
TA15钛合金超高频氩弧焊工艺试验研究
2017-05-16 01:15万晓慧赵海涛金俊龙
航空制造技术 2017年7期
万晓慧,赵海涛,金俊龙
(1. 中航工业北京航空制造工程研究所,北京 100024;2.航空焊接与连接技术航空科技重点实验室,北京 100024)
钛合金是一种重要的金属结构材料,与其他金属材料相比,它具有比强度高、中温强度高和耐蚀性好等特点,是飞机和发动机的重要结构材料。因此,在国防新型号及在役型号的研制和生产中,为减轻重量和制造成本,大量采用钛合金焊接结构[1]。
超高频脉冲氩弧焊接方法是近年来出现的一种新的焊接方法。该方法在新的IGBT逆变技术基础上,通过新的电源调制方式使焊接电源脉冲电流频率达到超高频状态(脉冲频率大于20kHz,最大可达80kHz)[2]。与同等功率常规TIG工艺相比,超高频直流脉冲TIG焊的电弧压力、所获得的焊缝熔深、焊接速度均可提高2~3倍。超高频直流脉冲TIG焊过程中产生的一些特殊效应可用于改善钛合金熔池的凝固结晶过程,将成为改善钛合金焊接质量的有效途径之一[3]。
TA15钛合金属于高Al当量近α型钛合金,既具有α型钛合金良好的热强性和可焊性,又具有接近于α+β型钛合金的工艺塑性,是用于制造500℃以下长时间工作飞机、发动机零件和焊接承力零部件的主要材料[4]。
本文主要采用超高频直流脉冲TIG焊工艺方法对TA15钛合金进行了工艺试验研究,并与常规TIG焊方法的金相组织和力学性能进行比较。
1 试验及方法
试验采用厚度为2mm的TA15钛合金板材,其化学成分如表1所示。试验设备采用焊接机器人自动焊接设备,焊接工装使用带铜垫板的纵缝焊接夹具。
所有试件待焊端面均经机械加工,之后用金属清洗剂去除表面油污,随后将试件放入HF和HNO3混合酸液中,浸蚀3min后取出,用冷水冲洗,在烘箱中烘干,焊前用无水乙醇或丙酮擦拭试件焊接区表面。清理后的试件在运输和存放过程中有防油污措施,接触焊件必须戴干净手套,120h内完成焊接。
