
飞机线束数字化制造系统研究与开发
2017-05-16 01:15王春阳闻敬谦邹丽萍
航空制造技术 2017年7期
武 鹏,王春阳,闻敬谦,邹丽萍
(1.中航工业江西洪都航空工业集团有限责任公司,南昌 330001 2.北京理工大学,北京 100081)
航空线束由导线、电连接器、保护材料及卡箍等组成,是贯穿及联系装备各部位电气系统和电子设备的桥梁和纽带,负责电气设备间的通讯和电能传输,被喻为“中枢神经和血液循环系统”[1],其质量和可靠性直接影响到现代先进飞机的效能发挥和安全性。
当前,针对线缆建模[2-3]、虚拟仿真[4]以及布线路径规划等[5-6]方面已有大量研究成果,并且在线束信息表达[7]、工艺设计[8-9]以及三维布线等方面开展了大量应用[10-11]。然而,飞机等复杂装备具有单件小批量的生产模式以及研制过程中设计更改频繁的特点,与汽车线束工艺存在较大差异,工艺设计和生产制造的矛盾突出。
飞机线束的工艺设计处于电气系统设计过程的末端,却需在装配前期进行敷设,而当前该过程仍主要采取手工方式完成,使得工艺准备和生产准备时间紧迫、工艺符合性差的矛盾十分突出。另一方面,航空线束的拓扑逻辑复杂,需要综合分析电气逻辑、制造工艺和装配约束等多方面信息和规范要求。同时,由于信息技术发展迅速,电子设备的更新换代快,传统基于纸质的制造信息在传递过程中无法满足线束生产的柔性要求。
因此,亟需开展航空线束智能化辅助工艺设计和制造的技术研究及相应软件系统的开发,以适应航空机电系统网络化、信息化、智能化发展对航空线束敏捷研制提出的挑战。
1 系统设计思想
航空线束数字化制造的目标是提高工艺设计质量、缩短生产准备周期及实现技术状态管理。因此,在工艺设计阶段,需要尽量避免生产制造中可能出现的问题,并为生产过程提供相应的信息支持及过程控制,以实现对质量、效率与成本的并行优化。
当前飞机线束设计基于“一图两表”形式(即示意图和导通表、物料表)提供线束设计信息,存在数据分散、不直观等问题。线束生产过程中仍需完善相关制造信息和数据,并有大量的工艺规则计算、零附件选配等工作。另一方面,随着电子设备的大量增加,飞机线束更改愈发频繁,尤其对于试制阶段的技术状态控制已成为产品数据管理的难点。
