响,设计了五因素四水平的正交试验,其因素水平见表3。
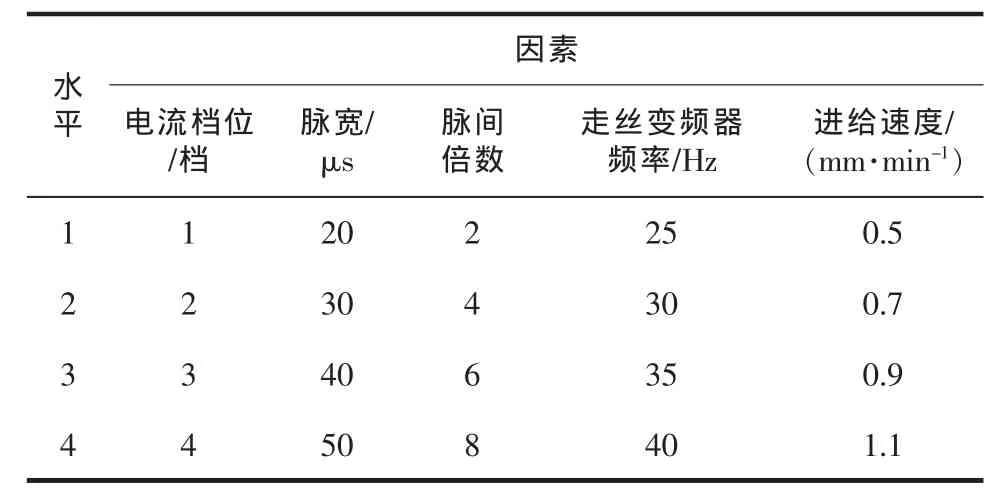
表3 因素水平表
4.2 实验结果与分析
本次实验以槽宽为评价标准,每个水平均进行三次取平均值,实验结果见表4。通过极差分析(表5)可知上述参数的影响大小依次为:电流档位>进给速度>脉宽>走丝变频器频率>脉间倍数。因此,电流对槽宽的影响最大。
5 结束语
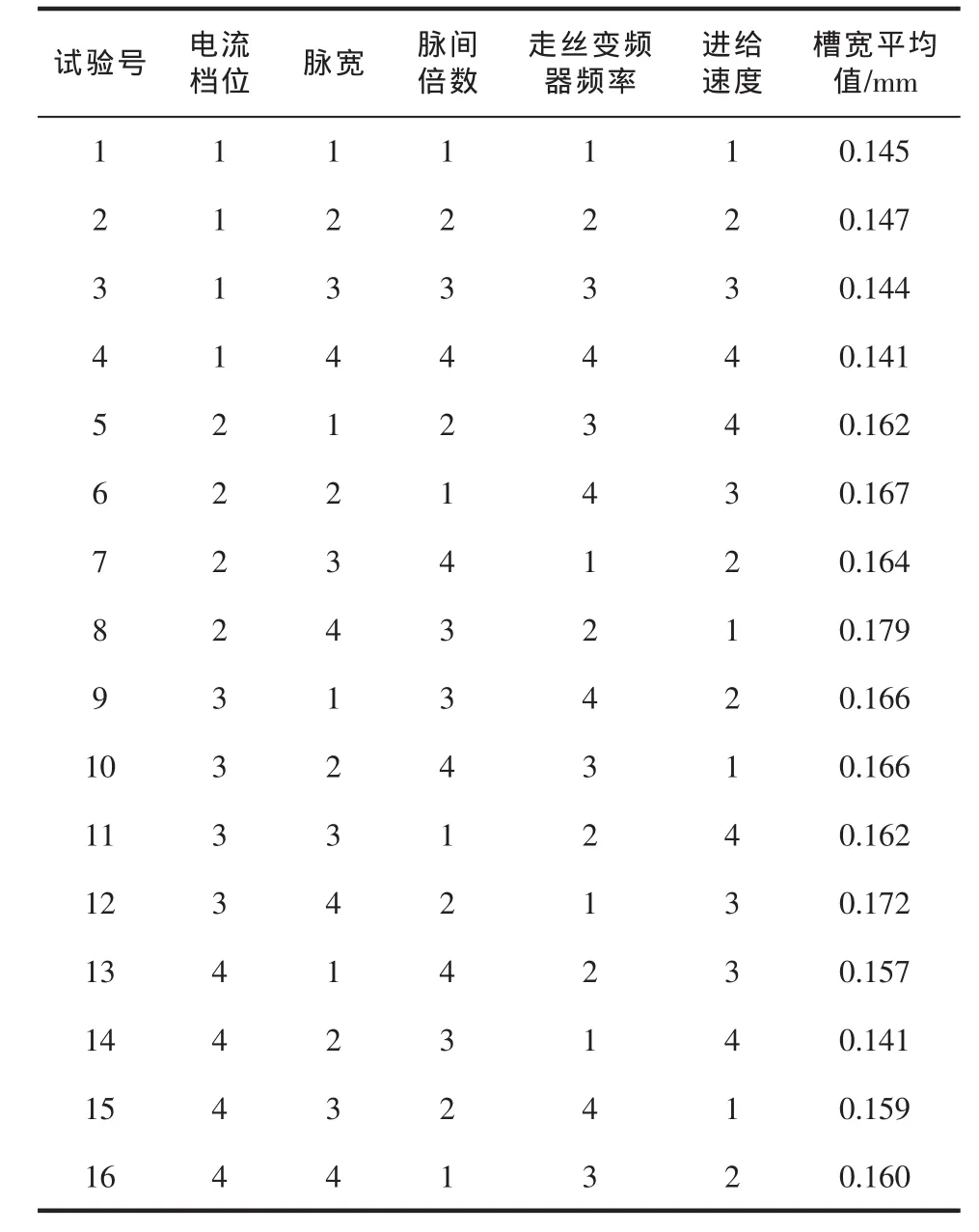
表4 正交试验结果
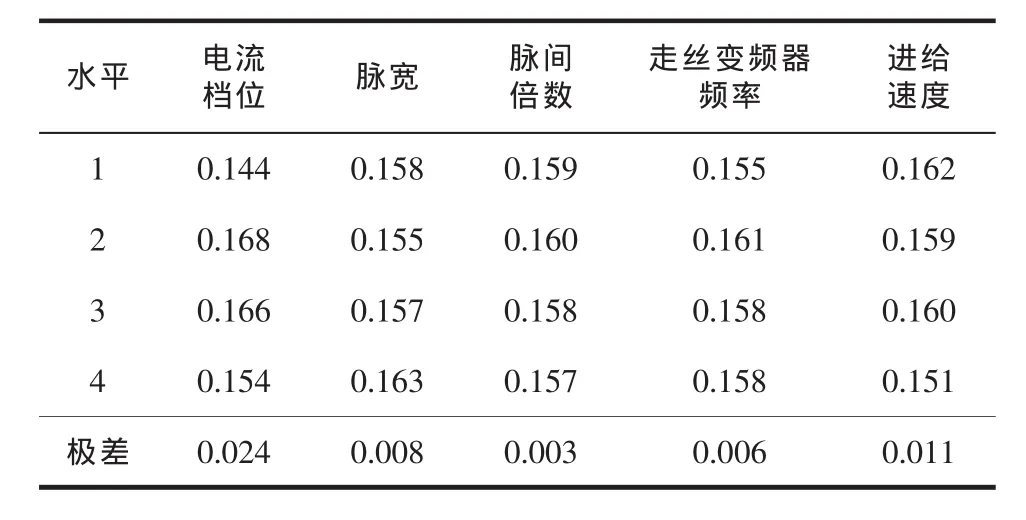
表5 极差分析
使用台达NC311A数控装置实现了对连杆裂解槽电火花线切割加工机床的高度集成控制,并通过实验证明利用NC311A数控系统的SOFT模块,可实现对电源的控制及电源参数的显示,结合数控系统本身的插补功能,研制的线切割机床集成控制系统,能实现稳定、有效的加工。
[1] 李琪.电火花加工脉冲电源及其在数控系统中的应用[D].西安:西安工业大学,2014.
[2] 刘嘉,卢振洋,殷树言,等.电焊机的数字化[J].焊接学报,2002,23(1):88-92.
[3] 刘桂贤,张永俊,罗红平,等.基于SOPC技术的脉冲电解加工电源的研究[J].电加工与模具,2015(5):27-30.
Development of EDM Integrated Control System Based on Delta NC311A
PENG Shikang,ZHANG Yongjun,LIU Guixian,DU Xuanyu,LIU Xiangfa
(School of Electro-mechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China)
Aiming at the problem that the NC system and the pulsed power supply operate independently and integratedly,the integrated control system of electro-discharge machines based on Delta NC311A is designed.Using the CNC system itself to achieve the interpolation of the movement of the machine,with NC311A SOFT module on the control pulse power.Based on FPGA,a DC chopper power supply is designed,and the human-machine interface of power supply is developed to realize real-time communication between power supply and machine tool control system.This paper mainly introduces the use of SOFT module on Delta NC311A and the design of communication mode,power supply and related experiment.
EDM;pulse power supply;FPGA;Delta numerical control system;Modbus protocol
TG661
A
1009-279X(2017)02-0058-04
2017-01-24
国家自然科学基金重点资助项目(51275098)
彭世康,男,1992年生,硕士研究生。
猜你喜欢
湖北农机化(2020年4期)2020-07-24 09:07:36
中国教育信息化(2018年22期)2018-11-28 11:52:52
制造技术与机床(2018年9期)2018-09-19 06:48:34
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年10期)2017-11-28 05:20:15
制造技术与机床(2017年9期)2017-11-27 02:14:31
制造技术与机床(2017年4期)2017-06-22 11:17:51
制造技术与机床(2015年12期)2015-07-31 17:23:09