试验采用常规氩弧焊和超高频氩弧焊两种方法进行焊接。由于钛合金的活泼性很强,为防止钛合金高温时氧化,采用喷嘴、正面拖罩、背面3路氩气对熔池、焊缝及近缝高温区进行全方面保护。采用相同的焊接速度进行焊接,在保证焊透的情况下,最小能量的焊接工艺参数如表2所示。

表2 焊接参数
参考航空I级焊缝标准对焊缝外观进行检查,并进行100% X射线探伤。焊后将试件放入真空炉进行焊后热处理。沿垂直焊缝方向和焊缝上表面切取制成金相试样,采用DM6000M金相显微镜进行显微组织观察,用DMH-2显微硬度计测试接头各部位的显微硬度。将焊接试件按航标加工成标准试样,在ZWICK100KN电子万能材料试验机上进行室温拉伸试验,在Hitachi S-3400N扫描电镜上观察断口形貌,在200kN高频疲劳试验机上开展构件的疲劳试验验证[5]。
2 结果与讨论
2.1 焊接质量检查
图1为焊接试验件的外观。通过目视检验,整条焊缝均匀一致,焊接接头上无外部裂纹、烧穿、未熔合、焊瘤、表面气孔和夹渣,试件外观良好。
经X射线照相检验,焊缝内部质量符合HB 5376-1987 标准I级要求。
2.2 显微组织
对两种焊接方法焊缝处取样,对焊缝截面和正面制作金相试样,分别进行低倍照相,如图2和图3所示。
从图2中可以看出,超高频脉冲焊接接头两侧熔合区呈酒杯状,与常规氩弧焊明显不同,其焊缝宽度也大大小于常规氩弧焊,反映了超高频脉冲电弧收缩效应增强,挺度增大[6]。
图1 试件外观Fig.1 Macro photo of welded sample
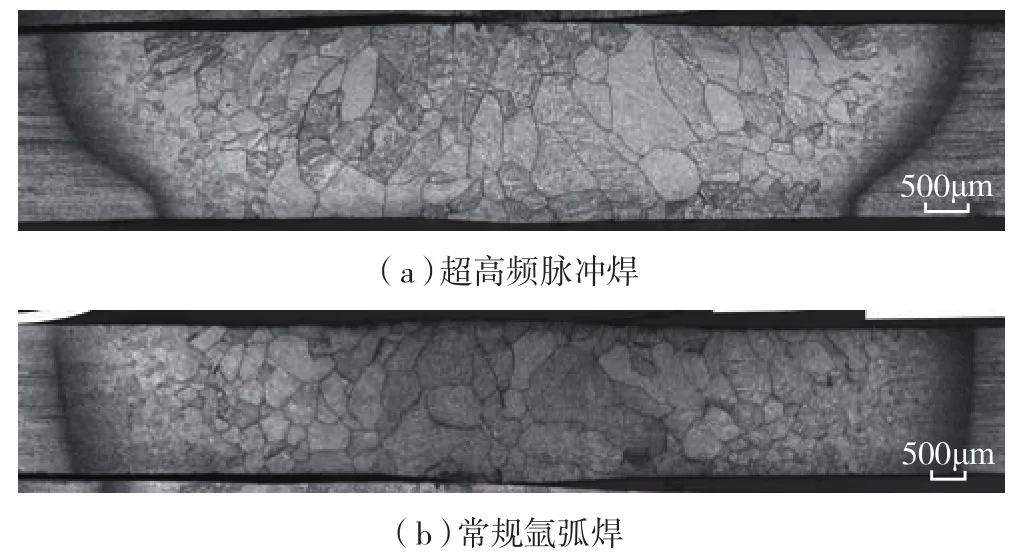
图2 接头截面宏观金相Fig.2 Cross-section morphology of weld joint
从焊缝正面看(图3),超高频脉冲焊焊缝中心区的晶粒更为细小。按照GB/T 6394《金属平均晶粒度测定方法》中截点法对焊缝侧面和正面晶粒尺寸进行测定,结果分别为0.28mm和0.41mm,超高频晶粒尺寸较常规焊减小了32%。
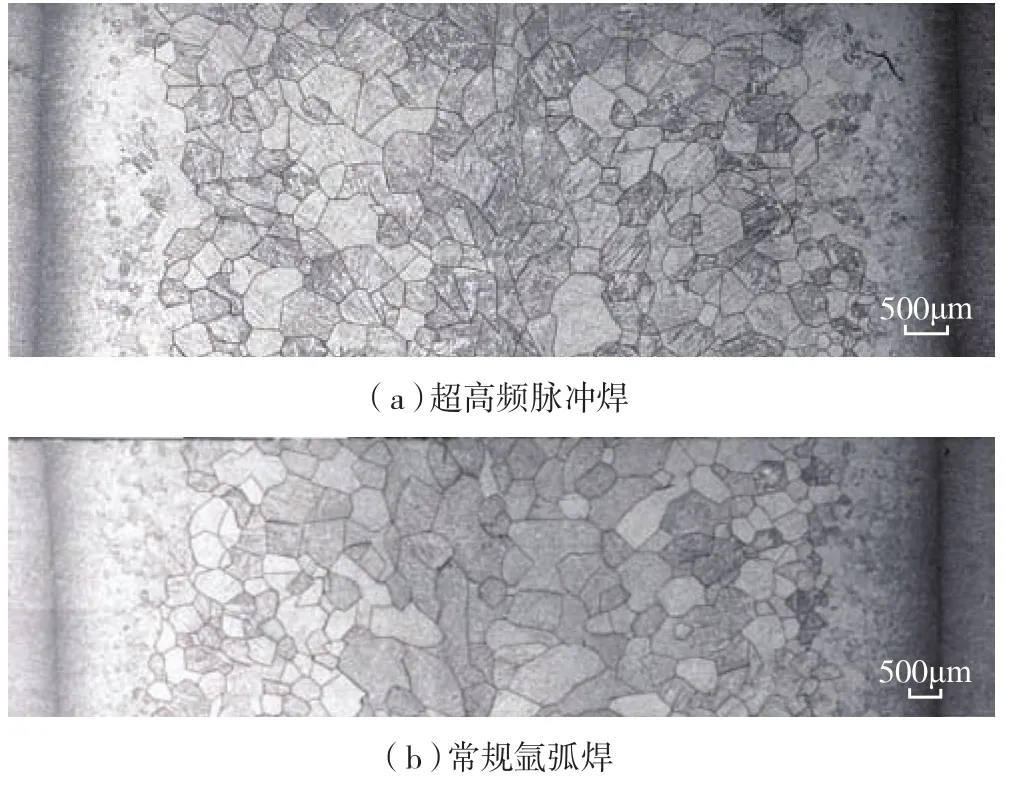
图3 接头正面宏观金相Fig.3 Above-section morphology of weld joint