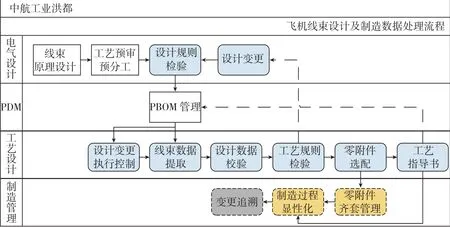
图1 数字化制造应用流程Fig.1 Application flow of digital manufacturing
空客A380在研制阶段曾发生线缆产品数据不一致问题,造成在德国安装的前、后机身段上的线缆与在法国装配的中机身段线缆结构不协调、无法对接的问题,只能将德国制造的机身段运回原厂重新装配,致使空客公司推迟A380交货时间近两年,损失50亿欧元[12]。
线束数字化制造即利用信息技术为工艺设计提供智能辅助支持,实现对生产过程的显性化管理和对技术更改流程的有效控制,图1给出航空线束数字化制造应用流程。
数字化制造支持系统由PDM系统负责获取线束设计数据,主要服务于工艺设计和制造过程。在工艺设计阶段,通过对工艺规范的整理和检验规则的程序化,按照工艺要求进行校验检查,在工艺准备阶段排除人工校验不易发现的设计问题,为工艺人员提供科学的工艺审查手段;在生产制造阶段,通过建立飞机线束生产全过程管控机制,实现生产过程可视化和对生产物料的齐套管理,并可结合技术状态管理的实际要求,对更改历史进行追溯。
2 航空线束制造工艺过程
航空线束从生产计划下达到最终加工完成,主要经过生产准备、布线、端接和导通检验等工序,制造工序流程如图2所示。
航空线束由于批量小、种类多,所采用的导线外观相似,每根导线以唯一编号作为标识,因此各工序中均需给出详细的工艺文件,包括:
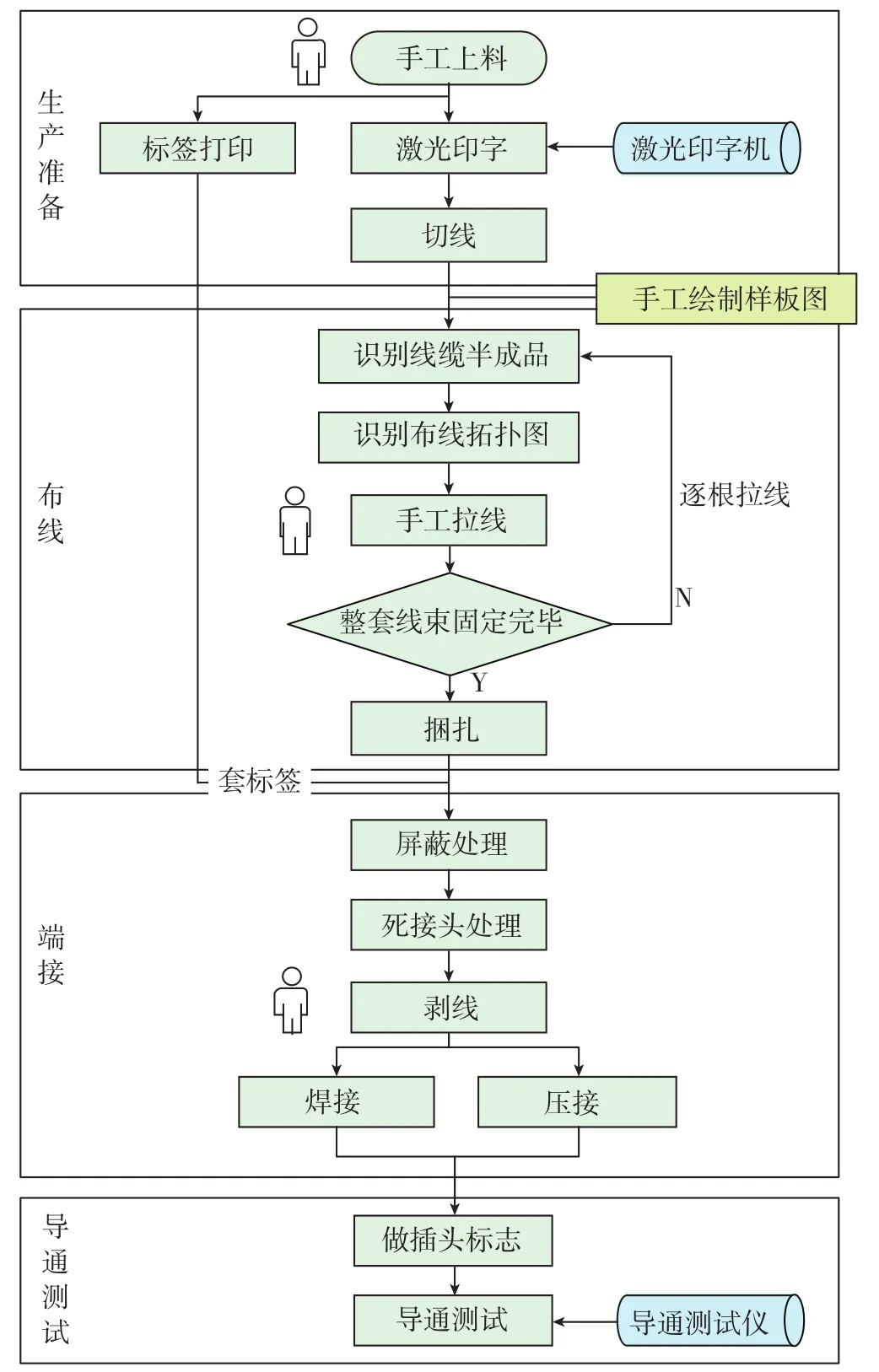
图2 飞机线束制造工艺流程Fig.2 Manufacturing process of aircraft wire harness
(1)生产准备阶段:提供打印热缩标签、导线激光印字相关工艺文件。
(2)布线工序:提供线缆1∶1展平图,以及便于人工布线的连接关系工艺文件。
(3)端接工序:需提供屏蔽处理、死接头处理、端接等工艺文件。
(4)测试工序:需提供测试工艺文件。
