机械板坯夹钳钳齿及齿座结构改造
2017-06-05 09:34:20苏显峰
黑龙江科学 2017年6期
苏显峰
(黑龙江省机械科学研究院,哈尔滨 150001)
机械板坯夹钳钳齿及齿座结构改造
苏显峰
(黑龙江省机械科学研究院,哈尔滨 150001)
通过对板坯夹钳钳齿及齿座结构的改造,克服了原夹钳设计上的缺陷,提高了板坯夹钳的工作效率,降低了劳动强度,还大幅提升了夹钳的工作稳定性,提高了生产效益,节约了成本。应重视机械部件之间的连接结构,找到问题的关键,进行合理改造。
机械;板坯夹钳;齿座结构;重力闭合器;可靠性钳齿
1 重力闭合器使用中存在的问题
第一,重力闭合器在使用过程中,夹钳工作时会出现自动开闭杆卡滞或旋转不到位的问题,自动开闭杆无法顺利放入或脱出夹钳下梁卡槽,导致夹钳无法正常打开或闭合。第二,重力闭合器在使用过程中,夹钳工作时会出现自动开闭杆无法顺利放入或脱出夹钳下梁卡槽问题,造成夹钳无法正常打开或闭合,甚至出现自动开闭杆突然从夹钳下梁卡槽脱出的问题,造成下梁坠落。由于下横梁载荷较大及脱落的突发性,会造成极大的冲击和振动,易导致行车设备的损坏。第三,由于夹钳两端铰接轴及孔的磨损,造成夹钳上梁与下梁不平行,导致重力闭合器开闭杆与下梁卡槽中心线偏心,使自动开闭杆无法顺利放入或脱出夹钳下梁卡槽,导致夹钳无法正常打开或闭合。第四,板坯夹钳使用开闭器为螺旋滑道式结构,该闭合器结构尺寸较大,内部滑道结构存在磨损后不易检查的缺点,须解体检查才能发现磨损情况。
2 钩式闭合器工作原理
板坯夹钳上梁与起重机吊钩连接,行车起升将板坯夹钳吊起,钩式闭合器呈吊挂状态,此时夹钳呈打开状态,吊运夹钳至板坯正上方,下降吊钩将夹钳底梁支板放置在板坯表面,继续下降吊钩至夹钳不再下落的位置,上钩依靠重心偏移落于定位轴左侧,提起夹钳,上提钩杆,上钩顶开翻板后脱出,这时启闭器挂钩从吊挂点脱离出来,启闭机构呈脱开状态,继续提升吊钩,直至夹钳夹紧并吊起板坯,吊运至指定地点。下降吊钩,板坯落在指定位置,启闭机构的挂杆头在夹钳下落过程中经45°滑道滑落至下端点时,闭合器上钩依靠重心倾斜约为17°角度偏落于定位轴右侧,继续下降吊钩至底部,这时启闭机构的挂杆头下滑进入吊挂点位置,然后提升夹钳,启闭机构呈吊挂状态,继续提升,夹钳脱离板坯,完成了一次吊运工作过程。
3 钳齿与齿座结构及故障分析
3.1 钳齿与齿座结构分析
夹钳钳齿与齿座的连接结构如图1所示,钳齿1的凸起与齿座2的凹槽为90°配合,由螺栓3连接固定,钳齿在夹取板坯时,会受到一个竖直向下的起吊力和一个水平的夹持力,开始夹取时,钳齿未接触钢坯,受力很小,然后钳齿接触钢坯夹取,受力会有冲击,产生振荡,随着钳齿逐渐夹紧,夹持力增大,直到提升力大于重力,开始提升钢坯,最后趋于稳定。
3.2 钳齿与齿座故障分析
受高温、振动、操作不当等因素的影响,很容易引起固定螺栓的松动,造成钳齿移位。在夹钳夹持板坯时,由于钳齿受力分布不均,齿座下颚部位极易挤压变形,螺栓也受力弯曲,最终造成钳齿断裂、脱落,这种连接结构是造成夹钳钳齿和齿座损坏的主要原因。
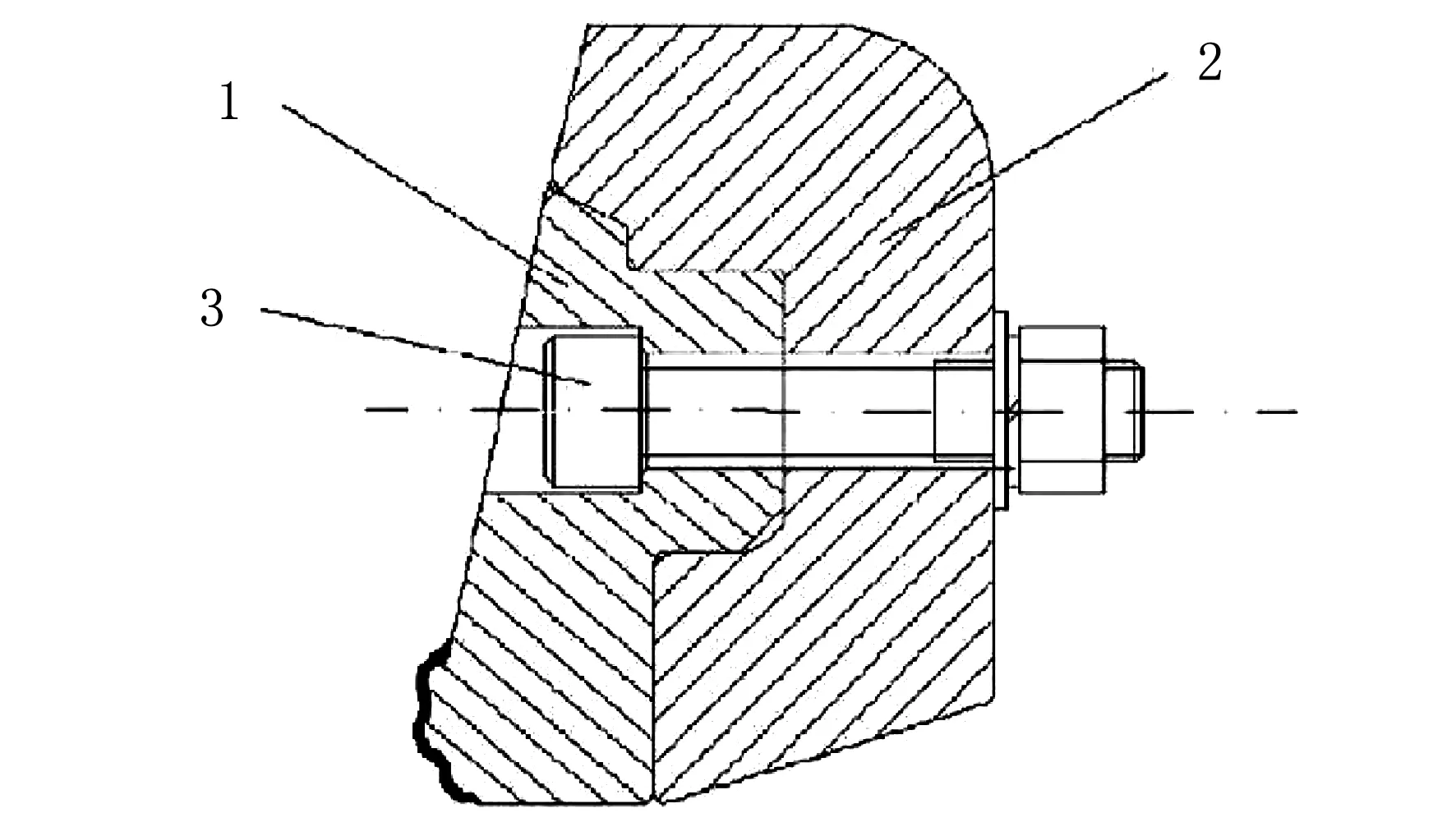