对两种接头作进一步的分析,接头区高倍金相组织如图4所示。从图4可以看出,焊缝和过渡区的组织均是电弧加热至β转变温度以上,然后快速冷却形成片层状α相。对比两种工艺的焊缝,可见超高频焊缝的α相更明显,其片层要厚得多,且分布更规律、更有序。对比图4(a)和(b),可以看出焊缝上部厚的α相比焊缝下部更多些,厚度达到了几微米,甚至个别片层厚度达到了十几微米。钛合金焊缝组织的层片粗细取决于冷却速率,冷却速率越低则层片越厚[7-8]。因此,可以看出超高频焊接时焊缝的冷却速度要低于常规焊,且焊缝上部低于下部。
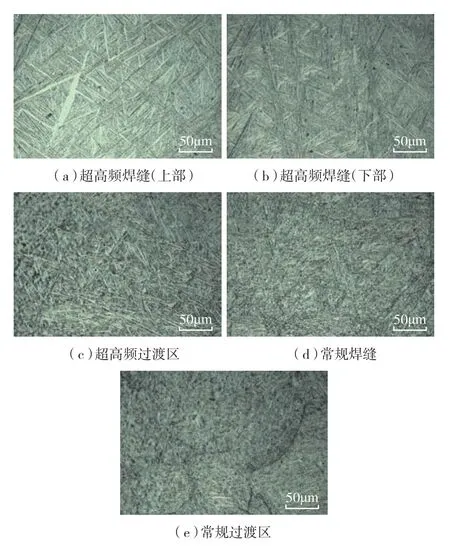
图4 接头截面微观组织Fig.4 Cross-section microstructure of weld joint
2.3 力学性能
将X射线检验合格的焊接试片按标准加工成拉伸试样,并进行室温拉伸试验。试验结果的均值如表3和图5所示,拉伸后试样如图6所示。
从结果中可以看出,两种焊接方法的抗拉强度相差不到1%,基本相当,均达到母材的95%以上;而超高频脉冲焊接的延伸率比常规直流焊高23%,达到母材的74%。超高频脉冲焊接对提高焊缝的塑性有明显效果[9]。
试件拉伸后断口形貌如图7所示,并具有以下特征。首先,超高频氩弧焊TA15焊接接头和常规氩弧焊TA15焊接接头的断口均由裂纹起源区、裂纹扩展区和最后断裂区组成,断口宏观下呈现韧性断裂特征。当采用超高频氩弧焊时,裂纹起源区面积较大,且其内含有大量韧窝,因此焊接接头的塑性水平较高。与之相比,当采用常规氩弧焊时,断口上含有二次裂纹的断面较大,因此焊接接头的塑性水平较低[10]。

表3 室温拉伸试验结果(均值)
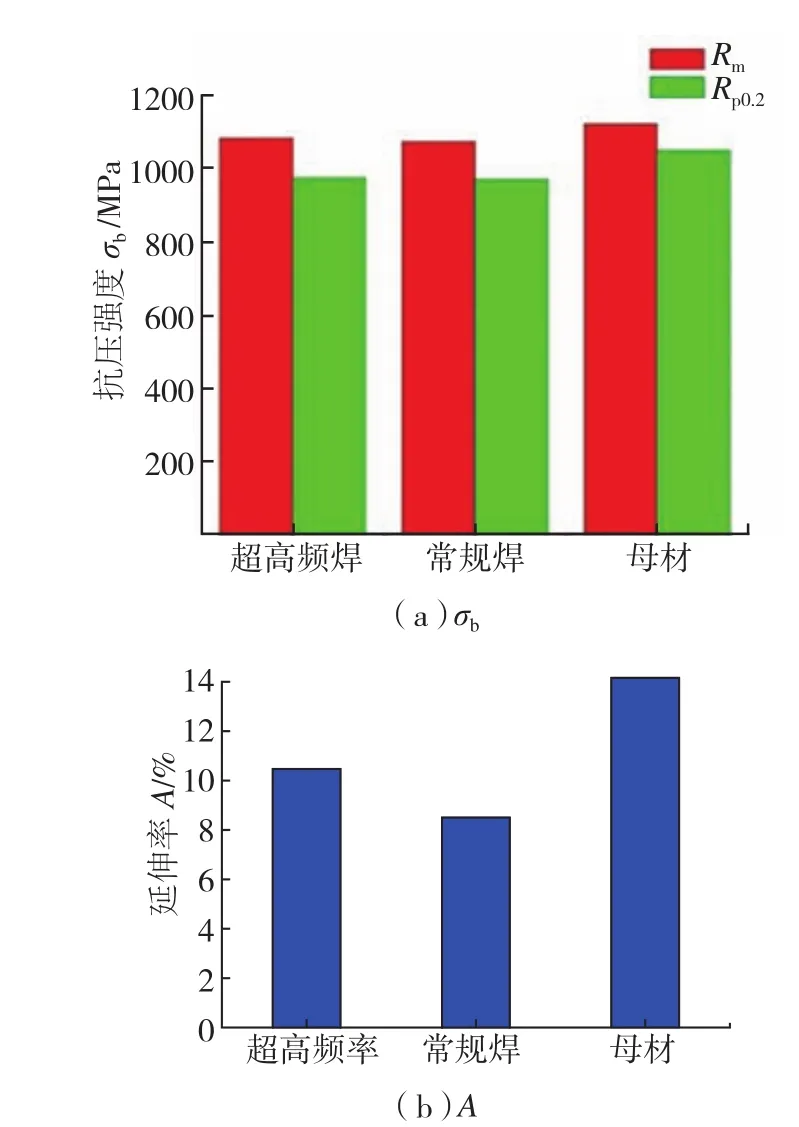
图5 拉伸性能柱状图Fig.5 Histogram of tensile property
图6 室温拉伸后试样图Fig.6 Tensile specimen at room temperature