飞机线束逻辑复杂、工程更改频繁的特点决定响应的工艺文件既要符合加工约束,又需便于工人理解和加工,相关工艺文件种类多样、内容量大,由工艺人员手工编制的传统方式无法满足生产要求。
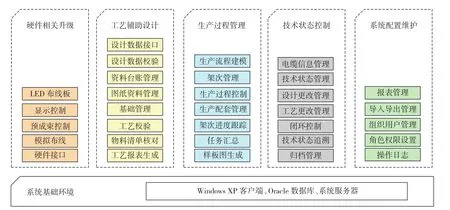
图3 飞机线束数字化制造系统框架Fig.3 Framework of digital manufacturing system for aircraft wire harness
3 系统开发与实现
3.1 航空线束数字化制造系统框架
根据航空线束数字化制造的应用需求,如图3所示,相应的系统主要提供工艺辅助设计、生产过程管理以及技术状态控制3方面功能,形成各生产工段、库房多部门协同参与的数字化平台,并与CAPP系统、PDM等系统相集成,实现数据的实时共享以提高生产效率。
根据航空线束的工艺设计及制造过程,航空线束数字化制造系统框架中的3个主要子系统及功能包括:
(1)工艺辅助设计子系统,主要面向工艺设计人员,包含设计数据校验、工艺有效性检查、物料清单核对以及工艺指导书生成等功能。
(2)生产过程管理子系统,为生产阶段的调度人员、操作人员、库存管理人员提供支持,包括布线样板图绘制,物料配套管理,生产流程的建模、管控和进度跟踪等功能。
(3)技术状态管理子系统,建立线束产品数据模型及技术状态变更流程模型,实现线束从设计发图、工艺设计到制造的全过程数据管理和技术状态跟踪。
(4)工装数字化改造,采用LED点阵实现布线板的数字化显示控制,为待布线导线提供拓扑结构显示支持。
(5)系统配置维护,提供对系统组织用户、权限配置、数据字典等基础信息的维护和设置。
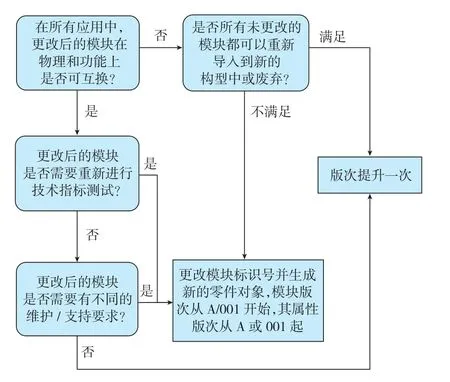
图4 工艺校验流程Fig.4 Processing check flow
3.2 工艺辅助设计子系统
航空线束产品数据信息量巨大,但具有明确的工艺规则,适于利用计算机代替人工进行工艺规则校验。工艺校验的主要内容是解决设计给出的数据中存在的接线关系错误、导线与端口匹配错误及明细数量不一致等问题,按照工艺人员设定的校验规则进行数据检查,向工艺人员提供错误提示信息以便于及时采取措施。工艺校验流程如图4所示。
