
厚壁SA-765 Gr3低温钢容器埋弧焊焊接技术的研究
2017-05-15 05:29王雪骄
大型铸锻件 2017年3期
王雪骄
(二重集团(德阳)重型装备股份有限公司核电石化事业部,四川618000)
厚壁SA-765 Gr3低温钢容器埋弧焊焊接技术的研究
王雪骄
(二重集团(德阳)重型装备股份有限公司核电石化事业部,四川618000)
通过一系列试验研究,制定出一套采用国产焊材应用到厚壁低温钢容器焊接制造的埋弧焊技术,极大地提高了生产效率。经产品应用验证,整个焊接接头性能满足低温使用要求。
SA-765 Gr3钢;埋弧焊;焊接工艺
低温用钢主要用于低温下工作的容器、管道和结构,如液化石油气储罐、冷冻设备及石油化工低温设备等。低温钢的主要性能要求是保证在使用温度下具有足够的韧性及抵抗脆性破坏的能力。ASME规范所推荐的镍系低温钢因其优越的使用性能,得到世界各国的广泛使用。我国正在建造的大型低温储罐大都使用美国ASME规范的镍系低温钢材料。SA-765 Gr3低温钢是-70~-120℃低温容器和部件的主要用钢,具有良好的低温韧性,是目前石油化工、海洋石油工程等行业广泛应用的制造低温设备的钢种。
低温钢焊接的重点是保证焊缝及热影响区获得足够的低温冲击韧性,稍有不慎,焊缝就不能满足低温韧性。对于SA-765 Gr3钢,国内承制的低温钢容器普遍厚度在100 mm以下,埋弧焊(SAW)通常在中薄板上使用。
我公司承接了壁厚为245 mm的SA-765 Gr3(简称3.5Ni钢)低温钢容器的制造工作,全部采用焊条电弧焊,生产效率太低,制造周期不能满足,因此需对厚壁低温钢的埋弧焊接技术进行研究,以满足产品的制造要求。
1 设备结构
低温钢容器采用锻焊式结构,设计压力44.293 MPa,工作温度-100℃,主体材料是SA-765 Gr3,内径1506 mm,筒体壁厚245 mm,封头最小壁厚135 mm。
2 主要技术性能指标
根据产品技术条件的要求,SA-765 Gr3钢熔敷金属化学成分要求见表1,焊接接头力学性能要求见表2。
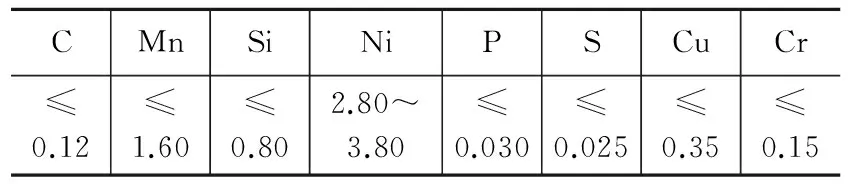
表1 焊缝熔敷金属化学成分要求(质量分数,%)Table 1 The requirements of chemical composition of deposited metal of welding seam (mass fraction, %)