图1 改造前的钳齿、齿座连接结构图Fig.1 The connecting structure diagram of jaw and tooth seat before modification
4 夹钳钳齿及齿座改造方案
4.1 钳齿及齿座改造要求
为提高板坯夹钳的工作效率,必须对夹钳钳齿及齿座的连接结构进行合理改造,提高其牢固可靠性,以减少钳齿断裂和齿座变形等问题,降低备件备品消耗。
4.2 钳齿及齿座改造措施
板坯夹钳的钳齿与齿座的连接形式仅为一条螺栓固定,在钳齿夹持板坯时,钳牙所受的水平力和钳齿与齿座连接螺栓的拉力方向相反,而水平夹持力又远大于螺栓的拉力,外界工况造成固定螺栓松动,势必会引起钳齿的脱晃。针对这种设计缺陷,将钳齿与齿座改为嵌入式凸起与凹槽连接,使其相互啮合,起到牢固连接的作用,并由连接螺栓穿过钳齿和齿座,加以定位、锁紧,防止产生松动和滑脱。改进之处是,钳齿嵌入齿座的凸起为燕尾形,齿座的凹槽为燕尾槽,钳齿的燕尾形凸起与齿座的燕尾形凹槽相匹配,配合间隙小于1 mm,燕尾形的燕尾底边与燕尾侧边的夹角为65°~75°,钳齿的燕尾形凸起的底角作倒钝处理,齿座的燕尾形凹槽的底角作倒圆角处理,钳齿的燕尾形凸起由齿座的燕尾形凹槽侧面进出。改造后的钳齿及齿座结构见图2。
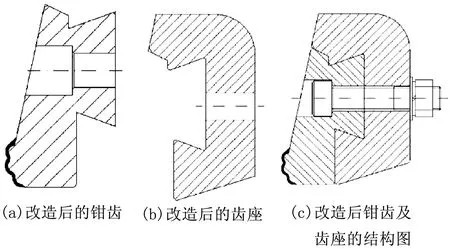
图2 改造后钳齿及齿座结构Fig.2 The structure of jaw and tooth seat after modification
5 改造后的钳齿及齿座使用案例
某钢厂对一台机械板坯夹钳中一个损坏严重的齿座进行了更换,更换过程如下:第一,割除原损坏钳齿座,钳腿打坡口,清理、修整干净。第二,夹钳放置在板坯中心,将新钳齿与齿座装配后,置于钳腿上,试夹钢坯,保证与钳腿贴合紧密,钳齿座位置正确,点焊定位,再重新吊起夹钳(闭合状态),测量钳齿间的开口度,在规定范围之内的,便可卸去钳齿,固焊齿座。反之,重新定位齿座,直至合乎要求。
焊接钳齿座,焊接工艺要求如下:第一,采用等强度的J506焊条,焊前进行2 h、300 ℃恒温烘焙,然后放在恒温桶内随用随取。第二,采用坡口焊缝,深融角焊缝。第三,采用两面分层交替焊,防止错位和变形。第四,预热及层间温度大于150 ℃,加热范围为焊口周围150~200 mm,多层焊接,控制层间温度不低于150 ℃。第五,采取消除应力措施,在焊接过程中锤击热态焊缝金属,并实施焊缝缓冷。第六,齿座焊接结束后,对接缝两侧150 mm内进行加热,加热温度为250 ℃~350 ℃,用石棉包裹保温3 h,之后进行600 ℃~650 ℃高温回火处理。 修整钳齿座焊缝,并探伤,如不合格,则重复上述步骤,至合格。
采用改造后的夹钳钳齿及齿座,其稳定性明显提高,钳齿再无脱晃现象,与齿座配合牢固结实。
6 改造后的优点
第一,钳齿与齿座的连接形式由螺栓固定改为嵌入式,配合更加牢固紧密,适用性强。第二,降低了钳齿与齿座连接螺栓的受力情况,有效避免了因连接螺栓松动引起的钳齿脱晃。第三,克服了因钳齿松动,受力不均,造成齿座下颚的变形、损坏,节约了备件费用。第四,改造后钳齿及齿座结构的力学性能大大增强,夹钳的工作性能也有了显著提高。第五,除钳齿的正常损耗外,齿座的稳定性明显提升,有效延长了钳齿及齿座的使用寿命。第六,为生产节奏和生产组织的稳定性创造了条件,确保了板坯的及时供给。