通过建立元器件匹配规则库、数据逻辑规则库和工艺校验规则库,实现对线束工艺的辅助校验功能,主要校验内容包括:
(1)接线关系校验:提供对一根导线接多个端子、一个端子针孔接多个导线等逻辑错误的校验;
(2)端接匹配校验:以端子为校验单元,根据型谱信息校验针孔与导线类型;
(3)物料清单校验:计算线束物料总量,并与物料清单进行校验。
3.3 生产过程管理子系统
生产过程控制需要对工艺流程节点的操作者、执行时间、执行情况进行详细记录,系统采用工作流技术对生产过程中操作任务的创建、接收和提交时间进行详细记录,通过流程信息可计算出任务执行效率和人员工作有效性,促进生产流程的规范化。
航空线束生产要求按照架次进行产品数据组织和生产管理,相关生产准备也需按照单架次进行齐套准备。因此,生产过程管理以架次为组织核心,以线束为单元建立生产过程实例,并针对流程中的操作任务提供相应的信息支持。生产管控相关功能的逻辑关系如图5所示。
利用工作流模型固化工艺过程,每个流程实例对应一根线束实物,流程实例状态即反映实物制造进度,实现生产过程的可视化,并基于任务将生产信息推送给加工人员,由此可避免信息的延迟和不一致,为工艺、制造、库存和检验协同工作奠定信息基础。
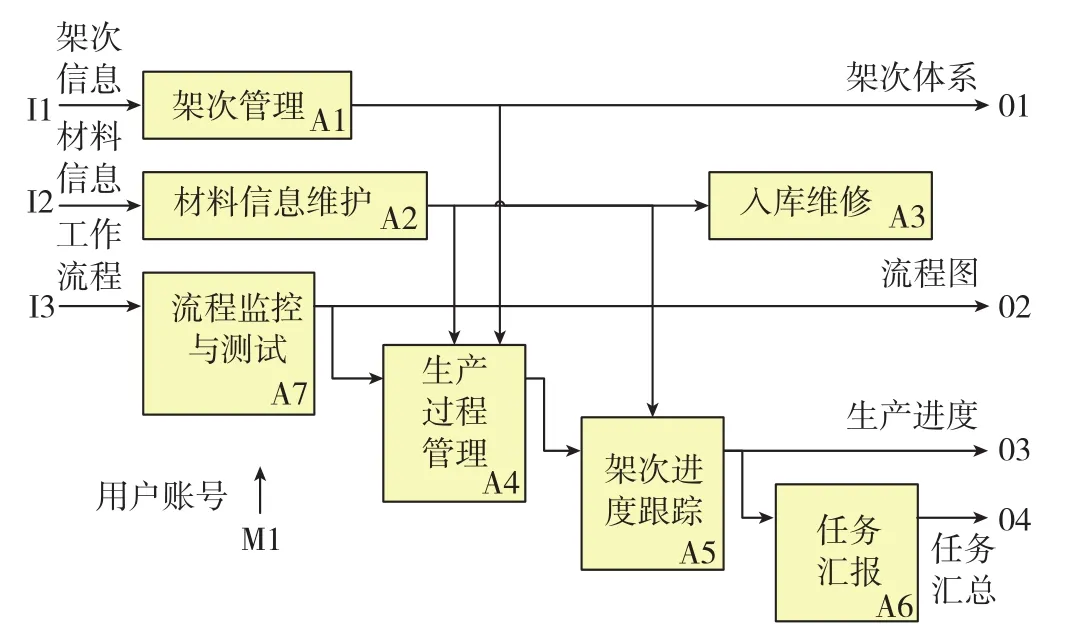
图5 生产管控功能逻辑关系Fig.5 Logic relation of manufacturing management function
3.4 技术状态管理子系统
航空线束具有结构复杂、工程技术更改频繁的特点,制造过程中需根据实物生产进度制定工程更改的执行方式,并确保更改文件的执行以及变更历史的可追溯性。系统提供型号构型管理、单架次技术状态管理、版本版次维护以及有效性计算等功能,为实现产品全生命周期管理提供系统支持。图6给出工程更改控制流程。
航空线束工程更改结合工作流实例状态确定更改方式,并从两个方面进行状态追溯:
(1)按图号的有效性追溯,即查阅指定图号不同版本、版次对应的线束所属架次信息,以便于掌握线束产品变化历史;
(2)按架次的应用型追溯,即查阅指定架次各图号所应用的版本、版次以及历史信息,以便于掌握全机技术状态和更改历史。