表2 焊接接头力学性能要求Table 2 The requirements of mechanical property of welding joint

图1 坡口尺寸对比图Figure 1 The comparison diagram of dimension of grooves
3 焊接试验
3.1 试验材料
(1)试板材料:SA-765 Gr3锻件。
(2)焊接材料:为实现厚壁低温钢容器焊材与焊接技术的国产化,经综合考虑后选用国内哈焊所的SA-765 Gr3低温钢SAW焊材。考虑到焊接热输入量的问题,采用直径为3.2 mm的焊丝。
3.2 试验过程
3.2.1 焊材工艺性试验
为保证焊接质量,在初步确定厂家后,根据厂家推荐的同种焊丝两种不同焊剂匹配组合进行相关的焊材工艺性筛选试验。为更好地反映出焊材的工艺性能,接近产品制造实际情况,试板选用厚度为230 mm的SA-765 Gr3锻件,坡口与产品制造时一致。结合SA-765 Gr3钢焊接特性和埋弧焊焊接工艺特点,鉴于焊接的厚度尺寸很大,为了更有利于焊接过程中对焊道的观察,便于出现问题后及时进行处理,应确保前面焊接的焊缝质量一次性合格。在相同厚度的情况下,坡口宽度较常规容器坡口上口宽度增加2 mm~4 mm。详细坡口尺寸见图1。
在模拟的深坡口中通过不同规范参数下焊接过程稳定性、焊剂脱渣情况、焊缝成型情况的比较,最终选用H06Mn35DR+SJ208DR组合进行焊接试验。
3.2.2 焊接评定试验
(1)焊前准备:保存焊剂时应避开高温潮湿的地方,焊剂使用前应在300~350℃烘干1 h~2 h。坡口内的油污、铁锈等会导致焊接缺陷,焊前应彻底清除坡口内油污、铁锈及杂质。
(2)SA-765 Gr3钢含碳量低,其他合金元素的含量也较少,故其淬硬倾向和冷裂倾向比较小,一般可不预热或用较低的预热温度来进行焊接[1]。在试验时采用更严格的条件即可不预热进行焊接。
(3)采用小的焊接线能量:为避免焊缝及热影响区形成粗大组织而使其冲击韧性严重降低,焊接时必须采用较小的焊接线能量。采用窄焊道、多道多层焊和快速多道焊以减小焊道过热,并通过多层焊的重复加热作用细化晶粒[2]。埋弧焊熔敷金属焊接线能量应控制在14.0 kJ/cm~18.5 kJ/cm。
(4)层间温度是低温钢埋弧焊熔敷金属低温冲击韧性的重要影响因素,埋弧焊层间温度应≤150℃。
(5)选择适当的焊接速度:对于含镍低温钢进行埋弧自动焊时,切不可提高焊接速度来获得较低的焊接线能量。这是因为当焊接速度较高时,由于熔池形成典型的雨滴状,且焊道成形变成窄而深的截面形状,此时就易产生焊道中心的热裂纹。所以,这类钢焊接时,焊接速度特别要选择适当,不可过小,也不可过大。
(6)避免咬边缺陷:低温钢焊接时应注意避免弧坑、未焊透及咬边等缺陷,这些缺陷在低温条件下,在应力作用时,都会造成较大的应力集中而引起脆性破坏。所以对于低温压力容器而言,不允许有任何尺寸的咬边缺陷存在。
(7)焊接时焊剂的堆积高度对焊道外观及X射线合格率等有些影响,堆积高度大约为25 mm~35 mm,以盖住弧光为宜。
(8)焊接过程中焊丝的干伸长应控制在28 mm~32 mm。
根据上述焊接要求并结合焊材厂家推荐的焊接规范进行焊接参数的调试,摸索出焊接规范参数,见表3。

表3 焊接规范参数Table 3 The parameters of welding specification
3.2.3 焊后热处理
虽然根据相关资料,SA-765 Gr3钢焊接后焊接接头在焊后热处理条件下,随着保温温度的升高,焊缝冲击韧性有所改善,但620℃热处理后,焊缝冲击韧性下降明显[3]。由于产品筒体厚度尺寸大,故焊后热处理保温温度按照600℃执行。
3.2.4 试验结果
根据产品技术条件的要求进行理化性能检测。
(1)熔敷金属化学成分分析结果见表4。
(2)焊接接头全断面宏观金相检查,均未发现有咬边、未熔合和线性缺陷,满足产品不允许有裂纹和其他面缺陷以及有>2 mm的单个气孔的要求。
(3)力学性能检验结果见表5。
(4)夏比V型缺口冲击试验结果见表6。
(5)硬度试验
硬度应在焊缝横剖面上测量,该横剖面经磨光和蚀刻呈现出焊缝金属、熔合线和热影响区(HAZ)。硬度测点应距内外表面1.5 mm,热影响区的测点应位于尽量接近焊缝熔合线(大约0.2 mm)处。硬度检测详细位置见图2。硬度试验结果见表7。
(6)试验结果分析
化学成分:从熔敷金属化学成分检测结果看,各元素均在规定值范围内,且杂质元素S、P含量低。
拉伸性能:焊接接头拉伸试验结果全部符合技术要求,且强度值适中。
弯曲性能:通过侧弯试验,母材、热影响区、焊缝皆无任何缺陷,受拉表面光滑完整,变形均匀一致,韧塑性良好。

表4 焊缝熔敷金属化学成分分析结果(质量分数,%)Table 4 The analyzed results of chemical composition of deposited metal of welding seam (mass fraction, %)

