
125MN 锻造自动线可调节式夹钳机构优化设计
2024-03-27 08:01:08于帅谭潇高著偲孙文东姜喜峰一汽锻造吉林有限公司
锻造与冲压 2024年5期
文/于帅,谭潇,高著偲,孙文东,姜喜峰·一汽锻造(吉林)有限公司
夹钳机构是锻造自动化生产线中用于夹持锻件的结构件,多与机器人手臂进行配合使用,传统锻造夹钳一般为整体式轮廓结构,不能适应多种类型锻件,灵活性、通用性以及经济性较差。本文对我司125MN 曲轴/前轴自动线夹钳机构进行设计优化,使夹钳机构能够适应多种工况,克服传统锻造夹钳轮廓形状固定,更换效率低的问题,进而提高工作效率,降低成本。
随着工业4.0 时代的到来,利用信息化技术促进产业的变革得到迅速发展。于锻压行业而言,自动化生产线改造迫在眉睫。为扩大产能,满足日益增长的市场需求,降低劳动强度及成本,保障操作者人身安全,提供更为优质的曲轴/前轴锻件,我司对125MN 曲轴/前轴生产线进行自动化改造。依靠机器人手臂与夹持机构相互配合的稳定性,降低人为因素的影响,提高生产效率,因此,自动化生产线所用夹钳机构亟需优化。本文主要阐述了125MN 锻造自动线可调节式夹钳机构设计原理、过程以及使用效果,为助力生产提供坚实基础。
传统夹钳机构简介
传统夹钳机构通常为整体式结构(图1),其尾部与机器人手臂采用螺栓螺母固定,对应不同类型产品采用不同高度、宽度的夹钳,提前加工设计出相应的轮廓尺寸,更换锻件产品时将原有夹钳整体拆卸进行更换。

图1 传统夹钳机构
传统整体式夹钳机构存在以下弊端:
⑴整体式夹钳轮廓形状固定,各个方向尺寸单一,灵活性差;
⑵应用于不同类型锻件时,整体式夹钳拆装不便,更换效率低,通用性差;
⑶整体式夹钳储存不便,浪费空间,磨损后夹钳整体作废,浪费成本。
夹钳机构适用性分析
我司125MN 曲轴自动化生产线所用夹钳机构属非上车技术领域,在使用过程中要在具有稳定承载力的前提下,避免与锻件以及模具发生干涉,还需注意下顶杆的排布位置,避免夹钳机构与下顶杆在顶出时干涉,这对夹钳机构各个方向上的尺寸范围提出要求。图2 为某V12 曲轴预锻的夹取过程,夹取位置在J3、J5 主轴颈,宽度、高度以及夹钳深入距离都应符合不与锻件、模具干涉的原则。

图2 某V12 曲轴夹取过程
夹钳深入距离可由机械手运行程序进行调节;通过工艺分析,在保证承载能力、不对锻件造成缺陷的前提下,夹钳机构宽度一般选用最小宽度,锻件质量较大时需酌情处理;然而,各个型号曲轴产品在高度方向上与模具之间的间隙多不相同,夹钳机构既需要考虑避免与模具干涉,又需要确定与锻件的接触距离。因此,夹钳机构适用性的问题主要通过调节夹钳高度范围来解决。
可调节式夹钳机构设计
为解决整体式夹钳机构存在的局限性,本文对夹钳机构进行设计优化,通过结构件之间的传动作用以及更换夹钳头的方式有效地调节夹钳尺寸,使夹钳能够满足多种类型锻件产品在不同工况下的应用。图3为可调节式夹钳机构,主要由1-夹钳头、2-滑块、3-螺母、4-夹钳槽体、5-丝杠构成。
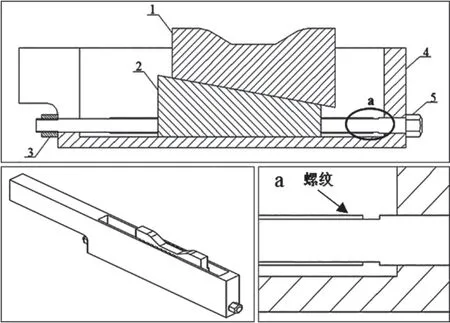
图3 可调节式夹钳机构
传动过程主要如下:
⑴转动丝杠右侧端部,丝杠整体转动,其相对位置保持不变;
⑵滑块内螺纹与丝杠螺纹(图3a 处)配合,带动滑块左右滑动;
⑶滑块移动时,夹钳头在斜面正压力作用下,作竖直方向运动。图4 为可调节式夹钳机构局部装配,夹钳头的其他方向定位利用限位槽和限位键配合得到实现,如图4 中b、c 处所示。

图4 可调节式夹钳机构局部装配
高度可调使夹钳机构能够适应多种类型锻件产品,有效地解决整体式夹钳机构灵活性差的问题,并且以更换夹钳头替代整体式夹钳更换方式,有效地解决了更换效率低,适用性差的问题。
结束语
通过对夹钳机构进行适用性分析,利用丝杠滑块传动机构构建了可调节式夹钳机构。本文介绍的夹钳机构成功应用于一汽锻造125MN 曲轴/前轴锻造自动线,作为非上车技术主要应用于集团内部红旗V型12 缸曲轴、解放多系列曲轴产品,希望借此文抛砖引玉,和锻造同行们开发交流,共同进步。
猜你喜欢
农业装备与车辆工程(2022年8期)2022-10-31 11:32:14
锻压装备与制造技术(2022年1期)2022-03-24 13:22:58
家庭影院技术(2021年2期)2021-03-29 07:18:28
装备制造技术(2020年2期)2020-12-14 03:09:36
建材发展导向(2019年10期)2019-08-24 06:24:36
中国特种设备安全(2019年2期)2019-04-22 03:14:12
淄博师专论丛(2019年1期)2019-04-04 06:01:38
制造技术与机床(2018年11期)2018-11-23 01:08:04
锻造与冲压(2018年7期)2018-05-29 08:08:06
锻造与冲压(2018年9期)2018-05-18 01:30:50