7 结语
钳齿是板坯夹钳中的重要组成部分,所有的夹紧力、摩擦力都集中于钳齿上,在频繁的使用过程中,钳齿经常出现松动、脱落,在吊装板坯过程中,由于钳齿受力不均,引起齿座变形,造成钳齿断裂。通过对板坯夹钳钳齿及齿座结构的改造,克服了原夹钳设计上的缺陷,提高了板坯夹钳的工作效率,实现了板坯的夹取。
[1] 张子哲,马天平.起重机夹具吊具概述[J].机械管理开发,2010,(02):62-63.
[2] 查德根,郭守春.电动平移式板坯夹钳的开发与研制[J].宝钢技术,2005,(01):77-78.
Modification of mechanical slab jaw clamp and tooth seat structure
SU Xian-feng
(Heilongjiang Institute of Mechanical Science,Harbin 150001,China)
By modifying the structure of pliers and the structure of lattice clamp,the defects of the original clamp design are overcomed,the working efficiency of blank clamp is improved,the labor intensity is reduced,and the work of clamp and production efficiency are greatly improved. The connecting structure between mechanical components should be paid attention to,and the key problem should be found with a reasonable transformation.
Machinery; Slab clamp; Tooth seat structure; Gravity closure; Reliability jaw
2016-12-28
苏显峰(1972-),男,本科,工程师。
TH87
A
1674-8646(2017)06-0126-02
猜你喜欢
锻造与冲压(2024年5期)2024-03-27 08:01:08
华人时刊(2023年11期)2023-07-29 06:27:38
山东冶金(2022年2期)2022-08-08 01:51:30
锻压装备与制造技术(2022年1期)2022-03-24 13:22:58
装备制造技术(2020年2期)2020-12-14 03:09:36
重型机械(2020年3期)2020-08-24 08:31:40
山西冶金(2020年3期)2020-07-15 04:15:04
制造技术与机床(2018年11期)2018-11-23 01:08:04
新疆钢铁(2015年2期)2015-11-07 03:27:52
铸造设备与工艺(2015年3期)2015-07-11 04:02:54