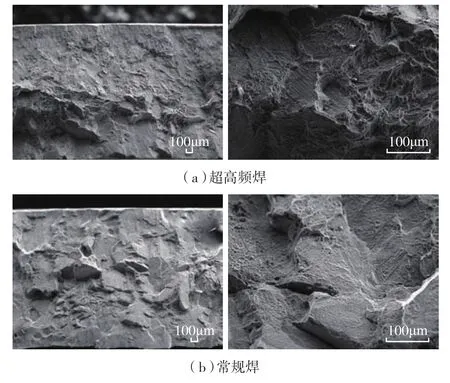
图7 试件拉伸断口形貌Fig.7 Tensile fracture morphology of specimen
2.4 构件疲劳性能
分别采用超高频焊和常规焊方法在T型构件上开展构件的疲劳性能试验,按照国际焊接学会(IIW)金属材料循环加载疲劳设计规范规定的统计方法处理试验中的疲劳试验数据。该统计方法的前提是首先假设疲劳试验结果符合对数正态分布,然后用具有斜率m且分别对应K倍正负标准差的两条标称S-N曲线形成一数据分散带(K为特征值),指定的存活概率为95%,置信度为75%。试件的疲劳S-N曲线如图8所示。循环次数达到107次而未断裂的试件数据将不列入计算。
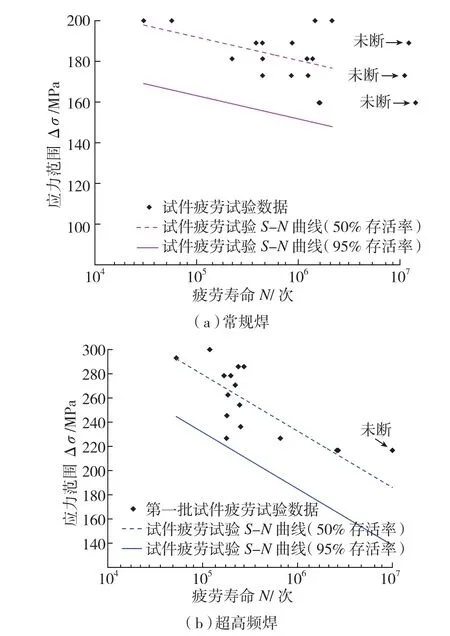
图8 构件S-N曲线Fig.8 S-N curves of welded structure
从试验数据可以看出,对于常规焊试件,测试S-N曲线的斜率指数m值较大,曲线显得比较平缓,构件的疲劳测试数据的离散性较大。以测试得出的S-N曲线方程进行计算,得出常规焊和超高频焊试件循环次数达到2×106次所对应的应力水平分别为138MPa和160MPa。与常规TIG焊接相比,TA15合金典型结构疲劳性能提高15.9%。
3 结论
(1)超高频焊时,焊缝宽度明显比常规氩弧焊窄,晶粒更细,晶粒尺寸较常规焊减小了30%以上。(2)超高频焊缝的α相片层厚度要厚于常规焊,且分布更规律、更有序。(3)超高频脉冲焊接接头抗拉强度与常规氩弧焊基本相当,但其焊缝的延伸率明显提高,超高频脉冲焊接可提高焊缝的塑性。(4)采用超高频焊接的T型结构件的疲劳性能高于常规焊。
参 考 文 献
[1] 关桥. 航空制造工程手册·焊接[M]. 北京: 航空工业出版社,1996.GUAN Qiao. Aeronautical manufacture engineering handbookwelding[M]. Beijing: Aeronautical Industry Press, 1996.