表5 力学性能检验结果Table 5 The tested results of mechanical property

表6 焊接接头冲击试验结果Table 6 The results of impact test of welding joint

图2 硬度检测点的位置Figure 2 The location of check points for hardness test

表7 焊接接头硬度试验结果Table 7 The tested results of hardness test of welding joint
冲击韧性:从冲击结果看,-100℃焊缝和热影响区冲击值完全能满足技术要求,且有一定的储备量。虽然个别值相对较低,但通过对其冲击试样进行断口分析发现,存在气孔、夹渣等无损检测非超标缺陷。
硬度检测:从硬度检测结果来看,测量值均满足技术要求,说明在整个焊接接头上未出现硬化区。
3.2.5 小结
由焊接试验可知,哈焊所生产的低温钢埋弧焊焊材(焊丝H06Mn35DR+焊剂SJ208DR)焊接工艺良好,焊接接头具有高强度和良好的塑性和韧性,冲击能力也较好,各区硬度满足技术要求。表明所选用的焊接材料、制定的焊接工艺规范参数和焊后热处理规范是合理、可靠的。
4 产品应用
4.1 焊接工艺要点
由于SA-765 Gr3钢与一般钢材所不同的地方在于容易被磁化(虽然其容易程度不及9Ni钢),在焊接时,这些残磁会产生电弧磁偏吹,严重时还会使焊接操作不能正常进行。因此,重点是要防止母材带磁。故在现场操作时尽量避免磁力起重机以及不要靠近高压电线,或使用消磁机对母材进行消磁。
坡口采用机加工的方式按图1尺寸制备。在坡口加工完成后,应按要求进行检查。如发现有影响焊接质量的缺陷(如裂纹、分层等)应予以清除,合格后方可进行装配。坡口两侧各50 mm范围内打磨出金属光泽,同时必须将坡口两侧50 mm范围内及坡口表面上的油、锈、水等对焊接有害的杂质清除干净。
在产品制造时,严格按照焊接试验的工艺措施及焊接规范要求进行焊接,但产品筒体厚度尺寸大(248 mm),结合施焊环境,要求在焊接前焊缝两侧1T范围预热50~80℃,防止产生焊接冷裂纹。严格控制预热温度,层间温度不可过高。采用较小的焊接热输人量,焊接过程中应及时清渣,观察焊道成型,出现不良焊道应及时处理,保证焊接质量。
4.2 应用结果
通过上述工艺措施和严格的过程控制,顺利完成了产品的焊接工作。产品经PWHT及水压试验合格后按时交付用户。
焊接接头按技术要求进行100%磁粉检测、超声检测、射线检测,检测合格。SA-765 Gr3焊缝硬度为155~209HBW;SA-765 Gr3钢焊接接头抗拉强度为509 MPa~532 MPa;侧弯2件,合格;-100℃夏比V型缺口冲击韧性为128 J~134 J;焊接接头全断面宏观金相观察,未发现肉眼可见缺陷。均满足产品技术要求,强度适中,低温韧性有较好的储备。
5 结论
(1)选用的哈焊所低温钢埋弧焊焊材焊接工艺良好,焊缝接头性能完全满足指标要求,且有较好的低温韧性储备。
(2)采用埋弧焊焊接厚壁SA-765 Gr3低温钢时尽量选择小规格的焊丝,结合生产效率,建议选择∅3.0 mm焊丝。
(3)焊接前需对焊缝两侧1T范围进行预热50~80℃,防止产生焊接冷裂纹。
(4)焊缝坡口应较常规埋弧焊焊接坡口宽一些。
(5)焊接层间温度应控制在130℃以下。严格控制焊接热输入量,熔敷金属焊接线能量应控制在18.0 kJ/cm以下。不可用提高焊接速度的方法来减小焊接热输入。
(6)收弧时应填满弧坑,避免产生弧坑裂纹,不允许存在任何深度的咬边缺陷。焊接过程中应及时清渣,观察焊道成型,出现不良焊道应及时处理,保证焊接质量。
(7)采用拟定的焊接工艺规范和焊后热处理规范是可行的。
[1] 李道清,高小红,任世宏,等. SA-765 Gr3 低温钢的焊接[J]. 电焊机,2012,42(10):52-57.
[2] 董安霞. SA-765 Gr3 钢低温设备焊接工艺[J]. 中国锅炉压力容器安全,2001,17(4):20-23.
[3] 张凯,汤传健,王天先,等. 低温容器用SA-765 Gr3 钢的焊接[J]. 电焊机,2010,40(3):86-90.
编辑 杜青泉
Research on Submerged Arc Welding Technology of SA-765 Gr3 Thick-Wall Low Temperature Steel Vessel
Wang Xuejiao
By a series of experiment and study, the submerged arc welding technology which is used for thick-wall low temperature steel vessel by adopting the domestic welding material has been prepared, so as to greatly increase the production efficiency. By means of application and verification, the property of whole welded joint can meet the operating requirement at low temperature.
SA-765 Gr3 steel; submerged arc welding; welding process
2016—10—08
王雪骄(1978—),高级工程师,从事压力容器焊接制造技术的研究与开发工作。
TG445
B
猜你喜欢
节能与环保(2022年3期)2022-04-26
中国重型装备(2022年1期)2022-02-11
粉末冶金技术(2021年3期)2021-07-28
四川有色金属(2020年2期)2020-12-08
建材发展导向(2019年11期)2019-08-24
压力容器(2019年3期)2019-05-13
中国特种设备安全(2019年2期)2019-04-22
中小企业管理与科技(2018年16期)2018-11-07
焊接(2016年10期)2016-02-27
焊接(2016年7期)2016-02-27