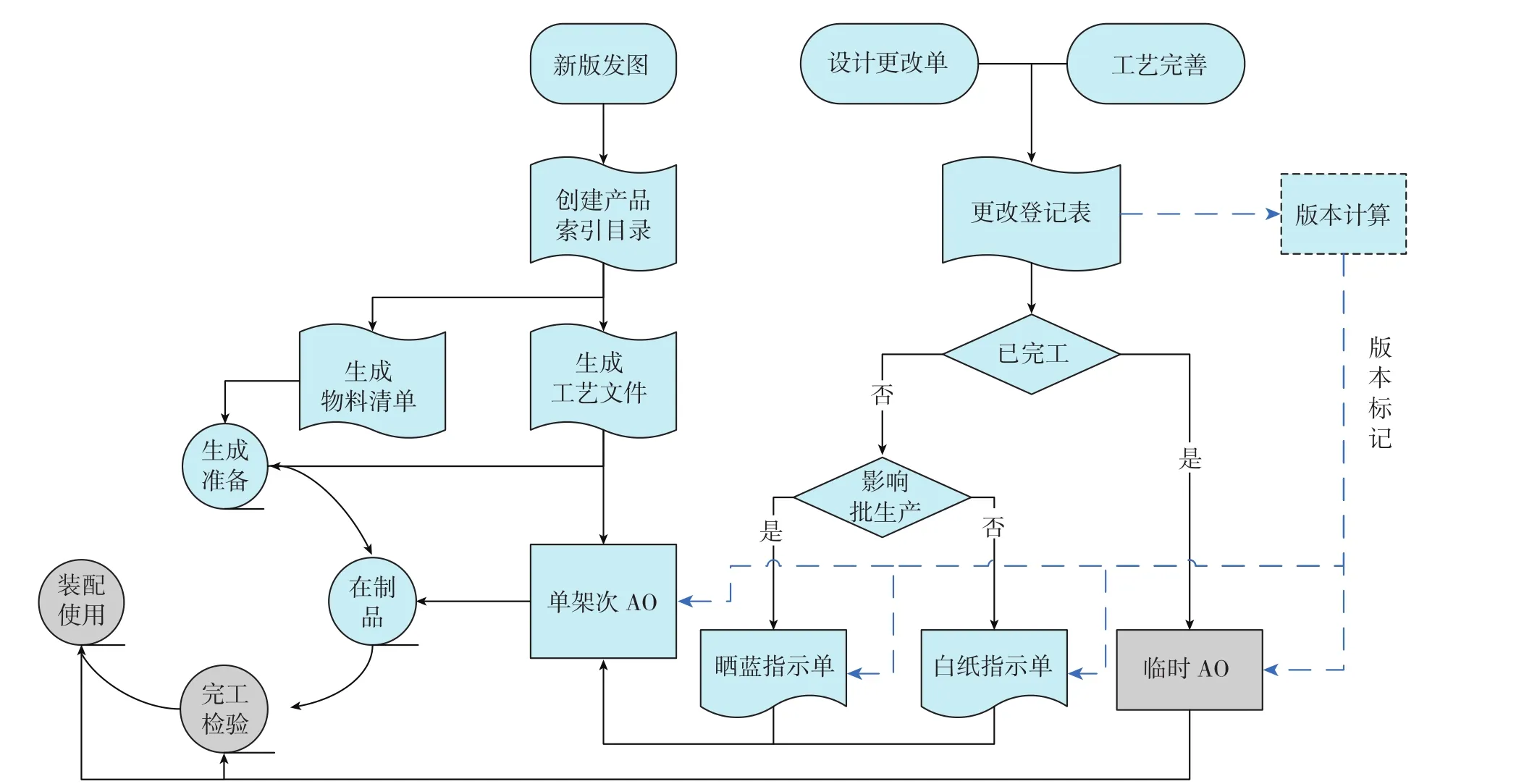
图6 工程更改控制流程图Fig.6 Flow chart of engineering change control
4 实例应用
系统基于J2EE平台开发,以CHS线缆设计软件输出的PDF格式线缆示意图、XML格式接线关系表和EXCEL格式明细表为输入,实现对线缆的工艺校验、技术状态控制和生产管控。系统实际应用于某型号飞机线束工艺设计和生产制造,改变了以往基于纸质文件的数据传递方式,建立起基于流程的协同机制,为实现航空线束敏捷、柔性的数字化制造奠定了良好的系统基础。图7为系统典型应用界面。
工艺辅助设计子系统可实现接线表和物料表的数据导入和工艺报表转换,将原本手工编制需2~3天的工作缩短到数分钟内完成,极大地提高了工艺设计的效率。通过生产过程管理子系统可以按架次监控生产流程的运行状态,同时对物料信息进行齐套计算,保证生产过程的顺畅。在技术状态管理子系统中,提供不同架次和不同图号的版本版次状态追溯,为图纸的有效性提供保障。
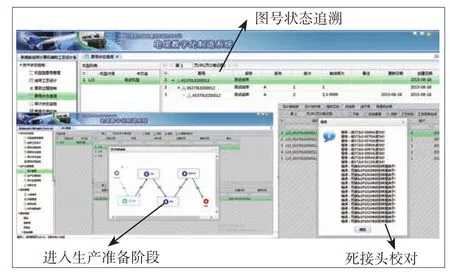
图7 系统应用界面示例Fig.7 System application example
5 结束语
本文阐述了飞机线束数字化制造系统的设计思路和生产流程,并具体介绍了工艺辅助设计、生产过程管理和技术状态管理3个子系统的功能和特点。该系统为提高线束生产中工艺设计的效率,加强对工艺文件的技术状态管理提供了有力支持,有效提升线束生产过程的控制能力,使得线束生产中数据的一致性、有效性得到保障。
参 考 文 献
[1] 田斌, 李青. 飞机线束生产计算机辅助工艺设计技术研究[J]. 机械工程师, 2011(3): 72-75.TIAN Bin, LI Qing. Research on computer aided process planning technology for airplane harness[J]. Mechanical Engineering, 2011(3): 72-75.