[2] 周水亮, 赵海涛, 齐铂金. Ti-6Al-4V钛合金超音频脉冲TIG焊[J]. 焊接学报, 2010, 31(10): 50-52.ZHOU Shuiliang, ZHAO Haitao, QI Bojin. Ultra-sonic pulse tungsten inert-gas arc welding of Ti-6Al-4V alloy[J]. Transactions of the China Welding Institution, 2010, 31(10): 50-52.
[3] 许海鹰, 齐铂金, 张伟, 等. TC4钛合金超音频直流脉冲TIG焊[J]. 航空材料学报, 2011, 31(1): 36-40.XU Haiying, QI Bojin, ZHANG Wei, et al. TC4 titanium alloy welded by ultra-sonic pulse TIG welding[J]. Journal of Aeronautical Materials,2011, 31(1): 36-40.
[4] 中国航空材料手册编辑委员会. 中国航空材料手册: 第4卷.钛合金、铜合金分册[M]. 北京: 中国标准出版社, 2002.China Aeronaoutical Materials Handbook Editorial Committee. China Aeronaoutical Materials Handbook: Book IV. Titanium alloys and copper alloys[M]. Beijing: Standards Press of China, 2002.
[5] 束德林. 金属力学性能[M]. 北京: 机械工业出版社, 1987:30-31.SHU Delin. Mechanical properties of metals[M]. Beijing: China Machine Press, 1987: 30-31.
[6] BABU N K, RAMAN S G S, MYTHILI R, et al. Correlation of microstructure with mechanical properties of TIG weldments of Ti-6Al-4V made with and without current pulsing[J]. Materials Characterization, 2007,58(7): 581-587.
[7] 莱茵斯, 皮特尔斯. 钛与钛合金[M]. 陈振华, 译. 北京: 化学工业出版社, 2005.LEYENS C, PETERS M. Titanium and titanium alloys[M]. CHEN Zhenhua, tran. Beijing: Chemical Industry Press, 2005.
[8] ELMER J W, PALMER T A. Phase transformation dynamics during welding of Ti-6Al-4V[J]. Journal of Applied Physics, 2004, 95(12):8327-8339.
[9] 王利发,刘建中,胡本润. TA15钛合金电子束焊焊接接头力学性能[J]. 焊接学报, 2007, 28(1): 97-100.WANG Lifa, LIU Jianzhong, HU Benrun. Mechanical properties of TA15 titanium alloy electron beam welded joint[J]. Transactions of the China Welding Institution, 2007, 28(1): 97-100.
[10] 刘昌奎, 刘华. TA15钛合金焊接接头性能与断裂行为研究[J]. 失效分析与预防, 2006, 1(2): 45-48.LIU Changkui, LIU Hua. Welded joints properties and fracture behavior of TA15 titanium alloy[J]. Failure Analysis and Prevention, 2006,1(2): 45-48.
猜你喜欢
机电元件(2022年6期)2023-01-18
环境技术(2022年3期)2022-07-21
宁夏电力(2022年1期)2022-04-29
航空发动机(2020年3期)2020-07-24
石油化工建设(2019年6期)2020-01-16
山东科学(2019年3期)2019-06-27
中国自行车(2018年8期)2018-09-26
科学与财富(2017年35期)2018-01-29
制造技术与机床(2017年3期)2017-06-23
海峡科技与产业(2017年2期)2017-03-22