[2] 王志斌,刘检华,刘佳顺,等. 电缆虚拟布线中的物理特性分析与布局设计技术[J]. 计算机辅助设计与图形学学报, 2014(7): 1193-1202.WANG Zhibin, LIU Jianhua, LIU Jiashun, et al. Physical properties analysis and layout design in virtual wiring of cables[J]. Journal of Computer-Aided Design & Computer Graphics, 2014(7):1193-1202.
[3] 马立元,谢世富,刘鹏远,等. 基于质点-弹簧系统的柔性线缆建模及其运动仿真[J]. 系统仿真学报, 2014, 26(4): 733-738, 779.MA Liyuan, XIE Shifu, LIU Pengyuan, et al. Modeling and progression simulation of flexible cables based on mass-spring system[J]. Journal of System Simulation, 2014, 26(4): 733-738, 779.
[4] 何大闯,闫静,左敦稳,等. 虚拟环境下基于逆运动学的电缆建模与仿真技术[J]. 机械设计与制造工程, 2013, 42(10): 25-28.HE Dachuang, YAN Jing, ZUO Dunwen, et al. The Cable modeling and simulation technology in virtual environment based on inverse kinematics[J]. Machine Design and Manufacturing Engineering, 2013,42(10): 25-28.
[5] 李春泉,徐楚,张明,等. 轮廓扩展方法下的电气线缆布线技术研究[J]. 机械设计与制造, 2015(4): 266-269.LI Chunquan, XU Chu, ZHANG Ming, et al. Routing technology of electric cables using the method of contour extension[J]. Machinery Design& Manufacture, 2015(4): 266-269.
[6] 赵磊,宛新贵. 面向线缆组件装配过程的Routing建模方法研究[J]. 机械设计与制造工程, 2015, 44(7): 23-27.ZHAO Lei, WAN Xingui. The Routing modeling method on the assembly process of cable component[J]. Machine Design and Manufacturing Engineering, 2015, 44(7): 23-27.
[7] 王发麟,廖文和,郭宇,等. 复杂机电产品线缆信息本体表达与存储分析[J]. 图学学报, 2015, 36(3): 376-383.WANG Falin, LIAO Wenhe, GUO Yu, et al. Stored analysis and ontology expression of cable harness information for complex mechatronic products[J]. Journal of Graphics, 2015, 36(3): 376-383.
[8] 朱吉满,徐本柱,凌欣南,等. 汽车线束工艺工序及工序关系自动生成[J]. 图学学报, 2013, 34(2): 38-46.ZHU Jiman, XU Benzhu, LING Xinnan, et al. Automatical generation of technology process and its relations for automotive wiring harnesses[J].Journal of Graphics, 2013, 34(2): 38-46.
[9] 徐本柱,刘晓平. 柔性线束工艺设计建模研究[J]. 工程图学学报, 2010(5): 47-52.XU Benzhu, LIU Xiaoping. Flexible wire harness process design modeling[J]. Journal of Engineering Graphics, 2010(5): 47-52.
[10] 王泽锡,杨帅举. 电子设备整机三维布线工艺研究[J].航空科学技术,2015,26(7):51-55.WANG Zexi, YANG Shuaiju. Research on three-dimensional routing processing technology of electronic equipment[J]. Aeronautical Science &Technology,2015,26(7):51-55.
[11] 娄心豪,王燕,翟红旗,等. 三维电气布线技术在引信中的应用研究[J]. 航空制造技术, 2015(3): 17-21.LOU Xinhao, WANG Yan, ZHAI Hongqi, et al. Research on 3d electrical routing technology for fuze[J]. Aeronautical Manufacturing Technology, 2015(3): 17-21.
[12] 范玉青. 大型飞机总装配中的若干问题[J].航空制造技术,2012(1/2):78-80.FAN Yuqing. Problem on final assembly of large aircraft[J].Aeronautical Manufacturing Technology, 2012(1/2): 78-80.
猜你喜欢
汽车电器(2022年5期)2022-05-23
家庭影院技术(2020年2期)2020-03-25
汽车电器(2019年9期)2019-10-31
通信电源技术(2018年3期)2018-06-26
现代防御技术(2016年1期)2016-06-01
汽车实用技术(2015年8期)2015-12-26
汽车实用技术(2015年8期)2015-12-26
中国品牌(2015年11期)2015-12-01
汽车电器(2014年8期)2014-02-28
智能建筑与智慧城市(2012年12期)2012-08-15
